Lazerli manba va boshqa innovatsion payvandlash texnologiyalari. Temir payvandlash
Elektron nurli payvandlash Bu elektron nurni ishlatib, bog'langan elementlarni isitish va eritish printsipiga asoslanadi. Emitentning rolida bu holatda harakat qiladi. Elektr singari zarrachalar, masalan, elektr maydoniga qarab tezlikni ko'tarishi mumkin. Bunday maydon yuqori darajali kuchlanish bilan tavsiflanadi. Elektronlar yorug'lik tezligi bilan qiyoslanishi mumkin bo'lgan juda yuqori tezliklarga tezlashadi. Natijada, ular radiatordan payvandlanadigan qismga joylashtirilgan, bu anot bo'lib xizmat qiladigan nozik nurga bog'liq.
Elektron nurli payvandlash jarayoni 4-10 mm Hg dan kam bo'lmagan qiymatga ega bo'lgan vakuumda bajarilishi mumkin. San'at. Agar bu qiymat past bo'lsa, energiyaning aksariyat qismi tashqi muhitdagi gazlarni ionlash va isitish uchun ishlatilishi kerak. Anote elektronga etib kelganida, ikkinchisi kinetik energiyani avval issiqlik shaklida beradi.
Elektron nurli payvandlash uskunalari
Elektron nurni payvandlashni o'rnatishning asosiy komponenti - qurol (payvand-elektron). Elektronni qabul qilish va tezlashtirish uchun mo'ljallangan. Bundan tashqari, u elektron nurni yig'ishga xizmat qiladi. Qurol to'g'ridan-to'g'ri vakuum xonasida joylashganki, u erda payvandlanadigan element va uning qismini harakatlantirish mexanizmi joylashtiriladi.
O'rnatishning quyidagi turlari mavjud:
- universal;
- ixtisoslashgan;
- yuqori vakuum;
- oraliq vakuum;
- xonada
Elektron nurli payvandlash doirasi
Yuqoridagi usul turli xil metallarni, ayniqsa sof, faol va refrakter manbalarni payvandlash uchun ishlatiladi. Gazlar ta'sirida sezgir metallar uchun ham qo'llaniladi. Vakuum xonalarini ta'sirchan o'lchamlarda qurishda ba'zi qiyinchiliklar mavjudligi sababli yuqorida ta'riflanganidek, kichik detallar faqat payvandlanadi.
Xuddi shunday xususiyatlar ham lazer orqali amalga oshiriladigan izchil nurli payvandlash manbaiga ega. . Yuqori darajada energiya tarkibiga ega bo'lgan yorug'lik nurlari nafaqat metallar, balki boshqa materiallarni ham quyish va kesish mumkin. Bu jarayon vakuumsiz amalga oshiriladi.
Boshqa har qanday manba turi kabi, elektron nuridir bor afzalliklari va kamchiliklari.
Afzalliklar quyidagilardan iborat:
- bu bilan metalllarni bir vaqtning o'zida payvandlash mumkin, uning qalinligi 0,1 dan 200 mm gacha;
- arqon usulidan farqli o'laroq, elektron nur 10 martadan ortiqroq energiyadan foydalanadi;
- bu usul gazlar bilan eritilgan metall kontsentratsiyasi yo'qligi bilan tavsiflanadi.
Elektr-nurni payvandlashning asosiy salbiy tomoni - vakuum yaratish zaruriyati.
Elektron-nur ta'sirining mohiyati davolash yo'nalishidagi yo'nalishli elektron nurlarining kinetik energiyasini issiqlikka aylantirishdir. Elektron nurli payvandlash (bundan keyin - ELS) taglik metall qirralarini ≥ 1 0 ... 100 kB potentsial farqli elektr maydoni tomonidan tezlashtirilgan keskin yo'naltirilgan elektron oqimi bilan eritib, amalga oshiriladi. Natijada, davolash hududida elektron nurlari yuqori quvvat zichligiga ega. Bu ko'rsatkichga ko'ra, elektron nurlari an'anaviy issiqlik manbalarini (elektr) sezilarli darajada oshiradi va faqat lazerdan keyin ikkinchi o'rinda turadi (1-jadval). Resurs metalllari, termoyadroviy payvandlashning boshqa usullari singari, quyma tuzilishga ega.
Etarli darajada yuqori energiya bilan ishlaydigan elektronlar muayyan chuqurlikda ishlov beriladigan materialga o'tishi mumkin. Elektromagnit energiyani yo'qotish orqali o'tadigan maksimal chuqurlik, ishlov berilayotgan materialning tezlashtiruvchi kuchlanishiga va zichligiga bog'liq bo'lib, unga bog'liqlik bilan ifodalanishi mumkin δ = 2.35 10 -12 U 2 / r, qaerda? δ - kiruvchi chuqurlik, sm; U - tezlashtiruvchi voltaj, B; r - ishlov berilgan materialning zichligi, g / sm 3. Shunday qilib, U = 60kV da 7,8 g / sm3 zichlikdagi po'lat uchun δ ≈ 12 mikron. Natijada, elektron nurining energiyasi nozik sirt qatlami ichida issiqlikka aylanadi. Elektron nurlarining qayta ishlanadigan material bilan o'zaro ta'siri payvandlash mashinalarining dizayni va qurilishiga ta'sir qiladigan bir qator xarakterga sabab bo'ladi. Termal va rentgen nurlari aks ettirilgan, ikkilamchi va termal elektronlar elektron nurlarining samarali energiya qismini isitish va payvandlanadigan metallni eritish uchun biroz kamaytiradi. Elektron nurli payvandlashda samarali samaradorlik qiymati 0,85 ... 0,95 ni tashkil etadi. Shunday qilib, elektron nurlari termoyadroviy payvandlash uchun ishlatiladigan boshqa manbali energiya manbalari bilan taqqoslanadi, eng yuqori darajada.
Nisbatan kam energiya zichligi (1 10 5 Vt / sm 2 ga teng) elektron nuriga ta'sirlanganda, elektron nurli payvandlash jarayoni an'anaviy elektr boshq manbai. Penetratsiya asosan chuqurlikda va kesmada yarim shakldagi shaklga yaqin bo'ladi. Bunday jarayonlar kichik qalinligini payvandlash uchun qo'llaniladi (3 mm gacha).
1-jadval. Issiqlik punktidagi quvvat zichligi payvandlash manbalari harorat.
Katta kalinlikta metallni bir martalik payvandlash uchun kichik kalinlikda payvandlashdan o'tish q * 2 = 10,5 ... 10 6 Vt / sm 2 ga teng bo'lgan juda muhim kuch zichligi q * 2 ga erishish bilan amalga oshiriladi. Bunday holda, elektron nurining samarali kuchi issiqlik o'tkazuvchanligi bilan metallga yo'naltirilmaydi va isitish sirtining termal muvozanati metall bug'lanadi.
Shakl. 1. Tipik tasavvur shakli payvand choki elektroshunoslar tomonidan ishlab chiqarilgan metallda: H, B, A chuqurligi, kengligi va mustahkamligi; B, - O, 368H darajasida payvand choki kengligi; bu erda e tabiiy logaritma asosini tashkil etuvchi H / e darajasida.
Elektron nurlari energiyasining zichligi 10,5 ... 10 7 Vt / sm 2 ga teng bo'lsa, uning ta'siri zonasida metallning sezilarli bug'lanishi rivojlanadi, vannalar sirtining intensiv ravishda egiladilar va suyuq metalda bug '-dinamik kanal vannaning chuqurligiga bo'ladi. Ushbu kanalning shakllanishi asosan qisman bug'langan metallning bosim bosimiga bog'liq. Nurning energiya zichligi qanchalik ko'p bo'lsa, manba hovuzining sirtining isishi kuchayadi va elektron nurlarining energiyasini yanada samarali ravishda manbaga qo'yilgan butun qalinligi orqali uzatiladi. Ushbu turdagi energiya zichligi elektron poroshchasining ta'siri "xanjar" ning fenomeni yoki chuqur penetratsiya, 10: 1 va undan ko'p guruxgacha kirib borishi bilan ajralib turadi (1-rasm). Shamolda energiyaning yuqori konsentratsiyasi 200-300 mm gacha bo'lgan masofaga birdaniga metallni payvandlab, kichik va issiqlik bilan ta'sirlangan zonalar bilan tor va chuqur elektron nurli payvandlashning yuqori tezlikda olish imkonini beradi. Qoraqolli kesma kesishishi minimal burchak deformatsiyalarini ta'minlovchi zaif ko'tarilgan yoki parallel yon devorlarga ega.
Q 2\u003e q * 2 ga kirib, elektron nurli payvandlash jarayonida penetratsiya kanalining shakllanishining asosiy xususiyati bu jarayonning tabiatda o'z-o'zidan titraydigan bo'lishidir. Bir payvand shakllanishi vaqtida ikki turdagi periyodik jarayon kuzatiladi: elektron nurlarining metalga chuqurlashuvi (birliklar va o'nlab kilohertz chastotalari bilan) va old devorning periyodik "planirovkasi" natijasida choklangan havzadagi suyuq metalning tebranishi natijasi sifatida davriy bug'lanish (taxminan 1 ... 100 Hz).
Elektron nurli payvandlash asosan yuqori vakuumda (10 -2 ... 10 -3 Pa), kamroq bosim diapazonida 1 ... 10 -1 Pa. Yuqori vakuum elektron paychalarining samarali hosil bo'lishi va uni manba qilingan mahsulotga to'sqinliksiz o'tish (elektronlar bilan qoldiq havo molekulalari bilan to'qnashuvining yo'qligi sababli) va zararli moddalarni (vodorod, kislorod, azot) o'z ichiga olgan kimyoviy inert muhitni yaratish uchun ishlatiladi. Atmosferada bosimning eng yuqori darajasining argoniga nisbatan 100 marta kichikdir. Bu esa payvandlashda va ularning kimyoviy jihatdan faol qotishmalarida, masalan, zirkonyum, molibden, niobiyum va hk.
Payvandlash kamerasidagi bosim 1 ... 10 Pa gacha ko'tarilganda, elektron shamolning shamol maydonida mahsulotga tarqalishi seziladi, bu esa elektron nurli payvandlash vaqtida radiusning mumkin bo'lgan uzunligini cheklaydi. Bevosita bo'lmagan ale'li shamlardan sochish juda katta, shuning uchun qurol-yaroqning ish masofasiga\u003e 10 ... 30 mm bo'lishi mumkin emas.
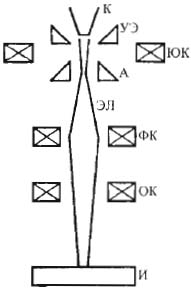
Pic 2. Tipik elektron nurli qurol: K - katot; UE - nazorat elektrod; Buyuk Britaniya - rulmanlarni sozlash; Va - anote; QO'RI - elektron nur; FC - markazlashtiruvchi lasan; Strelka; Va - payvandlangan mahsulot.
Asosan nosimmetrik konusli, kamdan-silindrli elektron nurlari payvandlashda keng qo'llaniladi. Kichkina oqsoqollar o'lchamli kuchli elektron nurlarining shakllanishi yuqori kuchlanishli quvvat manbai va nazorat qilish tizimlari bilan payvandlash elektron tabancasi tomonidan amalga oshiriladi. Elektron nurini olish sxemasi shakl 6da ko'rsatilgan. 2
Sanoat qo'llanilishi.
Elektron nurli payvandlash mahsulotlarni refrakter va kimyoviy jihatdan faol va metall (qotishmalar) dan birlashtirishning eng umid beruvchi usuli hisoblanadi; issiqlik bilan ishlov berish istalmagan, qiyin yoki imkonsiz bo'lsa, issiqlik bilan sertleşen materiallardan mahsulotlar; eng kam manba deformatsiyalarini ta'minlash uchun oxirgi ishlov berishdan keyin mahsulot; mas'uliyatli maqsadga ega qalin va qalin devorli tuzilmalar qatori.
Kosmik sanoati sohasida dunyodagi elektron nurni payvandlashning eng keng qo'llaniladigan sanoat dasturidan; atom energiyasi; energetika; maqbara binosi; elektrovakum, asbob va relay ishlab chiqarish; avtomobilsozlik sanoati va boshqalar.
Elektron nurli payvandlash usuli.
Ko'pgina tajribalar ko'rsatilgandek, elektron nurni payvandlash muvaffaqiyatli tarzda amalga oshirilishi mumkin (va amaliyotda keng qo'llaniladi) quyi holatda, yon tomonda, ko'tarilishda. Pastki holatdagi payvandlash (masalan, vertikal elektron nur) qoplamasidek, astar kabi va 40 mm qalinli, alyuminiy va titanium qotishmalari 80 mm gacha qalinlikdagi po'latlarni kiritish uchun xizmat qiladi. Yon tarafdagi va ko'tarilishda payvandlash har qanday qalinlikdagi metalllar uchun gorizontal elektron nurlari orqali amalga oshiriladi. Suyuq metallni manba pallasidan tashqariga chiqmasligi uchun chegara paneli o'rnatiladi.
Parchalarning birlashtirilgan sirtlari hamda elektron paychalarining payvandlash qismidagi qismlari qanday asosda payvandlashda vakuum va o'ziga xos issiqlik manbai (ya'ni, zaryadlangan zarrachalarning tor oqimi) bilan bog'liq bo'lgan bir qator xususiyatlarga ega bo'lishini tayyorlash.
Payvand choklarining yuqori sifatini ta'minlash uchun tashqi va ichki (ehtiyot qismlarga) yuzalar yuzasidan ≥100 va ≥ 20 mm masofani tashkil etuvchi payvand choklari bilan, payvandlashda payvandlash uchun, qalin va ingichka metalllar konservantlar, axloqsizlik, zang va oksidli plyonkalar. Dastlabki tozalash mexanik ravishda amalga oshiriladi va oxirgi tozalovchi materialning metalliga va sirtning pürüzlülüğü turli jismoniy va kimyoviy usullar bilan temizlenir. Payvandlashdan oldin to'g'ridan to'g'ri payvandlanadigan qismlarning tashqi yuzasi va birlashtirilgan sirtlarda (bo'g'indagi bo'shliq orqali imkon qadar) kam quvvatli skanerlash elektron nurlari bilan tozalanishi mumkin. Bunday holatda, shamchani tozalash uchun sirtni biroz eritishi kerak, qo'shma bo'shliqni to'ldirmasligi kerak. Tozalash uchun bitta yoki ikkita o'tishni amalga oshiring.
Yagona o'tkazgich elektron po'lat payvandi payvand chokini kesib olishni talab qilmaydi. Shu bilan birga qo'shma bo'shliqning kengligi uchun ma'lum talablar mavjud. Metalllarga ruxsat etilgan bo'shliq kengligi c δ ≤20 ... 30 mm 0,1 qo'shimcha moddasi bo'lmagan payvandlashda. . 0,2 mm, v δ \u003e 30 mm 0,3 mm ga teng. Mahsulotning qabul qilinadigan deformatsiyasiga bo'lgan talablari qanchalik yomon bo'lsa, u holda bu bo'shliqning minimal kengligi bo'yicha yuqori talablar qo'yiladi.
Elektrni payvandlash usuli bilan birlashtiriladigan qismlarning qirralarini faqat zarur hollarda payvandlash sifatini yaxshilash va bo'g'inlar uchun avtomatik kuzatuv tizimlarining ishonchli ishlashini ta'minlash uchun ishlatiladi.
Maxsus nuqsonlar payvandlash elektron nurlari payvandlash paytida.
Elektromagnit nurlanish manbalaridan payvandlash jarayonida gidrodinamik, issiqlik va deformatsiya jarayonlarining xususiyatlari, bo'g'imlarning ishlash ko'rsatkichlarini pasaytiradigan o'ziga xos kamchiliklarning shakllanishiga olib keladi.
Shakl. 3. Elektron payvandini payvandlash paytida kanal harakati diagrammasi: a - kanal suyuqlikdan ozod; b - suyuq metall to'lqinining vannaning quyruq qismidan aks etishi; kanal ichida o'chirish.
Paradinamik kanalning pastki qismidagi davriy suv toshqini natijasida, ayniqsa, payvandning ildiz qismida, yuqori kristalizatsiya tezligi va kichik o'lchamdagi quyma zonada suvning suyuqligi yo'qligi sababli, to'qimaning chegarasi pastki qismining arra tishining shakli, payvandning paydo bo'lishi va payvandlash teshiklari hosil bo'lishi bilan tengsiz kirish kuzatiladi.
Dikişin ildizi odatda bir boshoqli tuzilishga ega. Dengiz ildizining har bir tepasi tikuv yuzasining o'lchagichiga to'g'ri keladi, ya'ni. EBWda payvandlash uchun qatlamli struktura odatda xarakterlidir.
Ildiz defektlarini oldini olish uchun kanalning etarlicha pastki qismi va yaxlitlanishi bilan paradinamik kanalni yaratish kerak. Kanalning shakli o'zgarishi, masalan, dumaloq nurni skanerlash orqali payvandlash zonasida elektron nurlarining energiya zichligi taqsimotining shakli o'zgarishi bilan amalga oshiriladi. Dikişin ildizining kengayishi, qoldiq yoki indikatsiyalangan magnit maydonlarining paydo bo'lishi sababli payvandlanadigan qismlarning bir-biriga ulanishi xavfini kamaytiradi.
Dengizning markazida barcha balandlikda, teskari o'stiradigan kristalitlarning kontsentratsiyali kristallitlari tarkibidagi oddiy issiqlik cho'mgichi va past erituvchi qo'shilishlarning kontsentratsiyasiga qarab, uzunlamasına tuzilmalar paydo bo'lishida past kuchlanish zonasi paydo bo'lishi mumkin. Ba'zan ular o'rta chiziqlardagi yoriqlar deb ataladi. Ularning balandligi odatda 2 ... 15 mm va kengligi 0,1 ... 0,3 mm. Bundan tashqari, katta kalinliklarda payvandlashda qo'shilishning yuqori qat'iyligini hisobga olish kerak.
Manba tezligi pasayganda (q 2 = konstda) kanal chuqurligi oshadi. Kanal chiqishida kanal suyuq metall bilan qulashi mumkin va bo'shliq paydo bo'lishi mumkin (3-rasm).
EBW ning o'ziga xos kamchiliklari, shuningdek, kirishning magnitlanishi bilan nurlanishni bartaraf etish natijasida birlashma liniyasidan penetratsiya kanalining sapmalarini ham o'z ichiga olishi kerak. Ushbu nuqsonni bartaraf etish uchun payvandlangan mahsulotni oldingi demagnetizatsiyasi amalga oshiriladi.
Bu erda aytilgan narsalardan kelib chiqqan holda, EBWdagi payvandlarning geometriyasi va sifati boshq manbalaridan foydalanish usullariga qaraganda ancha kuchliroqdir.
Resurs texnologiyasi.
Dengiz sifatini yaxshilash va EBW jarayonining samaradorligini oshirish uchun ko'plab texnologik usullar ishlab chiqilgan va qo'llanilgan. Ularning eng ko'p o'qigan va tasdiqlanganlari quyidagilardan iborat: majburiy to'laqonli dori tiklanishi; shamolni tozalash va tushirish; nur oqimining modulyatsiyasi; plomba materialini topshirish; pedlarni ishlatish; joy o'zgartirildi va "split" nurli payvandlash; tishlash va oldindan yopishadi. Etarli darajada o'rganilgan va yaxshi asoslangan usullar, ammo keng qo'llanilmaydigan, tandem va tor payvandlash. Eng ilg'or usullarni ko'rib chiqing.
Resursli birikmaning to'liq ochilishi - ildiz nuqsonlarini bartaraf etish, burchak deformatsiyalarini kamaytirish, po'stloq metallining metalllashtirilgan degasatsiyasi sharoitlari tufayli qobiq hosil bo'lish ehtimligini kamaytirish va teshiklarni kamaytirishning eng ishonchli va eng oddiy usuli. Pastki holatda payvandlashda bu usul metall bilan birga ishlatiladi δ < 40 мм, а пpи сварке горизонтальным электронным пучком c δ ≤ 400 mm. Ikkinchidan, suyuq metallning manba hovuzidan oqib chiqmasligini oldini olish uchun qo'shma qismning pastki chetida bir chegara paneli o'rnatiladi.
Elektron nurini skanerlash. Bunday nurni tozalash juda keng qo'llaniladi: X-shaklli, uzunlamasına, oqsoqollar, aylanma yo'llarda, ellips, boshq va boshqalar. diametri 1 ... 2 kHz gacha bo'lgan chastota diapazonining amplitudasi bilan belgilanadi.
Tozalashning ta'siri elektron nurlarining energiya zichligini taqsimlash davrida bir vaqtning o'zida va o'rtacha o'zgarishida namoyon bo'ladi. Resurs havuzining tuzilishi va gidrodinamik jarayonlarning tabiati mos ravishda o'zgaradi. Shuning uchun qattiq og'riyotgan shakllantirish barqarorligiga ulamoq hovuz CHTO qulay kuchga diametri va povycit kanalni qo'l ostiga qarshilik kengaytirish udaetcya katta qalinligi payvandlash erda tafovutlar metall: eritilgan metall pog'ona kamaytiradi Vanna tafovutlar gorizontal nur payvandlash chiqib oqib Melt oldini oladi. Dikişin shaklini o'zgartirib, yorilish tendentsiyasi, kengaygan bo'shliqlar va ildiz nuqsonlari kamayadi.
Tiltli elektron nurni payvandlash. Qalin metalllarni payvandlashda elektron nurni mahsulot bo'ylab harakatlanish yo'nalishi bo'yicha doimiy ravishda burish tavsiya etiladi. Shu bilan birga, quyi holatdagi payvandlash jarayonida eritilgan metallning degasatsiyasi holatini yaxshilash va yuqorida payvandlash paytida hammom chuqurligidan metall suyuqlikning qolipini ta'minlash uchun S-shaklidagi kristalizatsiya oldidan oldini olish mumkin. Ikkinchidan, eritish kristalizatsiyasi deyarli bir xil sharoitda manba hovuzining butun chuqurligida hosil bo'ladi. Tajribali ravishda shamolni burish burchagi 5 ... 7 ° bo'lishi kerak. Bu usul keskinliklar va bo'shliqlar sonini kamaytirishga imkon beradi.
Elektron nuri oqimi modulyatsiyasi. Odatdagi (1 mm gacha) materiallarni payvand qilish paytida issiqlik kiritishini kamaytirish hamda spot payvandlashni amalga oshirish uchun odatda 1 ... 100 Hz chastotali elektron nurlari oqimining pulsli modulyatsiyasi qo'llaniladi. To'g'ridan-to'g'ri payvandlash paytida payvand chastotasi va payvandlash tezligi tanlanadi, bunda eritilgan eritmalar bir-birining ustiga yopishadi. Nurni modulyatsiyasi choklarning paydo bo'lishini oldini olish, yupqa devorli kichik qismlarni payvandlash imkoniyatini ta'minlash uchun ishlatiladi.
O'rta va katta qalinlikdagi metalllarni payvandlashda nurlanish oqimining modulyatsiyasini qo'llashga ko'plab urinishlar topilmadi keng qo'llanilishi metallning kuchli chayqalishi sababli, tikuvning har ikki tomonida katta keskinliklar mavjud.
Elektron nurli payvandlash qo'shimcha moddasi bilan. Ushbu texnik ba'zan payvandlashda ishlatiladigan elementlarning kerakli kontsentratsiyasini qayta tiklash uchun, va keng tarqalgan bo'lib, qo'shma katta bo'shliqlar bilan va payvandning nuqsonlarini to'g'rilash uchun ishlatiladi.
Payvandlash jarayonida uzluksiz ovqatlanish uchun oltin materialning sifati po'latlar, bantlar, qattiq yoki taqsimlangan tel, pellet va chang ishlatadi. Eng katta sanoat dasturida diametri 0.8 ... 1.6 mm bo'lgan, ayniqsa tikuvlarni ta'mirlash uchun to'lg'azish kabelini payvandlash bilan payvandlash aniqlandi. Odatda sim elektron porosinining orqa qismidagi payvandlash banyosiga uzunligi 15 dan 450 gacha bo'lgan burchakka kiritiladi. Bu holda, besleme tartibi tananing suyuq metallida eritilib, ba'zilari bevosita elektron nurlari bilan eritiladi.
To'siqning o'zgaruvchan bo'shlig'i bilan, ozuqa va plomba moddasining tezligini avtomatik boshqarish uchun tizimlardan foydalanish taklif etildi. Bunday tizim tomonidan "kuzatilgan" parametr yoki bo'shliqning kengligi, yoki mustahkamlash tikuvining kengligi yoki balandligi.
Odatda payvandlash metallini qotish uchun mo'ljallangan lenta, granulalar yoki chang shaklida o'tuvchi o'tuvchi boshqa materiallarning nozik bir qatlami qismlarning birlashtirilgan sirtlari orasiga joylashtiriladi. O'tish materialining qatlami shuningdek püskürtme, çökelme yoki sirt ustiga sirt qoplama bilan ham amalga oshirilishi mumkin. Kiritish materialining qatlamining qoldig'i elektron shaklidagi diametrga teng bo'lishi kerak va u 10 mmga etishi mumkin. Ushbu turdagi texnologiya payvandlash metallining eng qotirilishini ta'minlaydi.
Alyuminiy qoplamaga payvandlashda, astardagi ildiz kamchiliklarini bartaraf qilish bir vaqtning o'zida ta'minlanadi. To'g'ridan-to'g'ri dopingni suyuq metallni vanna chuqurligidan yuzasiga siqib chiqarish natijasida erishiladi. Astarning qalinligi tikuv chuqurligining ≥20 ... 25% bo'lishi kerak.
Agar qotishma pad yordamida payvandlash ham mumkin. Qalinligi tikuvni mustahkamlash balandligidan oshmasligi kerak. Texnikaning ushbu modifikatsiyasini bajarish doirasi, elektron shamchirining joylashuvini nazorat qilishning yo'qligi yoki qiyinlishuvi bilan chegaralanadi.
Dispersli payvandlash. Resurs havzasidagi gaz va bug'larning chiqindilarini yaxshilash va undagi gidrodinamik hodisalarning zichligini kamaytirish, shuningdek qoplamani olishning murakkabligini kamaytirish uchun, quyqa holatda qalinligi ≥40 mm qalinligi bilan granulalarni joylashtirish yoki chopish tavsiya etiladi. Strukturaviy tarzda, bunday astar teshiklari, yopiq va metallli teshiklari bo'lgan metall quti shaklida amalga oshiriladi. Ushbu quti tarqalgan material bilan to'ldirilgan. pishirish hammom bilan plomba astarigacha etib borishi uchun tanlanadi. Bu holda, payvand zonasi gazlari va bug'lari to'ldiruvchi zarrachalar va qutilar devorlarining teshiklari oralig'ida chiqariladi.
Elektromagnit nurlanishning doimiy oqimi bilan payvandlash. Payvandlash jarayonida, shuningdek turli metallar bilan payvandlashda - lehimlashda elektron porlash qo'shni simmetriya tekisligiga nisbatan ko'proq refrakter metalga qarab siljiydi. Ofsetning kattaligi yoki hisoblash yoki eksperimental tarzda belgilanadi.
Nurning ofseti, ba'zi hollarda, uning uzunlamasdan (qo'shma) magnit maydonida lateral burilishni bartaraf etish uchun ishlatiladi, ba'zida turli xil metallar va qotishmalarning payvandlashda paydo bo'ladi.
Split nurli payvandlash. Qurolning elektromagnit moslamasi tizimida to'rtburchaklar shakli pulsli oqim (elektron polaritik o'zgarishi bilan) orqali elektron nurlarining sapmalarini qo'llash orqali ikki yoki undan ko'p yaqindagina joylashtirilgan bo'g'inlar alohida nuqtalar yoki doimiy tikuvlar bilan payvandlanishi mumkin. to'liq eritish poverhnocti mahsulot sharoitlari - tikuv manba davrda kanal asosida kolebany vybiraetcya nur manba hammom, bir vaqt umklapp nur mezhdu bo'g'imlardagi parodinamicheskogo barqarorlik sharoitlar mavjud. Shu sababdan bu oqi va bu burchakning nosimmetriya tekisligining bu o'qida mos kelmasligi mavjud, bu usul faqat kichik qalinligli metalllarni payvandlash uchun javob beradi.
Mitts ELS ferromagnit materiallar bilan ushbu maqsadlar uchun foydalanish kabi elektron nurni o'tkazish maqsadga muvofiq boshq usullari payvandlash magnitlanishi ko'rinishiga olib keladi. Tarmoqli va issiqlikka chidamli materiallarni ishlating.
Qopqoqlarning uzunligi nurni joylashtirish tizimining ishlashini va qo'shma kuzatuvni ta'minlashi kerak. Shuning uchun, tacking odatda uzunligi ≤ 2 0 ... 30 mm.
O'rtadan tortib to qirralariga birikmalar bo'ylab kavislarni qo'llash tartibi. Qoplamalar soni payvandlanadigan qismlarning dizayni bilan belgilanadi.
To'qimalarining butun chuqurligi bo'yicha qoplamlarni bajarishda, masalan, cho'zilgan yopiq bo'g'inlarni payvandlashda termal deformatsiyalar tufayli mikro-chig'anoqlarning paydo bo'lishining oldini olish uchun sekulyar payvandlash amalga oshiriladi. Dengiz alohida bo'limlar orqali amalga oshiriladi va shunday ketma-ketlikda har bir keyingi bo'lim oldingi holatdan imkon qadar orqada qoladi. Alohida bo'limlarni payvandlash orasidagi pauzaga dosh berish kerak.
Elektron nurli payvandlash - Elektr manbalaridan hosil bo'lgan elektron nurida elektronlar kinetik energiyasi bo'lgan energiya manbai.
Aerokosmosda, aviatsiya sanoatida, asbob-uskuna va hokazolarda issiqlikka chidamli, yuqori darajada faol metallarni payvandlashda ishlatiladi. Elektromagnit nurli payvandlash, agar kerak bo'lsa, katta metall konstruktsiyalar uchun metallning chuqur kirib borishi bilan yuqori sifatli payvandlash uchun ishlatiladi.
Tarix
1958 yilda Moskva energetika institutida elektron nurni payvandlash uchun dastlabki o'rnatish tashkil etildi. Hozirgi vaqtda ELU-27, ELSTU-60, MEBW-60 va boshqalar mavjud.
Essence
Elektron nurli payvandlash vakuum kameralarida elektron nurlari bilan amalga oshiriladi. Palatalarning o'lchamlari payvandlanadigan qismlarning o'lchamiga va 0,1 dan bir necha yuz kub metrgacha bo'lgan masofaga bog'liq.
Elektron nurli payvandlash paytida metallni eritib olish va elektron kiruvchi quroldagi elektron oqimining bosimi, qattiq metal tarkibidagi issiqlikning chiqishi, bug'lanadigan metallning reaktiv bosimi, ikkilamchi va termal elektronlar va radiatsiya natijasida metallning erishi.
Payvandlash doimiy yoki impulsli elektron nurlari bilan amalga oshiriladi. Yuqori energiyali zichlikli va 100-500 Gts chastotali impuls nurlari alyuminiy, magniy kabi uchuvchi metalllarni payvandlashda ishlatiladi. Bu metallning chuqurligi oshib boradi. Pulsli nurlardan foydalanish nozik metall plitalarni payvandlab beradi.
Elektron nurini hosil qiluvchi xonada havo 1-10 Pa bosimiga qadar pompalanadi. Bu eritilgan metallni havo gazidan yuqori himoya qilishga olib keladi.
Elektron nurli payvandlash texnikasi
Elektr chiroqlarini payvandlashda payvandlash sifatini yaxshilash uchun quyidagi usullar qo'llaniladi:
- temir burchakni payvandlash (5-7 ° gacha) metaldagi bo'shliqlar va uzilishlarni kamaytirish uchun;
- payvandlash metallini qotish uchun qo'shimchalar bilan payvandlash;
- metalldan bug'lar va gazlarning hosil bo'lishini yaxshilash uchun tarqalgan astar ustiga payvandlash;
- tor osti payvandlash;
- ikki elektronli qurol bilan payvandlash, bir qurol metallga kiradi va ikkinchisi esa kanalning ildizini tashkil qiladi;
- payvandlangan metallarning qirralarini tozalash va degassatsiyalash uchun dastlabki o'tish;
- bir vaqtning o'zida yoki ketma-ket ravishda ikki tomonlama payvandlash;
- elektron nurini skanerlash: uzunlamasına, oqsoqollar, X shaklida, dumaloq, ellips, boshq va hk .;
- ikki yoki undan ortiq bo'g'inlarni bir vaqtning o'zida payvand qilish uchun nurni bo'linish;
- 1-100 Gz chastotali oqim modulyatsiyasi chastotasi. payvanddagi issiqlik ta'minotini nazorat qilish.
Lazerli manba va boshqa zamonaviy payvandlash texnologiyasi standart texnologik jarayonlarni tubdan o'zgartirib, turli xil birliklarning butunlay yangi dizayni yaratish imkoniyatini beradi. Yuqori texnologiyali asrda ishlatiladigan eng yangi manba turlarini ko'rib chiqing.
1 Lazerli manba - jarayonning mohiyati va uning afzalliklari
Lazer nurlari bilan materiallarni birlashtirishda turli lazerli agregatlar qo'llaniladi:
- gaz;
- qattiq hol;
- yarim Supero'tkazuvchilar.
Jarayonning o'zi, quanta energiyasiga payvandlangan mahsulotlarga yo'naltirilganligi sababli, bu energiyani o'zlashtiradi, bu esa issiqlikning shakllanishiga bog'liq qismlarning sirt harorati oshishiga olib keladi.
Lazer tizimlari kvant energiyasini yuzaning ma'lum bir qismiga joylashtirishga qodir, buning natijasida preformning kichik qismi kuchli isitishga duchor bo'ladi.
Lazerli payvandlash siz uchun juda katta o'lchamdagi inshootlarni ulash imkonini beradi, chunki u vakuumni talab qilmaydi. Bundan tashqari, lazer nurlaridan foydalanish quyidagi muhim afzalliklarga ega:
- payvandlash jarayonida boshqa manba usullari bilan juda zaif bo'lgan (masalan, ommaviy payvandlash manbalari, misol uchun, lazer sifat ko'rsatkichlari bilan taqqoslana olmaydigan) juda ko'p manbalar bilan ishlangan materiallardan unumdorlik sifatiga erishish;
- lazerning yuqori darajada sovutish va isitishni ta'minlaydiganligi sababli, qayta ishlangan yuzada sovuq va issiq yoriqlar yo'qligi (bu holda issiqlik ta'sir qiladigan qismning jiddiy termik ta'siri bor);
- optik oyna komplekslari yordamida lazer nurlarini qulay sozlash va nazorat qilish strukturaning eng qiyin joylariga termal ta'sirlarni to'g'ridan to'g'ri yo'naltirish imkonini beradi, ya'ni payvandlash deyarli har qanday joyda amalga oshirilishi mumkin;
- lazer nurlari qo'shilishning barqaror shakllanishiga kafolat beradi, chunki uning xususiyatlari magnit maydonlardan ta'sirlanmaydi, chunki ko'rsatilgan vaqt davomida payvandlash elektr arqon yoki elektron nurlarining yordamida.
Shuni ham ta'kidlash joizki, lazer uskunasini ishlatadigan mahsulotlarni payvandlash tuzilmalar deformatsiyasining minimal darajasini, olingan aralashmalarning noyob quvvatini (texnologik) ta'minlaydi.

Amaldagi standart gaz lazeri juda oddiy bir birlik. U gaz pompalanadigan quvur shaklida ishlab chiqariladi. Bu quvur har ikki tomonning parallel nometalllari bilan chegaralangan (bir tomondan yarim shaffof oyna, boshqasida esa - to'liq shaffof). Elektrotlar tasvirlangan qurilishga kiritiladi, ular orasida "tezkor elektronlar" shakllanadi. Ular engil kvant hosil qiluvchi gaz molekulalarini ekspluatatsiya qiladilar, ularning normal holatiga qaytishadi. Gaz turi lazerli tizimlar doimo ishlaydi.
Add - lazer texnologiyasi ikki yo'l bilan amalga oshirilishi mumkin:
- gazdan himoyalangan payvandlash;
- havoda payvandlash.
Ushbu texnologiyalarning birinchisi payvandlash uchun ilgari hisoblanmagan turli metallarni ulash imkonini beradi (refrakter guruhlari va boshqalar).
2 Elektromagnit nurlanish manbai - ortiqcha va kamchiliklar.
Texnologiyaning mohiyati yuqori tezlikli vakuumda harakat qiluvchi (kinetik) elektron nurining energiyasini ekspluatatsiya qilishdan iborat. Elektron nurli payvandlashning afzalliklari quyidagilardan iborat:

- Kichik miqdorda issiqlik kiritish (nisbatan 4-5 martadan kam). Bu payvandlangan qismning deformatsiyalari darajasini (va juda sezilarli darajada) kamaytiradi.
- Tuzilishga issiqlik kiritishining kontsentratsiyasi juda yuqori darajada. Bu holda nurlanish materialning chuqurligiga kiradi va uning yuzasiga ta'sir qilmaydi. Buning sababi shundaki, elektro-nur texnologiyasi keramikalarga, eritilib boruvchi metallar (misol uchun, tantal va volfram) ishlab chiqarilgan mahsulotlarga qo'shilish uchun ishlatiladi.
- Issiq va eritilgan metallning gaz bilan to'yinganligi yo'q, bu molibden, zirkonyum, niyobiy va boshqa kimyoviy faol qotishmalarning sifatli payvandlash sifatini ta'minlaydi va qotishmalar va metallarning kimyoviy o'zaro ta'sirida nazarda tutiladi.

Ta'riflangan texnologiyalarning kamchiliklari quyidagilardan iborat:
- payvandlash apparati vakuumining ish kamerasida shakllanish uchun ko'proq vaqt zarur;
- yuqori darajada issiqlik o'tkazuvchanligi yuqori bo'lgan va bo'shliqlar bo'lmagan (ular, odatda, tikaning ildizida hosil bo'lgan) materiallarda paydo bo'lish ehtimoli yuqori.
3 Termit payvandlash jarayonining xususiyatlari
Ushbu texnologiya yordamida metall termitlar deb ataladigan maxsus birikma bilan isitiladi. Komponentlari quyidagilardir:
- temir oksidi;
- magnezium yoki alyuminiyni chang shaklida ishlab chiqaradi.
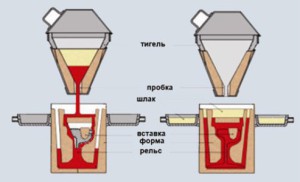
Kabellar, telegraf va telefon simlarini payvandlash uchun magniyga asoslangan aralash tavsiya etiladi. Kichik diametrli quvur mahsulotlarini ulash uchun ham foydalanish mumkin. Ammo alyuminiy komponentli termit tez-tez quyma temir manba uchun ishlatiladi va temir tuzilmalar, xususan, quvurlar, temir yo'l relslari.

Ushbu payvandlash jarayoni kamaytiruvchi vositalar va ekzotermik metall oksidlari aralashmalari o'z-o'zini taqsimlash tamoyiliga muvofiq yondirishga asoslangan. Asosiy afzalliklari:
- yuqori ishlash;
- qulaylik;
- jarayonning samaradorligi.
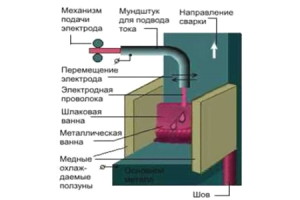
4 Elektr chiroqli payvandlash va uning elektrodlari
Materialning erish nuqtasini qizdirish uchun cüruf hammomining issiqligidan foydalanishni o'z ichiga oladi. Hammom elektr isitish uchun zarur haroratni oladi. Amaldagi elektrotlar turiga qarab, bu texnologiya eritadigan pufak va plastinkaga o'xshash yoki payvandlash paychalarining yordamida amalga oshirilishi mumkin.
Elektrodlar soniga ko'ra elektrodlagani payvandlash quyidagilarga bo'linadi:
- multielektrode;
- yagona elektrod;
- ikki elektrod.

Ko'pincha, tavsiflangan metall birikma turi qalinligi 60 va 1,5 millimetrdan kam bo'lmagan mahsulotlarni payvandlash uchun ishlatiladi.
5 portlash manbai - istiqbolli yangilik.
Juda yaqinda paydo bo'lgan va mutaxassislar tomonidan payvandlashni amalga oshirishning eng umid beruvchi variantlaridan biri sifatida tan olingan texnologiya. Portlaydigan payvandlash - bu maxsus birikmaning portlashi natijasida chiqarilgan energiya ta'sirida metalllarni birlashtiruvchi usul.
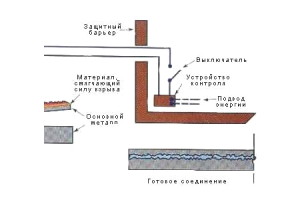
Bunday manba jarayoni, odatda, portlovchi maxsus xonalarda yoki sanoat va turar-joylardan uzoqda bo'lgan er osti va ochiq sinov uchastkalarida amalga oshiriladi. Bu kabi ehtiyot choralari muhim ahamiyatga ega, chunki portlash zararli parchalar tarqalishini aniqlaydi, zilzilabardoshlik buzilishi ehtimoli bor (agar portlovchi aloqa yuki etarlicha katta bo'lsa), odatda har qanday struktura yoki inson salomatligiga zarar etkazadigan shok to'lqinlari mavjud.

Parchalash payvandlash ishlari nazariy jihatdan hozirgi vaqtda ma'lum bo'lgan barcha metallarni ulash imkonini beradi. Shu bilan birga, payvandlangan mahsulotlarning juda issiq bo'lishini hisobga olsak, bu intermetalik fazalarning paydo bo'lishiga va qo'shma zonada juda faol difüzyon hodisalarining paydo bo'lishiga olib keladi.
Yuqori texnologiyali asrimizda yuqori erish, issiqlikka chidamli, korroziyaga qarshi va radiatsiyaga chidamli materiallar tez-tez uchraydi, buning uchun payvandlash uchun maxsus texnika talab qilinadi. Masalan, faol ish joyining harorati an'anaviy usullardan ming baravar yuqori bo'lgan elektron nurli payvandlash. Ushbu turdagi payvandlash bilan birga ultra yuqori harorat fotonlar yoki elektronlar yordamida vakuum kamerasida taxminan 165,000 km / s tezlikda harakatlanadi. Metall elementar zarrachalarning ajoyib tezligida bombardimonga tushganda metallni eritadigan issiqlikka aylanadi.
Elektron nurli payvandlash havoni oldindan evakuatsiya qilingan maxsus xonada amalga oshiriladi. elektronlar energiyasini ionlashda sarflamasliklari uchun yaratilgan gaz aralashmasi va begona qo'shimchalarsiz mukammal birlashma metallni olish uchun. Ushbu vakuum kamerasi deb nomlangan elektron nurli qurilma elektronlar oqimini shakllantirish va boshqarishga mo'ljallangan maxsus magnit lens bilan jihozlangan. Bundan tashqari, payvandlash qismlarini yetkazib berish uchun bir eshik bor.
Elektron nurlanish manbasini payvandlash quyi voltajning muqobil oqimi bilan amalga oshiriladi. Bu anodli katod joylashgan maxsus fokus element (linza) orqali oqadi va shuning uchun ko'rsatilgan xususiyatlarga ega elektron nurni yaratadi. Past quvvatli qurilmalarda katot sifatida volfram yoki tantal sarlavhasi ishlatiladi. Agar payvandlangan materiallarning texnologik jarayoni va individual xususiyatlari ko'proq quvvat talab qiladigan bo'lsa, erkin elektronlarni chiqarib olish qobiliyatiga ega bo'lgan sermet yoki lantanum hexaboriddan tayyorlangan katot allaqachon ishlatilgan.
O'rnatishning strukturaviy xususiyatlariga qarab, elektron nurli payvandlash payvandlanadigan materialni sobit chiziqqa perpendikulyar ravishda o'tkazish yoki aksincha, chokning qattiq qismga nisbatan harakat qilishi mumkin. Bundan tashqari, ayrim qurilmalarning dizayni maxsus ayirish moslamalari mavjudligini ta'minlaydi, bu jingalak to'rlar uchun ko'proq imkoniyatlar beradi.

Bu yuqori kuchli va titaniumli eritmalar, shuningdek molibden, tantal, niobyum, volfram, zirkonyum, berilyum kabi metallar bilan payvandlashda keng qo'llaniladi. Turli mikro komponentlarni aniq ishlash va payvandlash uchun. U raketa fanlari, nozik asboblar qurilishi, mikroelektronika va boshqa ko'plab sohalarda qo'llaniladi.
Elektr-nurni texnologiyasi bilan bir qatorda, ushbu turdagi payvandlash uskunalari keng qo'llaniladi - optik lazer generatori, bu koordinatali nurlanishning ultrafodern manbai. Asosiy farq lazerli payvandlash elektron nurlari uslubidan vakuum kameralarini talab qilmaydi. Lazer texnologiyasi yordamida payvandlash jarayoni havoda yoki kameraning to'yinganligi sharoitida maxsus himoya gazlar - karbonat angidrid, argon va geliy.




