Ручна дугова зварка для початківців. Як правильно варити дугового зварювання початківцям
- Ази і основні поняття про електрозварювання
- Поради початківцям сварщикам
- Ручна дугова зварка: особливості технологічного процесу
Зараз багато хто бажає навчитися азам зварювальних робіт. Це може завжди стати в нагоді в побуті. Сварка для початківців не вимагає професійних навичок і спеціальних знань. Такого рівня досить для робіт в гаражі або на господарському подвір'ї.
Вивчаючи основи зварювання, потрібно використовувати електроди, діаметр яких не більше 3 мм.
Ази і основні поняття про електрозварювання
В першу чергу, для того щоб освоїти ручну зварку, слід придбати апарат зварювальний і запастися електродами. Їх має бути якомога більше, оскільки вони будуть часто псуватися до тих пір, поки не вийде перший позитивний результат. Вивчаючи основи зварювання, краще використовувати електроди діаметром в 3 мм. Більш тонкі застосовуються фахівцями для роботи з тонким металом, А товсті перевантажують електромережу.
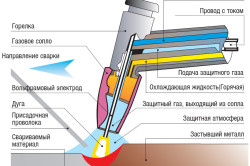
Універсальний і найпростіший тип з'єднання металевих поверхонь - метод ручного дугового зварювання.Він полягає в переході електричного струму з джерела з утворенням дуги між електродом і оброблюваним матеріалом. При такій технології зварювання горіння обмазки на поверхні електрода забезпечує виділення газу, який не допускає контакту оброблюваної області з киснем з повітря.
У будь-якому посібнику зі зварювання зазначено: перше, чого слід навчитися, це правильне ведення зварювального шва. Тому введення містить інформацію про застосовуваний обладнанні. Серед джерел живлення виділяють наступні конструкції:
- зварювальні трансформатори;
- зварювальні випрямлячі;
- зварювальні інвертори.

Для тих, хто вивчає основи зварювання, третій варіант - оптимальний вибір. Зварювати метал можна полуавтоматом. Часто при цьому використовується зварювальний дріт.
Після того як обладнання придбано, потрібно попередньо забезпечити себе захистом від шкідливих впливів. Техніка безпеки при зварюванні вимагає наявності спеціальної маски, яка захищає шкіру обличчя і очі, з вбудованим світлофільтром, підібраним відповідно до визначених критеріїв. До них відносяться сила струму, навколишнє освітлення і особливості зору зварника. Порядок зварювання має на увазі собою точне дотримання правил безпеки.
Для того щоб користуватися зварюванням, з спецодягу слід вибрати брезентовий фартух або костюм з вогнетривким просоченням, а також краги з спилка. Взуття має бути міцною і стійкою.
Повернутися до списку
Під час зварювання електрод потрібно тримати над поверхнею металу. Утворений при цьому проміжок називають дуговим. Контроль над ним особливо важливий при роботі, тому його слід освоїти в першу чергу. Електрод опускають, тому що він витрачається, просуваючись у напрямку шва. Постійно утримуйте на однаковому рівні зазор між металом і краєм робочого інструмента. Варити електродами потрібно акуратно, щоб не зіпсувати витратний матеріал.
Особливості роботи:
- Якщо розмір зазору недостатній, часу для прогріву оброблюваного матеріалу не вистачить. Шов вийде опуклим, а краю - несплавлення.
- При більшому зазорі спостерігаються значні скачки дуги. Якість провару буде поганим, а управління укладанням металу, який наплавляється, важким.
- Утримуючи оптимальну величину зазору на постійному рівні, це зручний спосіб упорядкування ванній, сформувати хороший шов.

Технологія зварювання струмом полягає в наступному: під час проходу крізь зазор дуга створює зварювальну ванну, переносячи в неї розплавлений метал, що знаходиться на поверхні електрода. У разі коли значення струму недостатньо, основний метал не прогріється, а електрод буде йти швидше зварювальної ванни. При більшому показнику струму дуга проникне в метал на певну глибину, відштовхуючи його назад. Коли значення оптимальні, ванна розтікається і має тонкі краю, тому її можна розширювати і рухати за допомогою електрода, контролюючи робочий процес.
Установки струму часто змінюються в залежності від технології зварювання і додаткових опцій. Наприклад, властивості товстого металу, засновані на розсіюванні тепла, потребують більшого значення струму. Для меншої товщини потрібен не такий високий рівень. Точна установка показників струму для того, щоб правильно варити, буде залежати тільки від того, як поведе себе ванна. Тому починати потрібно з рекомендацій виробника, а після цього експериментувати зі зменшенням або збільшенням сили струму.
Закінчуючи шов, перед тим як прибирати електрод, потрібно зробити трохи більше наплавление металу.
Це допоможе уникнути сплеску з нижніх шарів шва, який призведе до виникнення кратера. Для цього досить зробити один круг, а після чиркнути в зворотну сторону напрямки шва.
Повернутися до списку
Ручна дугова зварка: особливості технологічного процесу
Надходження як постійного, так і змінного струму з джерела живлення в напрямку електрода і металу забезпечує утворення дуги, утримує її. такий тип ручного зварювання з прямою полярністю виробляють при приєднанні анода до виробу. При підключенні полюса від'ємного значення робиться зварювання з зворотною полярністю.

При зварюванні руки і обличчя повинні бути захищені.
Метал, з якого складається стрижень електрода, під впливом дуги розплавляється разом з його покриттям, а також з поверхнею виробу, що зварюється. З цього моменту електродний матеріал являє собою краплі в шлаку, які надходять всередину зварювальної ванни, змішуються з оброблюваним металом.
Величина ванни знаходиться в прямій залежності від наступних критеріїв:
- режим, в якому проводиться зварювання;
- конструкція свариваемого з'єднання;
- форма оброблення та розміри з'єднувальних крайок.
- становище в просторі;
- швидкість руху дуги по виробу.
Стандартна величина ванни знаходиться - 6 мм в глибину, 8-15 мм в ширину і 10-30 мм в довжину.
Відстань між двома активними ділянками (на зварювальної ванні і кінці електрода) називається довжиною дуги. У процесі плавлення покриття навколо дуги і ванни утворюється шар газу, який витісняє кисень з робочої зони, не дає йому впливати з розплавленим матеріалом.
Шлак, який покриває краплі металу електрода, а також зварювальної ванни, не допускає впливу атмосферного повітря на опрацьований матеріал. Поступове видалення дуги забезпечує кристалізацію металу, від чого утворюється з'єднувальний шов, покритий шаром затверділого шлаку.
До переваг цього виду зварювання відноситься наступне:
- роботи можна виконувати при обмеженому доступі;
- безліч типів електродів дозволяє робити зварювання різних типів стали;
- відносно швидка зміна з'єднуються;
- процес може проходити в будь-якому положенні;
- робоче обладнання легке і транспортабельний.
З недоліків виділяються низька продуктивність щодо інших типів зварювання, шкідливі умови і необхідність кваліфікації працівника при високих вимогах до якості.
Не обов'язково знати все про зварювання, для простих побутових ситуацій досить дотримуватися правил і основні вимоги до роботи.
Технологія виконання зварювальних робіт не представляє великої складності для освоєння. Щоб навчитися користуватися зварюванням в побуті, достатньо кількох уроків і обов'язково практичні заняття. Що необхідно для роботи зварювальним апаратом:
- апарат для зварювання;
- зварювальні електроди;
- захисна маска;
- спецодяг;
- щільні рукавиці;
- взуття.
Електроди для виконання зварювальних робіт
теорія електрозварювання
Щоб швидше навчитися виконувати зварювальні роботи, Необхідно мати уявлення про теорію електричного зварювання. Зварювання металів відбувається за рахунок теплового дії електричної дуги між зварюваних металом і електродом. Потужність дуги залежить від струму через неї, який в свою чергу залежить від напруги і відстані між електродом і деталлю.
Найважливішою характеристикою зварювального апарату є його вольтамперної характеристики. Інакше її ще називають зовнішньою характеристикою. Вона показує залежність струму дуги від напруги.
На малюнку нижче показані кілька типів характеристик.
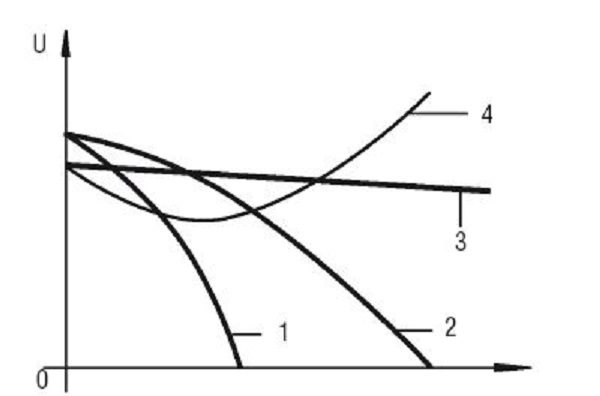
Графік зовнішніх характеристик зварювального апарату
для ручного електрозварювання використовуються апарати, характеристики яких відповідають лініям 1 і 2. Це крутопадаючих і пологопадающих характеристики. Як видно з графіків, зварювальний струм у крутопадающей характеристики мало залежить від напруги, а значить, і від відстані між електродом і поверхнею. Зварювальний апарат з пологих і зростаючої характеристиками (лінії 3 і 4) придатний тільки для використання в автоматичному зварюванні, де відстань витримується дуже точно. Для початківців краще використовувати апарат з крутопадаючих характеристикою.
Зварювальний апарат має ще таку характеристику - напруга холостого ходу. Від величини цієї напруги залежить легкість початкового запалювання дуги. Чим більша напруга холостого ходу, тим легше запалити дугу. З іншого боку, в процесі зварювання напруга дуги набагато менше холостого ходу.
Для полегшення запалювання зварювальний апарат може доповнюватися спеціальним пристроєм - осциллятором, яке в момент підпалу формує на виході напруга в кілька тисяч вольт, але з малим струмом, подібно котушці запалювання автомобіля. При запаленою дузі осцилятор відключається.
Який вибрати зварювальний апарат
Найбільш простий для початківців інверторний зварювальний апарат (рис. Нижче). Його достоїнства:
- простота обмеження максимального струму;
- стабільність заданих параметрів;
- легкість запалювання дуги;
- захист від перевантаження;
- низька вага.

Інверторний зварювальний апарат
Складніше працювати з апаратами змінного струму. Як правило, це звичайний понижуючий трансформатор великої потужності (рис. Нижче), який неважко зробити самостійно. Але у них є таке гідність, як висока надійність. Потрібно бути дуже невмілим зварювальником і дуже постаратися, щоб спалити зварювальний трансформатор вагою пару-трійку десятків кілограмів. Зручність роботи такими апаратами багато в чому залежить від якості їх виготовлення. Але, якщо навчитися ним правильно працювати, то з іншими проблем не виникне точно.
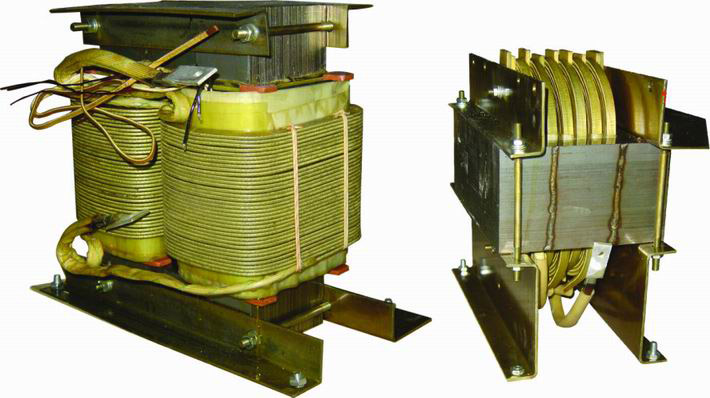
Зварювальний апарат - трансформатор
Щоб правильно вибрати зварювальний апарат, необхідно врахувати максимальний діаметр застосовуваних електродів і якість електропроводки.
При діаметрі електродів 4 мм споживана від мережі потужність складе близько 4 кВт для инверторного апарату і близько п'яти для зварювального трансформатора.
Зварювання проводиться зварювальними електродами. Вони виготовляються з металевого дроту, покритого спеціальної обмазкою. Від складу металу дроту і матеріалу обмазки залежить призначення електрода.
Існують зварювальні електроди для зварювання низько, - і високовуглецевих сталей, чавуну, нержавіючої сталі. Роль обмазки полягає в створенні на поверхні розплавленого металу захисного шару. Вимоги до матеріалу обмазки:
- температура плавлення повинна бути нижче, ніж температура плавлення металу;
- розплав обмазки повинен мати хорошу змочуваність для рівномірного покриття;
- розплав повинен поглинати кисень і не пропускати його до металу;
- розплав повинен розчиняти окису.
Електроди розрізняються за типом струму. Одні призначені для зварювання змінним струмом, інші тільки постійним.
Електроди для зварювання постійним струмом прекрасно працюють на змінному. Електроди для роботи на перерві, для зварювання постійним струмом не придатні.
техніка зварювання
Якість зварювання залежить від співвідношень товщини деталей і електрода, а також від величини зварювального струму. Зазвичай товщина електрода приймається рівною товщині зварюваних деталей. Для більш товстих електродів потрібно більше значення струму, що може привести до прожогам металу. Тонкий електрод при малому струмі не прогріється метал, і якість зварного шва буде низьким.
Оптимальна величина зварювального струму залежить як від діаметра електрода, так і виду виконуваних робіт. Максимальний струм використовується при виконанні горизонтальних швів, мінімальний при роботі з вертикальними і стельовими швами.
Особливі труднощі для початківців становить процес підпалювання дуги. Для цього зварювальний електрод підносять до зварюваної поверхні і стосуються її легкими ковзаючими рухами. Після підпалу збільшують відстань між електродом і поверхнею. Оптимальна довжина дуги повинна складати приблизно товщину електрода. При меншій відстані вся енергія дуги спрямована на малу площу, шов вийде увігнутий, можливі пропали металу. На краях шва метал, навпаки, не встигає прогріватися. Довга дуга починає «гуляти» по поверхні, слабо прогріваючи місце зварювання.
Кут нахилу електрода дозволяє регулювати товщину зварювального шва. При вертикальному розташуванні весь розплавлений метал електрода концентрується в області дуги. Однак при такому розташуванні важко контролювати процес зварювання. Нахил в бік, протилежний руху електрода дає можливість отримати опуклі шви, оскільки дуга відштовхує розплавлений метал, створюючи напливи на поверхні шва. Значний нахил небажаний, оскільки втрачається контроль за дугою, вона починає здувати краплі металу. Оптимальним вважається кут нахилу електрода від 45 до 90 градусів.
Дуже важлива для якості зварювання швидкість переміщення електрода. При швидкому пересуванні метал не встигає повністю заповнити шов, який до того ж недостатньо прогрітий.
Вибрати правильний кут і швидкість переміщення можна тільки шляхом набуття практичного досвіду.
Сварка постійним струмом можлива при різних полярностях. Пряма полярність, коли електрод підключений до висновку негативної полярності, застосовується для зварювання з глибоким прогріванням деталей, що зварюються. Для роботи з тонколистовим металом необхідна зворотна полярність (електрод підключається до позитивного висновку). При такому способі зварювання велика частина тепла виділяється на електроді, викликаючи його прискорене плавлення.
ТБ під час зварювальних робіт
зварювальні роботи вважаються небезпечними, оскільки поєднують в собі відразу кілька факторів:
- висока напруга;
- висока температура;
- потужне ультрафіолетове випромінювання;
- високий вміст шкідливих речовин в випарах.
Зварювальний апарат характеризується високою напругою холостого ходу - до 80 В. Така напруга, навіть при відсутності підвищеної вологості вважається смертельно небезпечним (максимальна напруга в нормальних умовах не більше 42 В).
Температура розплавленого металу досягає декількох тисяч градусів. При цьому його плинність дуже висока. При неякісних електродах, неправильно вибраному режимі зварювання або при сильному вітрі бризки металу можуть відлітати на кілька метрів.
Електрична дуга є потужним джерелом видимого і ультрафіолетового випромінювання. Короткочасний вплив такого світла не небезпечно, Просто потрібен якийсь час для адаптації зору до звичайного освітлення. А ось тривале спостереження за дугою незахищеними очима викликає важковиліковні наслідки, аж до помутніння кришталика і відшарування сітківки. Для захисту очей застосовуються захисні зварювальні маски (Рис. Нижче). Крім захисту очей, вони захищають голову від бризок металу і шлаку.

Зварювальний маска для захисту очей і голови під час зварювання
Скло маски не пропускає ультрафіолетове випромінювання і в кілька разів послаблює видиме світло, оскільки дуга - це сусідній потужний прожектор. Зараз у продажу є безліч масок зі спеціальними стеклами, які змінюють властивості в залежності від яскравості впливу - «хамелеони». При звичайних умовах скло абсолютно прозоре. При запаленні дуги світлопроникність скла різко падає. Швидкість затемнення становить від декількох мілісекунд до десятків мікросекунд.
Для захисту від крапель металу і шлаку потрібно одяг, матеріал якої не плавиться від високої температури. Кращими захисними властивостями володіє брезент, але в брезентовому одязі вкрай незручно працювати. Досить використовувати звичайну спецодяг з бавовняної тканини. А ось рукавиці бажано вибрати щільніше, оскільки руки знаходяться в безпосередній близькості від місця зварювання.
Взуття для зварювання повинна мати вузькі халяви. Штани повинні бути поверх халяв, щоб запобігти попаданню туди бризок металу.
Дугове зварювання. Відео
Навчальне відео по дугового зварювання є нижче.
При горінні електродів в повітря потрапляють пари металу і матеріалу обв'язки. До складу електродів входить чимало хімічних сполук і багато з них становлять небезпеку при вдиханні. Тому зона проведення зварювальних робіт повинна мати хорошу вентиляцію. Забороняються зварювальні роботи поблизу легкозаймистих матеріалів (нафтопродукти, деревина), в сильний вітер і особливо під час дощу.
Червень 14, 2017
Як правильно варити дугового зварювання початківцям?
На сьогоднішній день дугова зварка інверторного типу для початківців є однією з найбільш надійних технологій. Вона регулярно використовується не тільки в галузі промислового виробництва, але і в побуті: для спорудження парканів, теплиць, печей для лазень і гаражів і так далі.
Ази зварних робіт
Щоб правильно варити, необхідно, перш за все, обзавестися зварювальним устаткуванням і електродами. Витратні матеріали слід купувати в досить великій кількості, особливо якщо досвіду проведення подібних робіт немає. Справа в тому, що при навчанні зварці інверторного типу доведеться витратити досить велику кількість подібних матеріалів. Найбільш універсальними виробами в цьому плані є електроди, діаметр яких становить 3 мм. тонкі електроди призначені для більш тонких деталей, а надто товсті надають надто великий вплив на електричну мережу.
Щоб навчитися правильно користуватися зварювальним устаткуванням, необхідно запастися певним терпінням і старанністю. Для початківців тут діє принцип: чим більше практики, тим краще. Бажано не тільки осягнути основи теорії, а й виконувати роботи під наглядом професійного зварника, який при необхідності дасть слушну пораду і допоможе уникнути помилок при подальшому виконанні робіт.
Для правильного освоєння дугового зварювання слід для початку взяти якісь непотрібні шматки металу. Поблизу бажано поставити відро з водою, крім того, проводити роботи на дерев'яному верстаті категорично забороняється, так як це може спровокувати спалах.
Заземлення повинно кріпитися на зварюваної деталі якомога міцніше. Перед тим як почати користуватися зварюванням, необхідно перевірити, наскільки міцно кабель заізольований і як міцно він фіксувати в утримувачі. Потім виставляють необхідну значення потужності електричного струму на обладнанні. Воно підбирається в залежності від того, який діаметр електрода був обраний для проведення робіт.
На наступному етапі зварювання можна спробувати запалити електричну дугу. Зробити це не дуже складно: електрод виставляють під кутом приблизно 60 градусів по відношенню перед зварюються елементами і акуратно доторкаються їм до заготівлі.
Коли пробіжить іскра, електрод потрібно підняти над поверхнею деталей так, щоб між ними дотримувалося відстань близько 5 мм. Якщо все було зроблено вірно, то виникне дуга. Подібний зазор потрібно буде утримувати протягом усього часу проведення робіт. При цьому слід враховувати, що в міру вигоряння електрода, відстань буде збільшуватися, тому його потрібно буде трохи наближати до заготовок. Швидкість проведення електрода залежить від типу металу: якщо зварюють вироби зі сталі, то вона повинна бути низькою, при роботі з нержавейкой його проводять досить швидко.
Складнощі при навчанні зварюванні
Найчастіше при дугового зварювання початківці ніяк не можуть запалити дугу навіть на невеликій відстані - близько 2-3 мм. Це буває пов'язано з тим, що на апараті виставлена занадто маленька сила струму. При правильному виборі всіх налаштувань дуга буде досить стабільною навіть при збільшенні відстані до 1 см.
Наплавляти валик зварного шва слід дуже обережно і уважно. При цьому виконують коливальні рухи, роблячи так, щоб розплавлений матеріал підходив ближче до центру дуги. Якщо вдасться виконати це правильно, то в кінцевому рахунку буде утворюватися красивий шов, у якого є хвилі невеликих розмірів.
Якщо товщина зварювальних заготовок досить велика, то одним шаром розплавленого металу обійтися не вийде. професійні зварювальники в цьому випадку користуються такою технологією: спочатку накладається так званий кореневий шов, товщина якого становить близько однієї третини товщини заготовки. Після того, як метал застигне, з його поверхні видаляють шлак. Бажано робити це за допомогою кутової шліфувальної машини: вона буде прибирати не тільки залишки шлаку, а й знімати гладку поверхню металу, забезпечуючи тим самим повноцінну схвативаемость з подальшим шаром. Далі шов заповнюється ще на одну третину, а потім закривається повністю.
Освоїти ручне дугове зварювання не дуже складно: головне, запастися терпінням і постаратися навчитися основним рухам, завдяки яким буде проводитися накладання матеріалу на шов.




