УОНИ 13 55 опис. Електроди для инверторной зварювання: що потрібно знати
Електроди УОНИ 13/55 в середовищі професійних зварювальників отримують тільки позитивні відгуки. А новачки побоюються використовувати ці примхливі стрижні.
Які застосовуються для конструкцій, трубопроводів з низьколегованої і вуглецевої сталі, що вимагають підвищених характеристик по пластичності і в'язкості зварного шва. У суворих кліматичних зонах.
Технічні характеристики зварювальних електродів УОНИ-13/55
Розглянемо:
- загальні характеристики;
- механічні та хімічні властивості зварювального шва;
- допустиме положення шва;
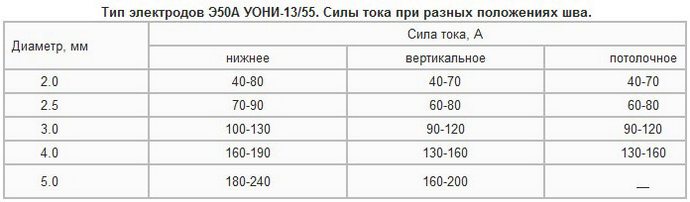
- величини зварювального струму;
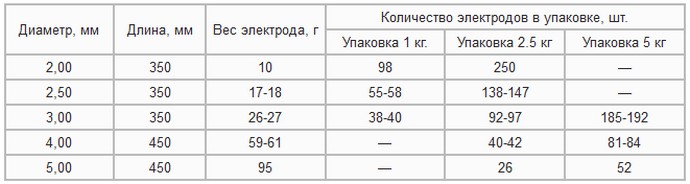
- вага і кількість електродів в одній пачці;
- вартість однієї пачки.
1) Загальні технічні характеристики:
- тип з'єднання - дугового, ручний, на постійному струмі зворотної полярності;
- покриття (обмазка) - основне;
- стрижень виготовлений з або Св-08А;
- наплавочні коефіцієнт - 9 г / А · год;
- витрата зварювальних стрижнів на 1 кг наплавленого металу 1,6 кг.
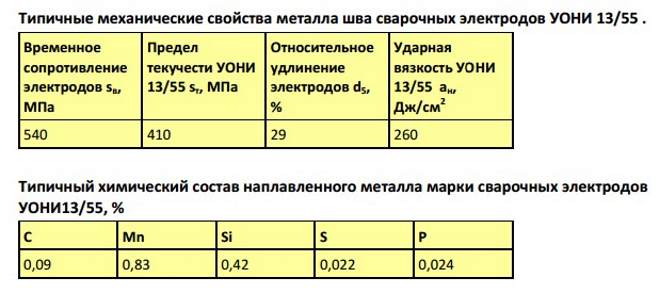
2) Механічні властивості:
- тимчасовий опір, Н / мм2 - 420-540;
- відносне подовження не менше 22%;
- ударна в'язкість, Дж / см2 не менше 128.
Масова частка хімічних елементів в зварювальному шві (таблиця):

3) Просторові положення зварювального шва. Електроди УОНИ 13/55 діаметром від 2 до 4 мм застосовують для зварювання у всіх просторових положеннях, крім вертикального (зверху-вниз №5).
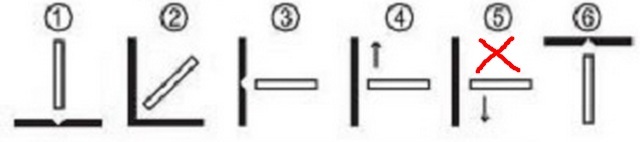
Подивіться відеоролик (нижче), де людина спростовує це прописане правило. Стрижні діаметром 5 мм використовуються для горизонтального, нижнього і вертикального способу (знизу-верх).
Відео: особистий досвід використання УОНИ 13/55 у всіх просторових положеннях.
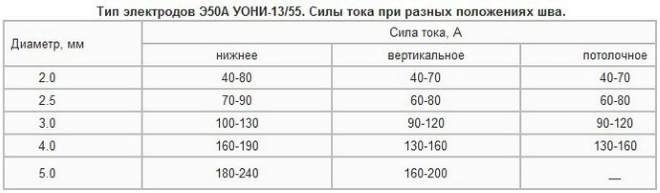
4) Величини зварювального струму. При зварюванні електродами Е50А УОНИ 13/55 підбір струму в залежності від діаметра стрижнів і положення зварювального шва представлений в таблиці.
5) Зробити розрахунок кількості стрижнів (штук) в упаковці і вага електрода в грамах допоможе таблиця.
6) Ціна за пачку УОНИ 13/55 різна від 400 до 750 рублів. Вартість змінюється від ваги пачки, заводу-виготовлювача, регіону. В середньому ціна за кг виробів починається від 100 рублів.
Переваги використання УОНИ 13/55:
- отримання міцного зварювального шва;
- зниження витрати електродів на 15%;
- збільшення наплавлення на 10%.
Чим замінити УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 і 48.05.
Як варити електродами УОНИ 13/55
Заготовки приготовані для з'єднання очищаються від масла, окалини і бруду. Прогартовує електродів УОНИ 13/55 виконується протягом 1 години, при температурі 300 ° С.
Зварювальні роботи, вироблені при нестабільній електричної мережі, виконуються, як правило, не без участі інвертора. Однак для ефективної та якісної роботи інвертора знадобляться електроди, наприклад, вітчизняні зварювальні електроди УОНИ, характеристики яких ми розглянемо нижче.
Коротко про головне
Використання інвертора доцільно при таких обставинах, оскільки даний апарат являє собою різновид зварювального пристрою, перетворення електричної напруги в якому виконується без участі трансформатора, а за допомогою спеціалізованого електричного пристрою - інвертора. користуються особливою популярністю в даному ремеслі, завдяки своїм позитивним якостям, що відрізняє їх з вигідної сторони від пристосувань іншого типу, але аналогічного застосування.
Таким чином, відмінна якість інвертора - здатність працювати в умовах перепадів напруги електричної мережі. Також дане пристосування дає можливість зручно регулювати робочий параметр в великому діапазоні струмів, а завдяки стабільній електричної дузі досягається якісне з'єднання різних металів.
Однак є подібності в роботі: для інвертора, як і для звичайного трансформаторного пристрої, знадобляться зварювальні електроди. Для роботи інвертора знадобляться штучні зварювальні електроди (що плавляться) різних діаметрів. Склад катодів вибирається залежно від маркування соединяемой стали.
Вибір невід'ємного елементу зварювання
При виборі катода необхідно брати до уваги такі фактори:
- Склад покриття катода;
- Витрата катодів на кількісний показник з'єднується металу;
- Коефіцієнт наплавлення катода.
Якщо Вас цікавлять кращі електроди, то при їх виборі насамперед необхідно звертати увагу на діаметр з'єднується шва, а також на глибину провару. Варто зазначити, що від даних показників безпосередньо залежить вибір оптимального перетину катода, полярність, сила зварювального струму і інші важливі параметри.
Часто застосовуються катоди
Зварювальні електроди вибираються в залежності від видів з'єднуються сталей, а тому варто проінформувати з цього приводу.
Популярні моделі:
- УОНИ 13/55, ОЗС-6, ОЗС-4, АНО 13/45 (низьколегованісталі);
- Зварювальні електроди МР 3, LB-52U, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, МР-3С (вуглецеві сталі);
- АНО-4, АНО-6 (маловуглецеві стали);
- ОЗЛ-6, ЦЛ-11 (нержавіюча та високолеговані сталі);
- ОЗЧ-2 (для роботи з чавуном);
- Т-590 (для наплавлення металу).
УОНИ 13/55: опис і характеристики
Електроди марки УОНИ 13/55 призначені для зварювання особливо відповідальних металоконструкцій, виконаних з низьколегованих і вуглецевих сталей, Коли до шву пред'являються підвищені вимоги пластичності, ударної в'язкості. Зварювальні електроди вітчизняної марки УОНИ 13/55 дозволяють виробляти якісні з'єднання в різних їх просторових розташуваннях за допомогою застосовуваного постійного струму зворотної полярності.
Технічні характеристики:
- Покриття УОНИ 13/55 - основне;
- Коефіцієнт наплавлення - 3,5 г / А · год;
- Витрата катодів на 1 кілограм наплавленого матеріалу становить 1,7 кілограма;
- Продуктивність наплавлення при товщині катода 4 міліметри - 1,4 кг / год.
переваги:
- Сертифіковане доказ того, що УОНИ 13/55 - найякісніші електроди, які виробляються на вітчизняних просторах;
- Електроди дозволяють здійснювати виробництво швів, стійких до утворення кристалічних тріщин, а також низьким вмістом вуглецю;
- Ідеально підходять для виробництва сполук в умовах нестабільного енергопостачання.
Катоди марки МР-3
Зварювальні електроди МР-3 - одні з найпоширеніших катодів, що продаються на вітчизняних ринках електротоварів. Дані електроди використовуються при зварюванні відповідальних металевих конструкцій, виконаних з низьколегованих, а також вуглецевих сталей.
Розглянуті зварювальні елементи забезпечують безперервне горіння електричної дуги, рівномірний приварювання шва, його підвищену міцність протягом усіх етапів робіт. Універсальність даної марки катодів полягає в тому, що вони здатні виробляти якісні шви за допомогою змінного, а також постійного струму. Разом з даним маркуванням виробники випускають марку МР-3М, що володіє ільменітовим покриттям.
Катоди ОК 46
Зварювальні електроди ОК 46 - відмінні плавляться електроди з рутиловим покриттям, є універсальними. Завдяки ним досягається особливі показники зварювального шва, в тому числі повторний розпал електричної дуги. Варто відзначити, що дана марка підійде для короткого, кореневого шва, а також для якісної прихватки металів.
Зварювального процесу шляхом застосування даних катодів супроводжує знижене тепловкладення, завдяки якому процедура стає досить привабливою при широких зазорах меду заготовками.
Дана марка катодів передбачає ільменітове покриття. Концентрат ільменіту входить до складу катодів даної марки, більш того, є основним їх компонентом. Даний концентрат є природним з'єднання діоксидів титана і заліза.
Концентрат ільменіту набув широкого поширення в з'єднанні листів з гальванічним покриттям. Примітною особливістю ільменітового покриття є відсутність чутливості до іржі, забрудненим поверхням. Дане пристосування повніше можливо використовувати для з'єднання суднових сталей, вуглецевих конструкцій. Діаметри становлять в межах 2-5 міліметрів.
Оптимальні параметри зварювання досягаються шляхом застосування якісних допоміжних засобів, знань, обладнання. Таким чином, все в руках самого зварника.
Зварювальні роботи часто доводиться виконувати не тільки на якихось підприємствах, але часто домашні майстри також беруться за це складна справа. Але ступінь складності зварювання складається з багатьох критеріїв, наприклад, модель зварювального апарату, Яким користується домашній умілець.
Але знаючи, що електричні мережі дуже часто працюють нестабільно, то, відповідно, без інвертора при зварюванні ніяк не обійтися. Але робота такого зварювального апарату неможлива, якщо не використовувати електроди. Реалізуються вони як упаковками, так і поштучно. А ось склад їх катодів варто вибирати, спираючись на те, яку сталь ви зібралися з'єднувати.
Як правильно вибрати електроди для зварювання?
Для якісної роботи зварювального апарату необхідні електроди, які виробляються не тільки за кордоном. Зараз на прилавках будівельних магазинів є широкий вибір зварювальних матеріалів вітчизняного виробництва.
Купуючи електроди, слід враховувати такі їх властивості:

Катод грає важливу роль в електроді, але існує і багато інших якостей, які варто враховувати. Так, при його покупці враховуються такі чинники:
- Властивості.
- Діаметр з'єднується шва.
- Глибинапроплавлення.
Вирушаючи в будівельний магазин за електродами, варто вже мати уявлення про те, якою буде його призначення, тобто які стали він повинен з'єднувати.
Основні марки
 Зварювальний апарат ніяк не може обійтися без електродів, але будівельний світ настільки різноманітний і різноманітний, що, часом, домашній умілець просто втрачається в тому, що ж йому все-таки слід вибрати з усього переліку, який йому пропонується.
Зварювальний апарат ніяк не може обійтися без електродів, але будівельний світ настільки різноманітний і різноманітний, що, часом, домашній умілець просто втрачається в тому, що ж йому все-таки слід вибрати з усього переліку, який йому пропонується.
Але хотілося б звернути увагу на кілька марок, які вважаються кращими серед усіх. Перш за все, це електроди марки УОНІ, які вже давно довели свою якість і про характеристики якого буде розказано трохи пізніше.
 Другий тип електрода - МР3. Ця марка на сьогоднішній день є дуже поширеною. Її найчастіше використовують для того, щоб здійснювати зварювальні роботи не самих відповідальних конструкцій, Які виконані їхні вуглецевих сталей, а також вони можуть бути і низьколеговані.
Другий тип електрода - МР3. Ця марка на сьогоднішній день є дуже поширеною. Її найчастіше використовують для того, щоб здійснювати зварювальні роботи не самих відповідальних конструкцій, Які виконані їхні вуглецевих сталей, а також вони можуть бути і низьколеговані.
Основне переваги даного електрода полягає в тому, що електрична дуга безперервно горить, а, таким чином, йде рівномірний проварена з'єднується металу, А отже, і така міцність всієї роботи. Для роботи з такою маркою можна використовувати як змінний, так і постійний струм.
 Ще одна поширена марка електродів - це ОК 46. Вони непросто гарні для процесу зварювання, але ще і володіють таким покриттям, як рутилове. Тому і зварювальний шов виходить міцним і надійним, Адже він навіть дозволяє робити повторний розпал самої електричної дуги. Але от не кожну зварювальну операцію можна виконувати з цим катодом, так як це краще підходить для, наприклад, прихватки металу або ж для створення кореневого шва.
Ще одна поширена марка електродів - це ОК 46. Вони непросто гарні для процесу зварювання, але ще і володіють таким покриттям, як рутилове. Тому і зварювальний шов виходить міцним і надійним, Адже він навіть дозволяє робити повторний розпал самої електричної дуги. Але от не кожну зварювальну операцію можна виконувати з цим катодом, так як це краще підходить для, наприклад, прихватки металу або ж для створення кореневого шва.
Технічні характеристики УОНИ 13/55
 На сьогоднішній день існує величезна безліч марок електродів. Серед усіх більшою популярністю і своєю працездатністю відрізняються електроди вітчизняного виробництва УОНИ. Дана абревіатура означає - універсальна обмазка науково-дослідного інституту.
На сьогоднішній день існує величезна безліч марок електродів. Серед усіх більшою популярністю і своєю працездатністю відрізняються електроди вітчизняного виробництва УОНИ. Дана абревіатура означає - універсальна обмазка науково-дослідного інституту.
Отже, марка УОНИ призначена для того, щоб здійснювати будь-які зварювальні роботи з конструкціями з металу якісно і підтримуючи високий рівень пластичності. такі електроди можна використовувати навіть в найсуворіших кліматичних умовах, Де найчастіше твір нормальних зварювальних робіт неможливо.
УОНИ вже багато разів використовувалися при зварюванні найсерйозніших конструкцій і навіть пройшли спочатку ряд обов'язкових випробувань, довівши, що саме вони допомагають отримати такий шов при зварюванні, який і пластичний, і має необхідну ударну в'язкість.
Зупинимося ще раз докладніше на тому, які ж все-таки технічні характеристики електрода УОНІ. У нього основне покриття і це грає важливу роль. Коефіцієнтом наплавлення є 3,5 г / А год. Його витрата невеликий, так відомо, що електродв УОНИ витрачаються приблизно один на кілограм того металу, який наплавлені, тобто виходить в цифрах приблизно 1,7 кг.
Існують у таких електродів і свої переваги перед іншими. Перш за все шов виходить дуже якісним. Властивості цих швів таке, що на них не утворюються навіть кристалічні тріщини, А також в них міститься досить низький вміст вуглецю.
Найкращим варіантом при роботі з електродом є використання зварювання на короткій дузі, де використовується метод спирання. Він просто ідеально підійде навіть для тих місць, де є проблеми з енергопостачанням і воно не буває стабільним.
Технологія використання електродів УОНИ 13/55
 Відомо, що є деякі особливості в технології використання даного електрода. Так, його стрижнем є дріт зі сталі. Друга особливість полягає в тому, що виріб покривається сумішшю, до складу якого входять карбонат і фтористі з'єднання. Вони впливають на якість шва, а також на те, які домішки будуть в ньому міститися.
Відомо, що є деякі особливості в технології використання даного електрода. Так, його стрижнем є дріт зі сталі. Друга особливість полягає в тому, що виріб покривається сумішшю, до складу якого входять карбонат і фтористі з'єднання. Вони впливають на якість шва, а також на те, які домішки будуть в ньому міститися.
Під час зварювання металевих конструкцій можуть застосовуватися абсолютно різні марки електродів, в залежності від матеріалу і умов робота. Коли проводиться зварювання стали, то одними з найбільш затребуваних стають електроди УОНИ-13 55, а також інші моделі даного тип, такі як. Даний тип володіє великими перевагами, які затребувані в будівельних умовах. Адже тут можуть виникати досить великі навантаження, а так як шов завжди є найслабшим місцем, то надійність з'єднання повинна бути максимально високою. Ця марка використовується для зварювання виробів з вуглецевої і низьковуглецевої сталі. Зокрема, у наплавленого металу повинна проявлятися висока в'язкість при нанесенні механічних ударів. Сюди ж можна віднести високу пластичність, яка забезпечує цілісність шва при деформаціях основного вироби. Зварювальні електроди УОНИ-13 55 мають досить високими показниками по вищенаведеним пунктам.

Зварювальні електроди УОНИ-13 55
Присадний матеріал придатний для зварювання в будь-яких просторових положеннях. Природно, що цьому сприятиме правильно підібраний режим роботи, який підбираються для кожного діаметра. може працювати як на постійному, так і на змінному струмі, головне, щоб була зворотна полярність, так як ці електроди не призначені для роботи на прямій. Тут використовується основне покриття, в складі якого присутні фтористі з'єднання і карбонат.

Електроди для зварювання УОНИ-13 55
Через низький вміст газу електроди і можуть досягти максимально високої пластичності і підвищеної ударної в'язкості. Якість зварювання не залежить від температури проведення процесу з'єднання. Згодом на готових швах не так сильно проявляються сліди старіння, як на інших марках. не мають поздовжніх або поверхневих тріщин. Вони добре підпалюються, як в перший, так і в наступні рази. Склад покриття створює необхідні умови, щоб дуга горіла стабільно і на неї не впливали зовнішні фактори, які можуть нашкодити станом шва. Розбризкування металу відбувається тільки в мінімальних кількостях, так що практично не помітно.

Електроди марки УОНИ-13 55
Після проведення роботи шлак відділяється максимально легко, а утворюється рівномірної кіркою. Для лезшего проведення робіт слід перед використанням прожарювати присадочні матеріали при температурі близько 320 градусів Цельсія, не більше однієї години. Використовують такі електроди як професіонали, так і новачки, адже вони поєднують в собі доступну вартість і високі технічні параметри.
Галузь застосування
Область застосування тут дуже широка, так як електроди УОНИ-13 55 характеристики мають зручні практично для всіх галузей. Їх можна зустріти і в домашніх умовах, і на будівельних об'єктах. Найкраще вони підходять для з'єднання сталевих металоконструкцій, так як склад наплавленого металу максимально схожий зі звичайною сталлю. З'єднання має тривалим терміном експлуатації, що підходить для будівельної сфери. За допомогою ремонтують різні вироби, заварюють герметичні ємності, резервуари і труби. Процес проходить якісно і просто, що тільки підвищує затребуваність. У домашній сфері використання ускладнене необхідністю прожарювання, адже далеко не завжди можна досягти такої температури. В інших місцях такої проблеми не виникає.

Електроди УОНИ-13 55 для зварювання металоконструкцій
Технічні характеристики
Вибираючи електроди УОНІ-13 55 технічні характеристики ставляться на перші позиції. Звичайно ж, дані параметри залежать від складу витратного матеріалу, адже кожен елемент і його кількість вносять свої особливості в даний процес.
Якщо доводиться підбирати необхідну марку, то для фахівців головним питанням стає, які механічні показники у конкретної марки електрода. Маються на увазі характеристики металу в уже наплавленном стані, так як він може змінюватися після переплавки.
Розміри і асортимент
Цю марку не використовують для зварювання тонких деталей, так що в асортименті невідомі електроди завтовшки менше 2 мм. Тут спостерігається тенденція, що чим більше діаметр, тим довше стрижень вироби.
особливості наплавлення
Для збільшення якості з'єднання слід застосовувати правильні режими роботи і підбирати потрібну силу струму. Тут спостерігається залежність параметрів електрики від положення, в якому буде проводитися зварювання і товщини діаметра присадочного матеріалу.
| Величина діаметра, мм | положення | ||
| Нижній шов | вертикальний шов | стельовий шов | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
розшифровка
УОНИ-13 55 - марка зварювальних електродів, які призначаються для зварювання металевих виробів з вуглецевої сталі.
Виробники
- Фрунзе Електрод;
- Моноліт;
- плазма;
- Вистек;
- Bohler Fox Ev;
- Патон.
Електроди УОНИ 13 55 прекрасно підходять для процесу дугового зварювання і важливих деталей з вуглець і низьколегованих металів, зокрема, використовувані в місцях з низьким температурним режимом. Даний тип виробів здорово проявив себе при з'єднанні серйозних металоконструкцій, де необхідно, щоб зварний шов був з великим рівнем пластичності і ударопрочной в'язкості.
Для початку розберемося з назвою і з'ясуємо звідки береться назва. Розшифровка виглядає наступним чином:
- У - Універсальна;
- Про - Обмазування;
- Н - Наукового;
- І - Інституту.
- 13- №13
Тобто це вітчизняна розробка дослідницького інституту зварювання, назва і номер якого закріпилися в обозначеніі.Встречается також позначення УОНІІ- присутність додаткової літери «І» вказує Дослідницький Інститут.
До речі! У технічній документації правильним позначенням прийнято саме УОНІІ, вимоги до цього правила прописані в Гості 9466-75, а ось назва на пачці електродів може бути і УОНИ 13/55.
Технічні характеристики
Важливі параметри, що характеризують зварювальні стрижні УОНИ 13/55 можна відобразити у вигляді таблиці:
Важливим пунктом в ознайомленні є інформація по механічної міцності зварного шва і хімічним складом наплавленого металу, за якими можна судити про можливість застосування в тій чи іншій конструкції.
Ну і картина не була б повною без вказівки рекомендованих виробником режимів зварювання в залежності діаметра електродів і їх просторового положення.
особливості застосування
Основні технічні характеристики зварювальних електродів УОНИ 1355 складаються з наступних позицій:
- для зварювання даними виробами потрібно використовувати струм зворотної полярності;
- спеціальне покриття з карбонатів і фтористих утворень, за допомогою яких зварений шов практично не містить газів і інших зайвих домішок;
- для стержня використовується з низьковуглецевої сталі, що сприяє великий довговічності шва;
- в покритті відсутні різні органічні сполуки, завдяки чому у подібних електродів низький рівень схильності вологи;
- в процесі виготовлення електродів повністю виключається утворення різних нерівностей, тріщин або здуття.
Перераховані вище фактори сприяють створенню шва, який не схильний до старіння і втрати своїх властивостей при різних температурних режимах.
При здійсненні зварювання електродами, необхідно контролювати чистоту деталей, що з'єднуються, адже наявність слідів іржі або різних масел викличе появу пір, а сам саме з'єднання буде не надійним. Крім того, «розтягування» дуги також негативно впливає на якість зварного шва.
Ключовою конкурентною перевагою подібних виробів перед аналогами є те, що шов виходить з низькою концентрацією водню і більш стійкий до появи мікротріщин при процесі кристалізації. Максимально ефективний результат при проведенні дій електродами УОНИ 1355 можна отримати при здійсненні зварювання на малій дузі способом обпирання.
Згідно з нормами ГОСТ 9466-75 вага виробів в пачці не повинен перевищувати:
- 3 кг - для діаметра виробів до 2,5 мм;
- 5 кг - для діаметра в 3,0 - 4,0 мм;
- 8 кг - для діаметра понад 4,0 мм.
Процедура прокалки зварювальних електродів УОНИ 13/55
Основне завдання розжарювання електродів - зменшення концентрації вологи в обмазці.
Абсолютно кожна упаковка з електродами повинна реалізовуватися разом з сертифікатом якості та інструкцією, в якій досить докладно розписана процедура прожарювання. Відходження відданих рекомендацій може погіршити якість самих виробів, і як наслідок, якісні характеристики зварного шва.
- У ситуації, коли інструкції з різних причин не виявилося, необхідно слідувати нижчеописаних рекомендацій:
- Для забезпечення стабільного процесу горіння зварювальної дуги, І відповідно, гідного рівня шва, процедуру прожарювання необхідно проводити тільки перед використанням.
- Якщо зварювальні електроди УОНІ не були використані протягом 8 годин після прожарювання, даний процес необхідно повторити.
- Допускається прожарювати один і той же електрод не більше 3-х разів, а загальна кількість часу розжарювання не повинна перевищувати 4-х годин.
- Для здійснення правильного процесу прожарювання, електроди спочатку поміщають в спеціальні коробки, а лише потім ставлять в піч. Діапазон температури в печі повинен становити 250 - 300С.
У разі порушення хоча б однієї умови, виріб стає непридатним для роботи.
Умови зберігання
Для збереження своїх якісних характеристик, зварювальні електроди необхідно зберігати в призначених для цього приміщеннях. Постійна відносна вологість на складі не повинна перевищувати 50%, а температура повітря опускатися нижче 14 С. Дані вимоги дотримуються за допомогою установки кондиціонерів. Відповідно до Держстандарту 9466-75 термін придатності не обмежений, за умови дотримання правил зберігання.
Виробники
Технологія виготовлення та хімічний склад може незначно змінюватися, в залежності від виробника, серед яких можна виділити наступні великі компанії, що гарантують якісні матеріали:
- ESAB;
- Monolit;
- СЗБМ;
- Спецелектрод;
- Inforce.
Увага! При покупці обов'язково вимагайте сертифікат відповідності електродів вимогам нормативів, зокрема ГОСТ 9466-75, або свідоцтво про атестацію зварювальних матеріалів відповідно до РД 03-613-03. Видаються вони органом по Федеральним Агентством по Технічні Регулювання, або атестуються Національним Агентством Контролю Зварювання.




