Sirtni qoplash uchun elektrodlar, abraziv aşınmaya bardoshli
Bu eng sodda va ayni paytda samarali yo'llar faqat qismlarning muvofiqligini (ish faoliyatini) tiklashga imkon bermaydi. Metodni elektrod bilan payvandlab, siz namunaning shakli o'zgarishi mumkin, boshqa (aslidan farqli) xususiyatlarini sirt qatlamiga etkazishingiz, uning kuchini va aşınma qarshiligini oshirasiz. Ushbu texnologiya nima, uning xususiyatlari nimadan iborat va kundalik hayotda qanday amalga oshirilishi mumkin - bu maqolada ko'rib chiqiladigan mavzu.
- O'quvchi sanoat texnologiyalari bilan qiziqib qolmaydi, hatto robot texnologiyasidan foydalangan holda ham, shuning uchun metallni payvandlash texnikasi uy xo'jaligi darajasida, ya'ni o'z qo'llari bilan elektrod bilan ishlaydi.
- Ko'pincha qotishmalar, masalan temir, odatda metallar deb nomlanadi. Har ikkala texnologiya va alohida qismlar (masalan, elektrod brendi) har bir alohida holat uchun biroz farq qilishi mumkin. Bir maqolada barcha nuanslarni to'liq to'ldirish mumkin emas, shuning uchun sirtni ochishdan oldin, ishlatilgan metallar haqidagi aniq fikrlarni aniqlashtirishingiz kerak. Quyida aytilganlarning barchasi faqat umumiy tavsiyalar, shuningdek so'rovning o'zi, qidiruv tizimiga kiritilgan.
- Sirt qoplamasi yaxshi ma'lum bo'lgan payvandlarga biroz o'xshash bo'lganligi sababli, bajarilishi kerak bo'lgan ishlarning xususiyatlariga qarab, turli metallar va qotishmalar - mis, alyuminiy, quyma temir, zanglamaydigan po'lat va boshqalar bilan bog'liq bo'lgan texnologiya bo'yicha maqolalar o'qish foydali bo'ladi.
Terminologiya
- Surflash - birining boshqa yuzasiga qo'llash orqali turli metalllarni ulash.
- To'ldiruvchi metall - qo'llaniladigan; asosiy usul bu metodga asosan sirtni tozalash ishlarini olib boradi.
Texnologiya
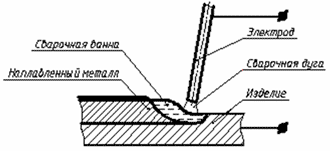
Materiallarning o'zaro ta'sirlanish darajasi molekulyar darajada sodir bo'ladi. Buning uchun substratning sirt qatlami sayoz chuqurlikka eriydi va qo'shimchalar suyuq holatda isitiladi. Bunday aloqani bir hil deb atashadi (ingliz tilidan tarjima qilingan so'zdan boshlab) va ishonchliligi ortib boradi, chunki uni mexanik vositalar bilan ajratish mumkin emas.
Ushbu texnologiyaning afzalliklari qatlamning qalinligini (va sezilarli chegaralar doirasida) tartibga solish va har qanday shakldagi qismlarga (namunalarga) qo'shimchani qo'llash imkoniyatidir.
Asosiy float qoidalari
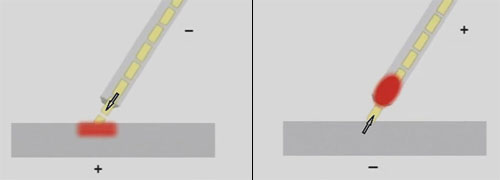
- Taglikning yuqori qavatidagi eritmaning chuqurligi imkon qadar kichik bo'lishi kerak. Ushbu shartni bajarishning usullaridan biri elektrodni burishdir. Uning harakat yo'nalishiga teskari yo'nalishda amalga oshiriladi. Turli metalllarning minimal aralashmasi qoldiq stresslarni kamaytirishga yordam beradi va muayyan hududlarda yuzaga kelishi mumkin bo'lgan deformatsiyalarni bartaraf etadi.
- Haddan ortiq hissa moddalar qismlarni keyinchalik qayta ishlashni murakkablashtiradi, ko'proq mehnat va vaqt talab qiladi.
Elektrot texnologiyasi
Asosiy metallni maydalash + yog'sizlantirishni oldindan tayyorlashni amalga oshirish shart.
Elektrodlar bilan o'ralashish bir hil qatlam hosil qilishning eng keng tarqalgan usuli hisoblanadi. Texnologiyaning soddaligi tufayli ishlab chiqarishda ham, uyda ham foydalanish zarur. Taglik metallga va bajarilgan maqsadlarga qarab, tegishli sirt qoplama bilan elektrod tanlanadi. Tovariga qarab, olingan qatlam talab qilinadigan xususiyatlarga ega bo'ladi. Shakl hamma narsani yaxshi tushuntiradi.
Ulanish sxemasi - to'g'ridan-to'g'ri yoki teskari. Ikkinchisidan foydalanish qulayroq bo'lgani uchun tez-tez ishlatiladi. Zo'riqish qattiq, shuning uchun qoplangan elektrodda "+" mavjud.

Texnologiya xususiyatlari
- Qatlamning qalinligi va shakli elektrodning kesimiga bog'liq.
- Yuqori sifatli payvandni ta'minlash uchun kamonning kuchlanish va oqim zichligi kam bo'lishi kerak va bu aniq mos kelishni talab qiladi. Amaliy tajriba orttirish bilan bu holatni bajarish juda qiyin emas.
Bilishingiz kerak bo'lgan narsalar
- Voltning oshishi «rulon» ning balandligi, kengligi esa o'smasligiga olib keladi. Yoyning uzunligi ortadi.
- Har bir kishi uchun - o'z ilovasi xususiyati. Masalan, bazani oldindan qizdirish kerakmi? Uchun kam yengil temir bu odatda talab qilinmaydi. Sovutish rejimi qanday? Hozirgi kunda nima o'rnatilgan? Qoplamaning barcha texnologik jihatlari muayyan elektrodlarga oid hujjatlarda aks ettirilgan.
- Sirt qoplamining sifati yaxshiroq bo'lsa, isitish harorati ko'tariladi. Amaldagi barcha qotishmalar va metallar uchun minimal qiymati + 300ºS. Uyda kamida bitta kichik pechka (masalan, elektr kamerali o'choq) kerak bo'ladi.
Simorish tikuvlari
Yassi sirt uchun
Dar silindirlar. Ular ⅓ uchinchi marta bir-biriga mos tushadi.
Keng. Elektrod shimgichning o'qiga perpendikulyar harakat qiladi. Oscillatory harakatlar, ularning konfiguratsiyasi (chastota, amplituda) bazaning o'lchamlari asosida tanlanadi.

Qo'shma usul. Sirt qoplamasi tor silindrsimon bilan amalga oshiriladi, ammo ular kengligidan bir oz kichikroq masofada joylashgan. Bunday bo'shliqlardagi shlaklardan bazani chiqarib bo'lgandan keyin, keyingi float ishlab chiqariladi. Natijada - doimiy bir hil qatlamni olish.
Bazani boshqa metall bilan yaxshi qoplash uchun, keyingi rolni qismning qarshi tomoniga qo'yish kerak. Bundan tashqari, qatlamlik bir-biridan keyin ketma-ket emas, balki tasodifiy, so'ngra bitta sohada, keyin esa boshqasida. Bu substratni haddan ziyod qizdirilganda qisman deformatsiyaning oldini oladi.

Shiling uchun
Uch usulning barchasi shu tarzda ko'rsatilgan.
Elektralarni ishlatib, metallni yuzaga chiqarishning yana bir texnologiyasi mavjud - gazli muhitda. Uning asosiy qismida oddiy. Qiyinchilik boshqa - siz silindrni sotib olishingiz va to'ldiruvchi metalning turiga qarab, tegishli gaz (argon, geliy yoki boshqa) bilan to'ldirishingiz kerak bo'ladi. Ushbu parametr kichik bir ustaxonaga juda mos keladi. Sotib olish uchun gaz shishasi uyda bir martalik ish uchun juda qiyin. Shuning uchun ushbu texnologiya maqolada ko'rib chiqilmaydi.
Elektrodlarni tanlab olish bo'yicha tavsiyalar va ulardan foydalanish xususiyatlari muallif tomonidan ortiqcha bo'lishi kerak. Birinchidan, barcha kerakli ma'lumotlar qadoqdagi narsalar. Ikkinchidan, sotuvchi barcha yashirin savollariga javob beradi. Ixtisoslashgan ballarda menejerlar bunday mavzularda yaxshi bilimga ega bo'lib, amaliy maslahatlar berishlari mumkin.
Odatda, payvandchi har doim po'latning turli navlari bilan ishlashga majbur. Shu bilan birga, turli po'lat temir buyumlarini teng ravishda samarali payvand qila oladigan elektrodlarning universal markasi yo'q va mutaxassislar ularni hisobga olishlari kerak texnik xususiyatlari Ushbu metall bilan ishlash paytida.
Elektrodlarning tasnifi
Uchishgan elektrodlar turli xil po'lat buyumlarning qotishma komponentlari bilan bog'liq bo'lgan aniq parametrlarga ega bo'lgan bir necha guruhga bo'linadi. Biz po'latli sirt uchun eng keng tarqalgan elektrod turlarini sanab o'tamiz va ularning xususiyatlarini taqdim etamiz.

- Payvandlash elektrodlari past karbonli po'latdir kam miqdorda qotishma elementlari mavjud. Bunday po'lat buyumlar aşındırıcı aşınmaya va ta'sirga nisbatan chidamli.
- O'rta-uglerodli quyi qotishma po'latlarni payvandlash uchun mo'ljallangan elektrodlar. Bunday po'lat buyumlari ishqalanishga juda chidamli va payvandlash 650 darajaga qadar haroratga chiday oladi.
- Qotishtirilgan va yuqori darajada alyuminli uglerodli çeliklarni payvandlash uchun elektrodlar. Payvandlash jarayonida yotqizilgan metall qatlami aşınma va zarba yuklariga chidamli.
- Yuqori bosimga chidamli yuqori uglerodli alyuminiy qotishmalari. Ushbu guruh elektrodlari yuqori bosim ostida ishlash uchun ishlatiladi. Resurs tikuvi 850 darajagacha bo'lgan haroratga chidamli
- Ushbu guruh ostenitik (zanglamaydigan) yuqori qotishma po'latdan tayyorlangan po'lat buyumlarni payvandlash uchun elektrodlarni o'z ichiga oladi. Sarf materiallari xossalari manba paytida zanglamaydigan po'latdan tikuv olish imkonini beradi.
- Issiqlikka chidamli temir buyumlar bilan ishlash uchun elektrodlar 1000 darajadan ortiq yuqori haroratlarga chidamli.
Yuqoridagi barcha elektrod turlarini sanoat va maishiy foydalanish uchun mo'ljallangan.

Elektrodlarning tarkibi va tuzilishi
Turli turdagi po'latlarni samarali payvand qilish uchun zarur bo'lgan sifatlarni olish uchun turli turdagi elektrod majmuasi payvandlanadigan metallar markalari bo'yicha tanlanadi.

Elektrodlarning tarkibi va tuzilishi, asosan, yassi yuzasining samaradorligini va qatlamlangan metall qatlamining xususiyatlarini aniqlaydi.
Manba qilingan metall asoslarini tashkil etuvchi elementlardan tashqari, sarf materiallari tarkibi payvandlash jarayonini takomillashtiradigan va osonlashtiradigan qo'shimchalar bilan to'ldiriladi. Shunday qilib, UONI 1345 brendidagi elektrodlar quyidagi elementlardan iborat:
- marganets
- uglerod
- silikon
- fosfor
Biroq, issiqlikka bardoshli po'latlarni payvandlash uchun mo'ljallangan OZN 6 tovar elektrodlari o'z tarkibida sirt qoplamining sifatini ta'minlaydigan titanning katta qismini o'z ichiga oladi.

Cheliklarni yuzaga chiqarish uchun mo'ljallangan elektrotlar sinflari
Turli çeliklerin manba qilish uchun eng keng tarqalgan elektrotlar brendini tasavvur qiling.
- OZN 300M - engil aşınmaya bardoshli past alaşımlı po'lat elementlarning qismlari va qismlarini payvandlash uchun ishlatiladi.
- UON va 13NZh 20H13 - 400 darajaga qadar bo'lgan haroratga bardosh beradigan issiqlikka bardoshli po'latlarni yopish uchun mo'ljallangan.
- OZN 7 - yuqori o'rnatilgan tuzilmalar va elementlarni payvandlash uchun elektrodlar.
- T 590 - yuqori burchaklarga bo'ysunmaydigan yuqori burchakli uglerodli po'latdan temir tuzilmalar va ehtiyot qismlar uchun.
- OZI 5 - metallga ishlov beradigan asboblarning eskirgan qatlami va issiq shtamplarni shakllantirish yuzasi
- OZSH 6 - og'ir yuk va yuqori harorat sharoitida ishlaydigan zarb uskunalari, mashinalari va komponentlarini ta'mirlash.
Turli temir po'latdan sirtlarni qoplash uchun elektrodlarni tanlash
Payvandlash uchun sarflanadigan materiallarni tanlashda payvandlanadigan po'latning markasi va tuzilishini, shuningdek bo'shliqlar o'lchamlarini ham hisobga olish kerak. Shunday qilib, yirik, qalin qismlarni payvandlash uchun po'latdan ishonchli ulanish uchun etarlicha chuqurlikka erishish imkonini beradigan katta bo'lakning elektrodlarini tanlash kerak. Bundan tashqari, katta diametrli elektrodlar yuqori oqim yuklariga chidamli.
Hozirgi vaqtda asosiy brendlardan tashqari, mahalliy va xorijiy kompaniyalarning ko'plab analoglari mavjud. Optimal variantni tanlash uchun sarflanadigan materiallarning xossalarini batafsil o'rganish va iloji boricha ularni payvandlanadigan metallarning xossalari bilan o'zaro bog'lash zarur.
Sirtdagi elektrodlarning umumiy qisqacha tavsifi va katalogi.
Sirt qoplamasi uchun elektrodlar guruhi sirt qatlamlarini maxsus xususiyatlarga ega qo'lda yassi yuzasiga joylashtirish uchun mo'ljallangan (rangli metal qatlamlarini qoplash uchun sinflarni tashqari) markalarni o'z ichiga oladi. Ular GOST 9466-75 va GOST 10051-75 talablariga muvofiq ishlab chiqariladi va etkazib beriladi. Ba'zi hollarda sirt qoplamasi ham ishlatiladi. payvandlash elektrodlariMasalan, yuqori darajada alyuminiy korroziyaga chidamli, issiqqa chidamli va issiqlikka bardoshli po'latlarni payvandlash uchun mo'ljallangan sinflar.
GOST 10051-75 ga ko'ra, sirt qatlamlarini sirt qatlamlari uchun elektrodlar 44 turga bo'linadi, masalan, E-16G2HM, E-110X14V13F2, E-110X14V13F2, E-11X16N8M5S5G46 turlari). Ko'p navli manba metall ishlab chiqaruvchilarning texnik xususiyatlari bilan tartibga solinadi.
Qabul qilingan dastlabki doping tizimiga va olingan manba metallining ish sharoitlariga qarab, sirt qoplamali elektrodlar (sirt qoplamali elekrodlar) o'zboshimchalik bilan quyidagi 6 guruhga bo'linadi:
Sirtni qoplash uchun elektrodlar guruhi eskirgan bo'laklarning sirt qatlamlarini qo'lda yuzaga chiqarish uchun mo'ljallangan belgilar bilan ifodalanadi. Bunday manba qatlami maxsus xususiyatlarga ega (rangli metalldan parchalanuvchi payvandlash uchun mo'ljallangan elektrod turlaridan tashqari). Ko'tarilgan elektrodlar GOST 9466-75 va 10051-75 talablariga muvofiq ishlab chiqariladi va etkazib beriladi.
Ba'zi hollarda, payvandlash elektrodlari, masalan, payvandlash uchun mo'ljallangan va issiqlikka chidamli po'latlar kabi bunday tovarlarni qoplash ishlari ham qo'llaniladi.
Sirt qatlamlarini GOST 10051-75 bo'yicha qayta tiklash uchun elektrodlarni eritib qo'yish elektrodlarni odatdagi temperaturada qatlamli metallning qattiqligi va kimyoviy tarkibi bo'yicha 44 turga bo'linadi (masalan, E-13X16N8M5S5G46, E-110X14V13F2, E-16G2XM). Ko'pgina brendlarning ishlab chiqaruvchilari texnik shartlar bilan payvandlash metallini tartibga soladilar.
Shartli guruhlarga bo'linish
Olingan manba metallining ish sharoitlariga va qabul qilingan doping tizimiga qarab, payvandlash elektrodlari (payvandlash elektrodlari) an'anaviy tarzda quyidagi 6 guruhga bo'linadi (Masalan, quyida elektrodlarning markalari / turlari (metallarning turlari), ushbu belgilarga aloqador narsalar bundan buyon ushbu sahifada keltirilgan):

Sirtni qoplash uchun elektrodlar, abraziv aşınmaya bardoshli
Surflash - eritilgan metall, to'ldiruvchi metall qatlamini yadroda qo'llash usuli. Payvandlash uchun elektrodlar, aşınmaya bardoshli, mukammal mexanik xususiyatlarga ega bo'lgan qismlarga yangi qatlam hosil qiladi. Ularni ishlatish uchun siz quyidagilarni amalga oshirishingiz mumkin:
- mahsulotni original ko'rinishga keltiring,
- uni geometrik o'lchovlarga qaytarish
- yangi qimmatli fazilatlarga ega bo'lish
- aşınmaya qarshi chidamlilik, harorat ta'siriga qarshi qobiliyatini oshiradi.
 Tuproq ishlarini olib borish, pushti zanjirlar, ekskavator paqirlari, buldozer pichoqlari, tirnoqlar iplari aşınmaya uchraydi. Ushbu qismlarni elektrod tovarini qo'llash orqali yuklarni va tahribotlarni himoya qiling. Ularning karbonli po'latdan yasalgan, gipsli ferroboron, bor karbid, ferrokrom, ferrotiton.
Tuproq ishlarini olib borish, pushti zanjirlar, ekskavator paqirlari, buldozer pichoqlari, tirnoqlar iplari aşınmaya uchraydi. Ushbu qismlarni elektrod tovarini qo'llash orqali yuklarni va tahribotlarni himoya qiling. Ularning karbonli po'latdan yasalgan, gipsli ferroboron, bor karbid, ferrokrom, ferrotiton.
Sirtga chidamli elektrotlar
Yuzaga keladigan elektrodlar zarba yukiga chidamli bo'lib, shox, tish, zirh va rulon, konuslar, binolar kabi xafa qiladigan asboblarni ta'mirlashda ishlatiladi. Bunday tovarlarni "OK 86.08", "T-590" va "T-620" deb atash uchun ishlatiladi. Ular bilan to'rt yoki undan ortiq qatlamni payvandlashingiz mumkin. T-590N bu qismni ta'mirlashga qaror qilgan va bu haqda uzoq vaqt unutganlarga mo'ljallangan.
T-590 va T-620 markali zarrachalar zarrachalar zarrachalari ta'siriga ta'sir qilmaydi. Ular chidamli bo'lishi kerakUlar asosiy metall bilan yaxshi bog'liq, ular bir necha marta mahsulotning xizmat qilish muddatini uzaytirishga yordam beradi.
Karbidli qattiqlashadigan elektrodlar
Yuzaki qatlam uchun ishlatiladigan karbid elektrodlari ko'plab turdagi qismlarni geometriyasini tiklashga yordam beradi. Yaxshi mos belgilar, va ESAB OK 84.42 (to'xtatilgan) alamli po'lat uchun. UTP PUR 600, ESAB OK 83.53 dan foydalanib, abraziv va zarba ta'siriga uchragan karbidli po'latdan yasalgan buyumlarni payvandlash mumkin (to'xtatilgan). Ular, shuningdek, chiqib ketish o'lchov anjomlarini, yuqori aşınma sharoitida ishlaydigan mexanizmlarni qayta tiklash uchun ham javob beradi. 
Quvurli markali elektrod yordamida payvandlangan metall qatlami qayta ishlanmaydi. Qattiq qotishmalar bilan siz muvaffaqiyatli ishlashga imkon beradi. Ularning yordami bilan yo'llar, pichoqlar, chelaklar sirtini ta'mirlash kerak. Ular 55-63 HRC yuqori qattiqligicha bor. Ular diametri 3,2 dan 12 millimetrga teng.
Ba'zi tovarlarni payvandlash xususiyatlari
ZELLER L61. ZELLER L61 elektrodining cho'kmasi ko'rsatiluvchi klipga ham qarang.
Sirtdagi elektrodlarga diqqatni qaratadi
MUHIM! Resurs metall qatlami kimyoviy xossalari, elektrodning tuzilishi deyarli to'la ta'mirlangan qismning po'lat xususiyatlariga mos kelishi kerak. Bu markani tanlashda e'tiborga olish kerak.
Cho'kma usulining ishlash tamoyili elektrodning eritilishiga ta'siriga asoslangan payvand choki, bir yoki bir nechta qatlamlarni yaratishda. Qaysi talablardan qat'i nazar, ularning talablariga muvofiq qismning xususiyatlariga e'tibor qaratish kerak.
Resurs katmani tomonidan yaratilgan sifatli xarakteristikalar metallning kirib borishi chuqurligiga bog'liq. Bu ko'rsatkich minimal bo'lishi kerak. Muhim e'tiborga olish kerak, siz temirning asosiy qismiga joylashtirilgan eng kam aralashmasini olishingiz kerak. Payvandchi minimal qoldiq stresni olishga harakat qiladi va ishlov berish qismining deformatsiyalanishini oldini oladi. Ushbu talab faqat ikkitadan avvalgi, huquqni tanlash elektrod va minimal qaynatish.
Payvandlash paytingizni payvandlashdan keyingi qismlarni keyinchalik qayta ishlashda ruxsat etilishi mumkin bo'lgan qiymatlarni kamaytirish juda muhim.
Datchiklarni yo'qotish uchun sirt qoplamasi alohida bo'limlarda amalga oshiriladi va oldingi har bir keyingi rolni qarshi tomondan joylashtirishni tavsiya qilish kerak.
Faqat ushbu oddiy qoidalarga rioya qilish metallni zararli ta'siriga qarshi saqlab qolinishini himoya qilishdir. Ko'zni ochish, har qanday yoriq va begona qo'shimchalar qatlami bo'lmagan zichlik paydo bo'ladi. Ta'mirlash ishlarini boshlashdan oldin ta'mirlangan qismining yuzasi yog ', korroziya, zang va boshqa har qanday axloqsizlikdan yaxshilab tozalanishi kerakligini hisobga olish muhim.
Video
Videochani tomosha qiling, u erda usta kostyumni yaratadi:
Turli mexanizmlardan foydalanadiganlar ba'zan ma'lum bir joyga metallni payvand qilish kerakligiga duch kelishadi. Buzilgan o'rnatish teshigi, operatsiya vaqtida sirt yirtilgan, metall qirqish asbobining yongin chekkasi, rulonli buta. Bu holatlarda, eskirgan qismda metall sirt qoplama usuli bilan tiklash yo'li bilan qismini almashtirmasdan qilish mumkin. Metall qismda o'ralash nafaqat mahsulotning asl xususiyatlarini qayta tiklashga, balki butunlay yangi qimmatli fazilatlarga ega bo'lishga imkon beradi. Xususan, karbidli metall qatlamini past karbonli poydevorga payvand qilish yo'li bilan aşınmaya bardoshli vosita yoki kesish asbobini olish mumkin.
Surfacing - bu eritilgan metallni (qo'shimchalar deb ataladi) boshqa sirtiga (asosiy deb ataladi) qo'llash jarayoni. Shu bilan birga, asosiy metall bir hil birikma hosil qilish uchun chuqur sayozlikka ham eritiladi. Sirt qoplamasining maqsadi turli xil bo'lishi mumkin: parchaning yo'qolgan geometriyasini tiklash yoki uni yangi shakli berish, kerakli fizikaviy va mexanik xususiyatlar (masalan, kattalashgan qattiqlik, aşınma qarshilik, antifriction, korroziyaga chidamlilik, issiqlikka chidamlilik va boshqalar) bilan sirt qatlamini shakllantirish, payvandlash orqali qattiqlashishi.
Surfacing har qanday sirtda - tekis, konusning, silindrsimon, sferik tarzda amalga oshirilishi mumkin. Katta chegaralar ichida uning qalinligi bir millimetrdan bir necha santimetrga yoki undan ko'proq fraksiyonlardan farq qilishi mumkin.
Sirt qoplamasining asosiy printsiplari
Uning asosiy nuqtalarida cho'kindi texnologiyasi payvandlash texnologiyasiga o'xshash. U dastlabki payvandlash bilan bir xil vazifalarni bajaradi - metallni havoda saqlanadigan, zich, ko'zgutsiz, yoriqsiz va payvandlash metallining chetga tortilishidan saqlaydigan metallni himoya qiladi. Shuning uchun payvandlash haqidagi umumiy maqolani, mos metallni payvandlash haqidagi misollarni (misni payvandlash, quyma temir manbai, alyuminiy payvandlash, zanglamaydigan po'latdan payvandlash) va elektrod qoplamalar bilan tanishtirish muhimdir, aks holda, masalan, nima uchun elektrolizlarni kerosin qoplamadan oldin elektrodlar va uning natijalari buni qilmang, yoki nima uchun elektrod ulanishining polaritesini muhim ahamiyatga ega. Uni qoplashda bir qator talablardan iborat bo'lgan asosiy tamoyillarga amal qilish kerak:- Asosiy metallning minimal kirib kelishiga harakat qilish kerak. Bunga elektrodni chig'anoqning qarama-qarshi yo'nalishi bo'yicha burish orqali erishiladi.
- Resurs metallini asosiy qism bilan aralashtirish imkon qadar kamroq bo'lishi kerak.
- Ushbu qismlarda minimal qoldiq stresslarga va deformatsiyalarga erishishga harakat qilishimiz kerak. Ushbu talab asosan ikkala ikkita talabga rioya qilish bilan ta'minlanadi.
- Qabul qilinadigan qiymatlarni qisman keyinchalik qayta ishlashga sarflashni kamaytirish kerak. Boshqacha qilib aytganda, metallni kerakli darajada va ko'p bo'lmagan holda payvandlashingiz kerak.
Metall sirt qoplamalarining turli usullari qo'llaniladi - elektr arqoni, gaz, elektroklav, indüksiya, plazma, pulsli kamon, tebranish arqoni, changni qoplash. Eng keng tarqalgan yassi yuzasi.
Surma uchun materiallar turli shakllarda mavjud. Ular plomba po'latlari, chang aralashmasi, qoplangan elektrodlar va oqsilli va qattiq tel bo'lishi mumkin. Elektr yassi yuzasida, asosan qoplangan elektrodlar, plomba va simlar ishlatiladi.
Qoplangan elektrodlar bilan qoplash
Yopplanadigan qoplama elektrodlari bilan o'ralash sanoatdagi va kundalik hayotda ishlatiladigan asosiy usullarni soddaligi, qulayligi va maxsus jihozlarga bo'lgan ehtiyojni hisobga olgan holda ifodalanadi. Ko'plab elektrodlar ishlab chiqariladi, ular ma'lum sharoitlarda ishlash uchun kerakli mahsulot sifatini ta'minlaydigan turli xususiyatlarga ega sirt qoplamali qatlamni yaratadi.Surfacing ishda muayyan mahorat talab qiladi. Resurs metallidagi asosiy metalning ulushini oshirish uchun har ikkala komponentni eritib olish uchun minimal oqim va kuchlanish zarur. Metalllarning tarkibi elektrod turini, elektrodning qalinligi va shakli - diametrini aniqlaydi. Ark chastotasi payvand choki shaklini belgilaydi, chunki u kengayadi, kengayadi va rulonning balandligi pasayadi, arqoning uzunligi va dopantlarning, ayniqsa, uglerodning oksidlanishining kuchayishi kuchayadi. Shu nuqtai nazardan, kaminali kuchlanishga to'g'ri keladi, bu esa boshqki oqimga mos kelishi kerak.
Parchalardan temirdan sirt qatlami, odatda, to'g'ridan-to'g'ri oqim bilan amalga oshiriladi. teskari polarlik (elektrodga "plyus") quyi holatidadir.
Kam uglerod va past aloxida po'latdan qismlar odatda old isitishsiz qoldiriladi. Ichki stresslarni bartaraf etish uchun ko'pincha oldindan qizdirish va keyinchalik issiqlik bilan ishlov berish talab etiladi. Sirtni qoplash uchun batafsil talablar qo'llaniladigan sirt qoplama elektrodlari uchun hujjatlarda keltirilgan. Misol uchun, OZI-3 elektrodida quyidagi texnologik xususiyatlar berilgan: «Plitalar birdan to'rtta qatlamgacha, oldindan qizdirilganda 300-600 ° S haroratda ishlab chiqariladi. ° S, 1 soat. "
Tomning sirtini qoplamadan oldin yog ', zang va boshqa ifloslantiruvchi moddalardan tozalanadi.
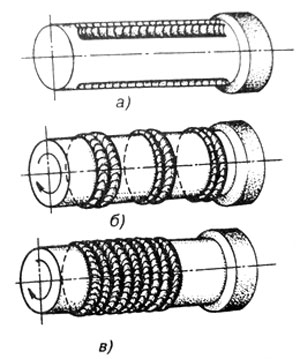
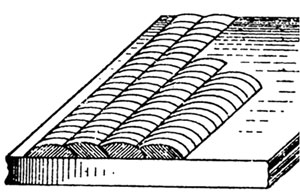
Resurslarni joylashtirish uchun turli xil sxemalar mavjud. Yassi sirtlarga nisbatan ikki asosiy turdagi sirt qoplamlari mavjud: ular tor diametri 0,3-0,4 oraliqda bir-birining ustiga o'ralgan va tor o'tish yo'nalishi bo'yicha elektrodning ortib borayotgan oqsoqollar harakati bilan olingan tor silindrlardan foydalanish.
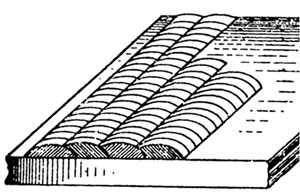

Yana bir usul - bir-biridan uzoq masofani bosib o'tishga imkon beradi. Ushbu cüruf bir nechta tsilindrni o'rnatgandan keyin chiqarilganda. Shundan so'ng, tsilindrni payvandlash va bo'shliqlarda joylashtiriladi.
Parchalarning buzilishini oldini olish uchun payvandlash alohida bo'limlarda amalga oshirilishi tavsiya etiladi, "tasodifiy" va har bir keyingi rolni yotqizish oldingi tomonga qarshi tomondan boshlanishi kerak.
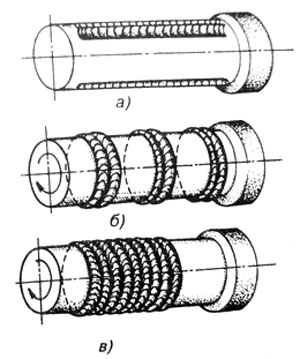
Silindrsimon yuzaning sirtqi qismi uch xil usulda amalga oshiriladi: generator tsilindrining bo'ylab silindrli, yopiq doiralarda va bir sarmal bo'ylab silindir. Oxirgi variant (spiral chiziq bo'ylab) mexaniklashtirilgan sirt qoplamasi holatida, xususan, sirt qoplama jarayonida qismlarga bir xil aylanish imkonini beradi.

Tishli, tungsten, tantal, marganets, krom va boshqalarni o'z ichiga olgan metallar aralashmalari bo'lgan kesma, o'lik va o'lchash asboblarini, shuningdek, tez-tez ishlatib turadigan mexanizmlarning ehtiyot qismlarini ishlatish uchun, , uglerod, kobalt, temir, nikel va boshqalar.
Qattiq qotishma qoplamali yangi vositalar va ehtiyot qismlarni ishlab chiqarishda karbonli yoki loy metallarning qismlari bo'shliqlar sifatida ishlatiladi. Kattaroq aşınmaya ega bo'lgan qismlarni ta'mirlashda, qattiq qotishmalar bilan qoplamasdan oldin, past sirtni qoplash kam karbonli po'lat elektrodlar bilan amalga oshiriladi.
Yuqori sifatli sirtni olish, yorilishni oldini olish va stressni kamaytirish uchun ko'p holatlarda ish qismini 300 ° C va undan yuqori haroratda isitish tavsiya etiladi.
Metall kesish asboblarini va o'liklarni surish. OZI-3, OZI-5, OZI-6, TsS-1, TsI-1M elektrodlari va boshqa tovar belgilari bilan sovuq va issiq shtamplama bilan ishlaydigan metallga ishlov berish moslamalari va qoldiqlari birlashtiriladi. Ushbu elektrodlar tomonidan biriktirilgan metall yuqori aniq yuklarni va yuqori haroratlarda aşınmaya va çökmeye qarshi yuqori qarshilik ko'rsatadi - 650-850 ° C'ye qadar. Issiqlik bilan ishlov berilmagan qatlamning qattiqligi 52 HRC (OZI-5) dan 61 HRCgacha (OZI-3) farq qiladi. 1-3 qatlamlar 2-6 mm umumiy qalinligi bilan biriktirilgan. Yuzaga kelmasdan oldin qism 300-700 ° S haroratgacha qizdiriladi (elektrod turiga qarab).

Zarba yuklamasdan ishlaydigan ehtiyot qismlarni surish. Agar siz ayniqsa qattiq qattiqligida payvandlash metallini olishni istasangiz, siz T-590 va T-620 sirtlarini qoplash uchun elektrodlardan foydalanishingiz mumkin. Ular ayniqsa, qattiq surtma bilan ishlaydigan qismlarni qoplash uchun mo'ljallangan. Ularning yadrosi engil po'latdan tayyorlangan, lekin qoplamalar ferrokrom, ferrotiton, ferroboron, bor karbid va grafitni o'z ichiga oladi. Ushbu materiallar yordamida, payvandlash metallining qattiqligi 62-64 HRC ga yetishi mumkin.
T-590 va T-620 elektrodlari bilan qurilgan mahsulotlar sezilarli zarba yuklari sharoitida ishlashga mo'ljallanmagan. Karbid metallini surish bir yoki ikki qatlamda amalga oshiriladi. Agar siz katta qalinligingizni payvandlashni istasangiz, pastki qatlamlar engil po'lat elektrodlari va faqat oxirgi qismlari - karbid bilan biriktiriladi.
Aşındırıcı qismlari zarba yuklari bilan o'ralgan. Yuqori sirt yostig'i va yuqori zarba yuklari (ayniqsa, qurilish va erga ishlov berish asboblari) sharoitida ishlaydigan marganetsli po'latdan (110G13L va shu kabi) ehtiyot qismlar OMG-N, TsNIIN-4, OZN-7M, OZN-400M , OZN-300M va boshqa brendlar. Ularni ishlatganda, ikkinchi qavatdagi erigan metallning qattiqligi 45-65 HRC yuqori viskozitelik qiymatlari bilan.


Zanglamas po'latdan yasalgan. TsN-6L, TsN-12M-67 va boshqa brendlar zanglamaydigan po'latdan tayyorlangan elektrodlardan yasalgan buyumlar uchun mo'ljallangan. Ushbu elektrodlarning yadrolari yuqori bo'yoqli zanglamaydigan simlardan iborat. Oliy korroziyaga chidamliligiga qo'shimcha ravishda, payvandlash metallini yirtishga qarshilik ham bor, bu esa ushbu elektrodlarni mustahkamlovchi maxsulotlardagi yopishtiruvchi sirtlarni qoplash uchun ishlatishga imkon beradi.
Zanglamaydigan po'latdan ishlov berish uchun ayrim elektrodlardan foydalanilganda, uning qismini oldindan va birgalikda isitishini 300-600 ° C haroratda va yuzadan keyin issiqlik bilan ishlov berishni amalga oshirish tavsiya etiladi.
Mis va uning qotishmalarini surish. Mis va uning qotishmalarini (bronza) qoplash nafaqat mis yoki bronza tagida, balki po'lat va quyma temirda ham amalga oshirilishi mumkin. Bunday holda, bimetalik maxsulotlar kerakli ishlash ko'rsatkichlariga (yuqori korroziyaga chidamlilik, kam ishqalanish koeffitsienti va mis va uning qotishmalariga taalluqli boshqa qimmatbaho xususiyatlarga ega) ega bo'lib, mis va uning tarkibiga kiradigan qismlarga nisbatan ancha past narxga ega. qotishmalar.
Alyuminiy bronzlar, xususan, yuqori sürtünmeye qarshi xususiyatlarga ega, ishqalanish birliklarida juda yaxshi ishlaydi, shuning uchun ular solucan jantlara, krakerlere va ishqalanish sharoitida ishlaydigan boshqa qismlarga payvandlanadi.
Tomlarni texnik jihatdan toza misdan sirt qoplab olish Komsomolets-100 elektrodlari yoki mis yoki uning qotishmalaridan payvandlash tayanchlari yordamida amalga oshirilishi mumkin. Mis ustida misni eritganda, old isitish 300-500 ° S haroratga qo'llaniladi.
Qatlamli qatlamni tercihen 500 ° C dan yuqori bo'lgan mis haroratida yasash kerak.
Agar bronza bilan qoplanadigan bo'lsa, mis komponenti, kalay, marganets, nikel va temirdan tashqari OZB-2M elektrodlari mavjud. OZB-2M elektrodlari bilan jihozlangan mahsulotlar yuqori sirt tolasi bilan qarshilikka ega.
Mis va uning qotishmalarini surish quyi holatda teskari polaritning bevosita oqimi orqali amalga oshiriladi.
Himoya gazida surma
Yopilgan elektrodlar bilan birgalikda, uyingizda siz MIG / MAG usuli (avtomatik simli oziqlantirish bilan) yoki TIG (volfram elektrodlari) plomba plitalari bilan himoyalangan gazlarda payvandlashingiz mumkin. Argon, karbonat angidrid, geliy va azotni saqlash uchun turli gazlar ishlatilishi mumkin.Uglerod po'lat qismlarini payvandlash orqali tiklashda, arzon uglerod dioksidi foydalanish mumkin. CO2 ning eritilgan metall oksidlanishini hisobga olsak, bu holda plomba simlari deoksidlovchi (marganets, silikon va boshqalar) bo'lishi kerak.
Mis va uning qotishmalarining sirt qatlami misga neytral bo'lgan azotda bajarilishi mumkin.
Oliy qotishma çelikler, magniy va alyuminiy asosidagi qotishmalar argon, geliy yoki ularning aralashmasidir.
Tarkib bo'lmagan iste'molli volfram elektrodlari argon va geliyda amalga oshiriladi. Umumiy inert gazlar, ayniqsa, argon universal bo'lib, deyarli har qanday metallni payvandlash va payvandlash uchun mos keladi.
Yarimutomatik uglerodli va past aloxida po'latlarni payvandlash uchun materiallar qo'llaniladi payvandlash paychalarining (Sv-08GS, Sv-08G2S, Sv-12GS) va maxsus sirt qoplamasi (Np-40, Np-50, Np-30HGSA). Zanglamaydigan po'latdan yasalgan simi zanglamaydigan po'latdan ishlangan. Surma jarayoni maxsus xususiyatlarga ega bo'lgan payvandlash qatlamini olish imkonini beradigan, oqimli korpusli sim bilan amalga oshirilishi mumkin.
Qismlarga payvandlash orqali qismlarni qayta tiklashda MMA / MAG usuli kabi MIG / MAG usuli qo'llaniladi to'g'ridan-to'g'ri oqim teskari polaritlilik, taglik metallning kamroq kirib borishini ta'minlaydi. Foydalanishda volfram elektrodlari (TIG usuli) volfram elektrodining eritilishini bartaraf qilishda bevosita kutupluluğu ishlatadi. Surflashni iloji boricha qisqa muddatga saqlab turish kerak.
Ushbu sayt mazmunidan foydalanayotganda ushbu saytga faol havolalarni kiritishingiz kerak, bu foydalanuvchilar va qidiruv robotlari tomonidan ko'rinadi.




