Metalllarning ultrasonik payvandlash xususiyatlari. Ultrasonik payvandlash mashinalari. Ultrasonik payvandlash tamoyili
(ultraschall-schweissen, ultratovushli payvandlash) ultratovush vibratsiyasiga duch kelganida bosimli payvandlash. Qo'shimchalar bosim kuchlari va yuqori chastotali mexanik tebranishlarning birgalikdagi harakati natijasida shakllanadi, bu ulanadigan sirtlarning kichik amplitudasining nisbiy teginsiyaviy o'zgarishi va metallning payvandlash zonasida isitilishi bilan birga keladi. Quvvat birlashtiriladigan sirtlarga perpendikulyar harakat qiladi va tebranishlar ultratovush chastotasi bilan engil almashishga sabab bo'ladi. Bu sodir bo'lganda, payvandlash zonasida sirt metal qatlamining kichik plastik deformatsiyasi va balon sirtining shakllanishi va ularning birikmalari. Jarayonning davomiyligi sekundlarda va soniyalarning kesirlarida o'lchanadi. Metallni ultratovushli payvandlash nuqta va tikuv qo'shimchalari hamda kontur bo'ylab payvandlash uchun ishlatiladi. Chizma diagrammasi Ultrasonik manba shakl. 1.
Ultrasonik manba juda ko'p foyda va juda aniq jarayonga ega. Bu, birinchi navbatda, ittifoqning qismlari va mahsulotlari, masalan, pergamentlar va kataklardan foydalanishga yo'l qo'ymaydi. Bunga qo'shimcha ravishda, bu payvandlash texnologiyasi odatda eriydigan qismda materialning periferik isitishini talab qilmaydi. Ekstruziya jarayonidan foydalanish ixtiyoriydir.
Nima uchun ultrasonik payvand ishlatiladi
Plastik yoki plastmassa quyish manbai, olovli payvandlash, issiq havo yoki yo'lbarsli payvandlashdan farqli o'laroq, issiqlik talab qilmaydi. Isitish nafaqat ulanish nuqtasida va ultratovush mashinasi tufayli material bilan sonotrod bilan aloqa qilishda amalga oshiriladi. Bundan tashqari, ushbu plastmassa payvandlash texnologiyasidan foydalangan holda to'plangan ehtiyot qismlar mustahkamligi kafolatlanadi. Bu lehimlashdan farqli o'laroq o'rta va kichik partiyalarga qo'shilish uchun eng yaxshi sanoat payvandlash jarayoni payvandlash mashinasi yoki payvandlash mashinasi.
Shakl. 1-qism (I) va tikuv (b) ultratovushli payvand chizmalarini diagrammasi: 1 - payvandlanadigan qismlar, 2 - moslashuvchan vibratsiya transformatori, P - bosim kuchi, 3 - payvandlash uchi (rulo), 4 - sarkac qo'llab quvvatlashi (yordam rulosi), 5 - payvandlash nuqtasi (tikuv), w.z.k. - ultratovush vibratsiyasini.
Resurs uchi 3 (tikuvli payvandlash uchun - rulo) ultratovushli mexanik tebranish manbalarining maydonini va hajmini to'g'ridan-to'g'ri payvandlash zonasida aniqlaydi. U birlashtirilishi kerak bo'lgan qismlarning sirtlari bilan yuqori qism o'rtasidagi minimal yo'qotishlar orasidagi ishqalanishni bartaraf qilish uchun tebranishlarni etkazib berish kerak. Dalgalanish amplitudasining kattaligi odatda 10-225 mikron orasida.
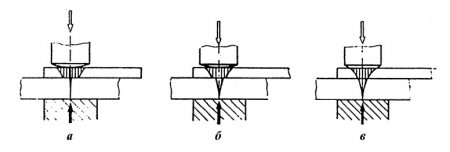
Shunday qilib, ultratovushli metallni payvandlash jarayoni siqilish zonasida sirt maydonlarining mikroskopik nisbatan o'zaro harakatlanish harakati natijasida yuzaga keladigan ishqalanish sharoitida yuz beradi, bu issiqlikning chiqishi bilan birga bo'ladi. Resurs paytida ultrasonik tebranishlar tarqalishi shakl. 2
Shuning uchun, harorat tufayli buzilish xavfidan qo'rqmaslik kerak, chunki materiallar payvandlash uchun qizdirilmasligi kerak, ammo tahribatsiz tekshirish mumkin. Shuning uchun elektron qurilmalar tarkibida plastmassiyani payvandlash mumkin. Ushbu texnologiya sanoat sohasidagi, ayniqsa, ultratovushli ovozni kesib olish imkonini beradigan texnologiyalarning etakchi qirg'og'ida katta miqdorda uskunalar paydo bo'lishidan kelib chiqadigan kuchli g'ayratni ochib beradi.
Ultrasonik payvandlash: musiqa sohasida payvandlash. Payvandlash - to'plangan materiallarning tabiatdagi uzluksizligini ta'minlash uchun doimiy o'rnatiladigan vositadir: metall va plastmassalar. Payvandlash jarayoni birlashtiriladigan qismlarning qirralarini birlashtirish yo'li bilan uzluksiz o'rnatishga imkon beradi va perchinlar, kavramalar, murvatlar kabi qo'shilgan qismlardan va mahsulotlardan foydalanishni taqiqlaydi.
Shakl. 2. U.K.ning tarqatilishi. payvandlash paytida. va - payvandlashning boshlanishi; b - payvandlash jarayoni; v - jarayonning oxiri.
Tadqiqotlar shuni ko'rsatdiki, ultrasonik payvandlashda issiqlikning ikkita asosiy manbai mavjud. Ulardan biri payvand chokining (rollarda) qismi bilan aloqa qilish zonasida, ikkinchisi esa qismli ulanish zonasida joylashgan. Resurs uchida issiqlik chiqishi uning qismlari bilan ishqalanishidan kelib chiqadi va uning ostidagi qismning tashqi yuzasi plastik deformatsiyasiga olib keladi. Qismlar orasidagi issiqlik uzilishlari an'anaviy bosim o'tkazuvchanligi va kesishning kuchayishi bilan bog'liq bo'lib, u metallarga tashqi va ichki ishqalanishga va manba zonasida plastik deformatsiyaga olib keladi.
Payvand chokining dastlabki vaqtida titrlangan payvand choki qismi bilan aloqa qilgan joyda kuchli issiqlikni rivojlantiradi. Ultrasonik tebranishlar biroz kechikish bilan payvandlash zonasiga uzatiladi (2-rasm).
Siqilish quvvati ultrasonik vibratsiyasini manba zonasiga o'tkazadi. Qo'shimchalar hosil qila oladigan minimal qiymati payvandlanadigan materiallarga va ularning qalinligiga bog'liq bo'lib, tebranishning amplitudasi ortib boruvchi tegmaslik qiymat ortadi.
Aloqa bosimi oshgani sayin, dastlabki isitish tezligi payvandlash uchi va uning qismlari o'rtasida yaxshilangan aloqaga bog'liq. Parchalarning isitish tezligi ham uchining sirtining shakli va holatiga bog'liq.
Resurs zonasidagi harorat payvandlanadigan materiallarning qattiqligi va termofizik xususiyatlariga, salqin tizimning kuchi va payvandlash rejimining parametrlariga bog'liq. Resurs zonasida isitiladigan eritma odatda 0.6 erish nuqtasidan oshmaydi. Ishqalanish, isitish va plastmassa deformatsiyasining ta'siri ostida ifloslantiruvchi filmlar yo'q qilinadi va siqishni zonasidan chiqariladi, bu esa sozlamali tugunlarni shakllantirish, ularni kengaytirish va shakllantirish imkonini beradi. payvand choki. Ultrasonik tebranishlarning o'zgaruvchan yuqori bosim va nodir omillarning individual mikrovolitiklari sharoitida kavitatsiya jarayonlarining rivojlanishi sababli yog'li filmlarni yo'q qilishga yordam berishi aniqlangan. Shuning uchun, ultratovushli payvandlash sirtdagi yog'li ifloslanish mavjud bo'lganda ham amalga oshirilishi mumkin. Biroq, payvandlashdan oldin sirtni tozalash odatiy holdir, chunki bu payvandlash nuqtalarining diametrini oshiradi. Ultrasonik tebranishlar metalllarning sirt tarangligini kamaytiradi, faol markazlarning shakllanishini va sirtlarni aniqlashni, diffuziya va qayta kristallanish jarayonlarini sezilarli darajada tezlashtiradi. Shuning uchun payvand zonasida kristalli strukturaning shakllanishi juda tez sodir bo'ladi.
Ultrasonik payvandlash manba uchastkasining impulsli isitilishi bilan alohida issiqlik manbasidan olinishi mumkin, bu ultratovush vibratsiyasining ishlashining bosim kuchi, amplitudasi va davomiyligini va metalning deformatsiyasini kamaytirish imkonini beradi. Ushbu usul mikrodetrlarning ultratovush manbaiga mo'ljallangan. Resursli elementlar ultratovush vibratsiyasining ta'siriga va bir vaqtning o'zida yoki ma'lum bir ketma-ketlikda isitiladi.
Jarayon quyidagicha. Birinchisi, payvandlash apparati kichik quvvat bilan ishlaydigan qismga bosiladi, keyin u orqali elektr toki isib ketadi va shu bilan birga (yoki kechikish yoki kechikish bilan) ultratovush vibratsiyasini faollashtiradi. Usul turli fizikokimyoviy xususiyatlarga ega materiallarni payvand qilish imkonini beradi.
Muvaffaqiyatli bo'lgan fikr bor ultratovushli payvandlash birlashtirilgan qismlarning atom radiusidagi farq 15% dan 18% gacha bo'lishi shart emas. Bu shart qat'iy echimlarning mavjudligi haqidagi umumiy g'oyaga mos keladi. Atom radiusi farqini 19% 44% da, metalllarni payvandlash yanada murakkablashadi. A.O. Rossoshinskiyni o'rganish bizga ultratovushli payvandlash, atom radiusida sezilarli farqli materiallar va fizik-kimyoviy xususiyatlardagi farqlar, masalan, keramika va metallar o'rtasidagi ishonchli bo'g'inlardan foydalanish imkonini berdi. Muallif, payvandlash zonasida metallning ma'lum bir harakati bilan birikmalar hosil bo'lishini tushuntiradi. Vibrasiyalar ta'sirida mikroprotrussiyalarning deformatsiyalanishi va ularning siqilishlari payvandlash sifatini ta'minlaydigan birlashtirilgan materiallarning o'zaro ta'sir qilishiga va aralashishiga olib keladi.
Ultrasonik payvandlash jarayonida jarayonning qisqa davom etishiga qaramasdan, fizik aloqani shakllantirish jarayoni, sirt faollashuvi va miqyosning o'zaro ta'siri aniqlanishi mumkin. Bu jarayonlar ultratovush vibratsiyasining ta'siri ostida sodir bo'ladi. Shuning uchun ba'zida payvandlash qo'shma zonasida uzoq muddatli vibratsiya ta'siri ostida charchash jarayonlarini rivojlantirish va sozlamali tugunlarning qisman nobud bo'lishiga bog'liq bo'g'inlar kuchayib borishi mumkin.
Turli qattiq materiallardan tayyorlangan payvandlash usullarining samarali usullaridan biri ultratovush vibratsiyasining ta'siri ostida bo'lish usuli hisoblanadi. Bu sizga bir hil buyumlar emas, balki kompozitsion qotishmalarda ham zo'r berish imkonini beradi. Bunga payvandlash maydoniga mexanik tebranish energiyasini etkazib berish orqali erishiladi.
Payvandlash belgilari ikkita qismning ikkita element o'rtasidagi uzluksizligi atomik darajadagi bu ikkita qismning bittasini tashkil etadigan tarzda bog'langan holda ishlatiladi. Shu maqsadda faqat plastmassa va plastmassa polimerlariga qo'llaniladigan ultrasonik payvandlash payvandlanadigan qismlarning lablarida materiallarning suyultirilishini talab qiladi.
Birinchidan, payvandlash birlashtirilishi kerak bo'lgan qismlarning uchlarini birlashtirilishi kerak, ularni bir-biriga mos keladigan tugunga o'rnatishdan oldin. Materiyaning bu birlashishi bu erda ultratovush chiqishi bilan ta'minlanadi, bu materialning ichidagi molekulalarni ekspluatatsiya qiladi. Ushbu molekulyar qo'zg'alish ichki isitishni oilaviy o'choq mikroto'lqinlariga o'xshatadi. Resurs qarshiligiga solishtiradigan bo'lsak, ultratovushli payvandlash usuli qo'llaniladi.
Metallni ultratovush manbaasi tebranish chiziqlari tizimi yordamida amalga oshiriladi. Uning jihozlari payvandlash apparati va rezonans transduser bilan jihozlangan ultratovushli konsentratorni o'z ichiga oladi. Manba qilingan qismlar birlashtirilgan mahsulot turlariga va ularning qalinligiga qarab quvvat bilan siqiladi. Ushbu uslub aviatsiya, avtomobil va boshqa ishlab chiqarish sanoatining boshqa tarmoqlarini qo'llab-quvvatlovchi tuzilmalarida qo'llaniladi. Nozik birikmalarni shakllantirishga moyil bo'lgan metallar, shuningdek, yupqa qatlamni payvandlashda ham dolzarbdir.
Sovuq manbalar bo'lishi mumkin bo'lgan materiallar
Ultratovushni ishlab chiqaradigan elektromagnit va radiatsion transduser, ultratovushni payvandlanadigan qismlarga uzatish uchun sonotrod, bosim ostida payvandlanadigan qismlarni saqlash uchun matbuot. Ultrasaj faqat plastmassa yoki polimer-plastmassali bo'lishi mumkin. Har bir ma'lumot uchun ovozning bosimi va to'lqin uzunligi o'rganilishi kerak.
Ultrasonik payvandlash uskunalari
Ultrasonik payvandlashning afzalligi, u butunlay eriydi va elektr o'tkazmaydigan qismda materialning periferik isitishiga olib kelmaydi. Ultrasonik manba mashinasi ultratovushli generatorni, matbuot va sonotrodi animatsiyasini qamrab olishi mumkin bo'lgan ustaxonadir.
Ultrasonik payvandlash - bu qo'shimchalar qilishning o'ziga xos usulidir. Uning asosiysi farqli xususiyat Materiallarga elektr energiyasiga minimal qarshilik bilan mos kelishi mumkin. Bundan tashqari, payvand choklarini payvandlashdan oldin ularni maxsus ishlov berish talab etilmaydi, ularni laklar va kino oksidlaridan tozalash kerak emas. Ultratovushni ishlatganda ham, boshqa payvandlash usullaridan yuzlab marta kattalashgan mahsulotlarni ulash mumkin.
Ultrasonik payvandlash mashinasining ishlash printsipi.
- Qismlarga payvand qilinadigan qismlarni ko'rsatish va joylashtirish.
- Sonotrode tushishi va bosimning ikki qismdan oshishi.
- Materialni eritma haroratiga ultratovushli isitishning qisqa emissiyasi.
- Qisqa muddatli sovutish vaqtida xizmat bosimi.
- O'rnatilgan qismlarni chiqaring.
Ikki qismli payvandlash usullari mavjud: isitish pichog'i bilan payvandlash, ultratovushli payvandlash, qaytib payvandlash, burilish, lazer yoki yuqori chastotali oqim. Elektr chalg'ituvchi asboblar tufayli yuqori chastotalarda vibratsiyalash.
Ultrasvir yordamida polimerlarni payvandlash xususiyatlari
Ultrasonik polimerli payvandlashda ishlatishning eng keng doirasi. Uning afzalliklari quyidagilardan iborat: materiallarning haddan tashqari qizishi, qiyin kirishga ega bo'lgan joylarda chekka va chet el qoplamali mahsulotlarni ulash qobiliyati. Bundan tashqari, ultratovushli payvandlash kristallanish jarayonida kichik intervalli materiallarni qayta ishlashga yordam beradi.
Yaratilgan vibratsiyalar bu ikki qismning aloqa yuzasida sezilarli issiqlik hosil qiladi, bu esa termal payvandlash orqali payvandlash hodisasini yuzaga keltiradi. Biz ultratovush haqida gapiramiz, chunki qo'llanilgan chastotalar inson qulog'ining eshitish qobiliyatidan ustundir: odatda 20 kHz dan 70 kHz gacha.
Amplitudalar materialning turiga va yig'iladigan qismlarning shakliga qarab 10 dan 120 mikrongacha oralig'ida bo'ladi. Albatta, bunday payvandlash uchun faqat issiq erigan materiallardan foydalanish mumkin. Mexanik ta'sir Issiqlik effekti. . Ultrasonik nasl Langevin uchligi tomonidan tasvirlangan.
Polimer plyonkalarini ultrasonik payvandlash uchun uskunalar ishlab chiqarish tamoyili quyidagicha. Manba qilingan plitalar bir-biriga o'rnatilgan va qo'llab-quvvatlashga qattiq bosildi. Ultrasonik konvertatsiya qurilmasiga ulanish bilan payvandlash moslamasi zarur quvvat bilan ta'minlanadi. Jeneratörün qo'shilishi bilan amalga oshiriladi. Ultratovush chastotasi bilan ishlayotgan kuchlanishdan polimer elastiklik o'sib bormoqda. Bundan tashqari, yupqa qatlamli payvandlash payvandlashda, u ko'mak va asbob o'rtasidagi qismning butun hajmiga va katta qalinligi bo'lgan mahsulotlar uchun - faqat payvandlanadigan qirralarning aloqa joyiga uzatiladi. Yaxshi yopishish uchun katta ish qismlarini ulashda, tartibsizliklar qirralariga maxsus qo'llanilishi mumkin.
Polarizatsiyalangan piezoelektrik seramika, sinusoidal elektr maydoni tomonidan ta'sirlangan, past amplituda va quvvatli salınımlar. Olingan amplitudalar kichik va yarim dalgaboyu materialdagi daromadni hisoblash quyidagi kabi aniqlanadi.
Biz Nastranning qarshisida ko'rsatilgan harakatlarni modellashtirishni ko'rishimiz mumkin. Yashil davlatda: qo'zg'alish amplitudasi Qizil: natijada paydo bo'lgan amplituda qora rangda: tebranish tugunlari. Ultrasonik davrda daromad titragan qorindagi darajaga ko'tariladi va tugunlar kuchli cheklovlar bilan nol amplitudalariga ega.
Ultrasonik plastinka payvandlash jarayonining boshlanishida sirtlarning fizik shovqinlari polimer molekulalarining faollashuvi natijasida yuzaga keladi. Keyingi qadam bir-biriga payvandlanadigan materiallarning kimyoviy reaktsiyasi bo'lib, u keyinchalik o'zaro ta'sirga kiradi. Deformatsiyalar polimer materiallar chastotalar ta'sirida ultratovushlar kristalli eritmaga yoki plastmassani yopishqoq holatga o'tkazish uchun zarur bo'lgan haroratga isitishni keltirib chiqaradi. Shu bilan birga, makromolekulyarning alohida qismlarining diffuz jarayoni birlashtiriladigan polimerlarning viskoz kompozitsiyalarini aralashtirish bilan boshlanadi. Materialning payvandlanishi bu qismlarning o'lchamlari bilan aniqlanadi, ular qanchalik katta bo'lsa, sifat yanada yaxshiroq bo'ladi. payvand choki. Natijada paydo bo'lgan birikmaning kuchi manba qilingan ob'ektlarning fizik-mexanik xususiyatlari va ultratovushli payvandlash apparatlarining imkoniyatlari bilan aniqlanadi.
Turli xil maqsadlarda ishlatiladigan ikkita texnik
Ushbu ish asosan statsionar stantsiyada termoplastik manbaga moslashtiriladi.
Sanoat ultratovush ilova
- Bosim ostida ishlash: sonotrode issiq asbob sifatida ishlatiladi.
- Bosim mexanik tutishni ta'minlaydi.
- Havoning bo'shlig'ida ishlash: bo'shliq yarim amplitudada saqlanadi.
- Termal effekt va mexanik ta'sir birlashtirildi.
- Ushbu ish nozik materiallarni kesish va payvandlash uchun moslangan.
- Sonotrode va anvil o'rtasida aloqa etishmasligidan e'tibor bering.
Yuqori sifatli payvandlashning zarur shartlari ultrasonik transduserning tebranish mexanikasi ta'siri ostida yaratiladi. Shu tarzda olingan tebranish energiyasi polimerlarning chekli elastikligini oshirib yuborishga yordam beruvchi kesma va bosimning (keskinlikni) kuchaytiradi. Qachon erishilgan bo'lsa, plastiğin birlashtirilishi orasidagi aloqa sohasida plastik deformatsiya hosil bo'ladi. Natijada, ultratovush vibratsiyasining ta'siri, gazlar, sirt oksidi, organik va suyuq kinolarni bir vaqtning o'zida olib tashlash bilan bevosita aloqada bo'lgan maydonlarni kengaytirish hisoblanadi. Bularning barchasi tuzilishning mustahkamligiga yordam beradi.
Juda toza payvandlash, juda tez, hech qanday payvandlash vositasi qo'shilmagan, oson montaj qilish va avtomatlashtirish Tekrarlanabilirlik: payvandlashdan oldin yoki keyin tozalash jarayoni amalga oshirilmaydi. Jeneratör: chastota payvandlash uchun zarur bo'lgan tebranish chastotasiga mos keladigan muqobil oqimni yuboradi. Piezokeramikadan iborat konvertor: muqobil tokni mexanik tebranishlarga aylantiradi. Pezoelektrik sopol idishning o'ziga xosligi: elektr kuchlanishni jo'natishda keramika kuchlanish polaritesiga muvofiq uzaytiriladi yoki qisqaradi. Kuchaytirgich: mexanik rezonans chastotasi tufayli ular Sonotrodning tebranish amplitudasini mexanik ravishda o'zgartirishga imkon beradi: bu ishlab chiqarilgan tebranishlarni etkazib beruvchi va shunday qilib energiyani uzatish imkonini beradigan elektronning oxirgi elementidir. Ultrasonik payvandlash plastik va rangli qismlarni ulash va biriktirish uchun bugungi kunda ishlatiladigan eng tez va eng iqtisodiy usuldir.
Ultrasonik payvandlashning asosiy ilovalari
Sanoat ishlab chiqarishda ultratovushli payvandlash mashinalarining ishlatilishi juda nozik choyshab, sim va folga ulash imkonini beradi. Bu, ayniqsa, payvandlash materiallari uchun to'g'ri. turli kompozitsion. Yarimo'tkazgichli qurilmalarni, mikroelektronik elementlarni, nozik mexanikani, optikani, maishiy texnika isitgichlarini ishlab chiqarish ultratovush ultratovush ishlatmasdan mumkin emas. Bundan tashqari, ushbu usul ingichka mis, nikel va alyuminiy plitalarning rulon qirralarini birlashtirish uchun ajralmas hisoblanadi.
Ultrasonik payvandlashning muhim afzalliklari elimsiz, elementlar va erituvchilarsiz ishlash imkonini beradi, shuning uchun ekologik xavfsiz va iqtisodiy dastur hisoblanadi. Bu turdagi qattiq, termoplastik va inson tarkibida bo'lgan tolalarni ulash uchun ishlatilishi mumkin. Shu maqsadda ultratovushli payvandlash yuqori chastotali ovoz to'lqinlarini ishlab chiqaradigan akustik asbob yordamida amalga oshiriladi. Bog'langan qismlar salqinlashadi, shu bilan aloqa yuzalarida ishqalanish orqali issiqlik hosil qiladi, ular birlashib, ulanishga ruxsat beradi.
Ultrasonik payvandlash texnologiyasining noyob qobiliyatlari oltin, nikel, mis, kumush, alyuminiy kabi bir tekis va undan kam po'stlog'li yoki qattiq materiallar kabi sfera metallarni birlashtiradi. Shunday qilib, metall elementlarni seramika, shisha va yarim o'tkazgich mahsulotlari bilan payvandlash mumkin. Tungsten, zirkonyum va niyobiy kabi refrakter metallarga nisbatan ultratovushli payvandlash qimmatroq emas. Ushbu usul sizga ikkita metall qismni uchinchi metalldan iborat bo'lgan qatlam orqali ulash imkonini beradi. Misol uchun, ikki temir mahsulot alyuminiy qatlam orqali payvandlanishi mumkin. Ultrasonik simli payvandlashda turli xil oksidlar, laklar yoki polimerlar bilan qoplangan metalllarni birlashtiruvchi texnologiya keng tarqaldi.
Ultrasonik payvandlash jarayonida muhim omillar quyidagilardir: ishlatiladigan materiallar, kontakt yuzasi, payvandlash kabelining joylashishi, birlashma konstruktsiyasi va payvand chokining kengligi, bu muayyan vositani tanlashda e'tiborga olinishi kerak. Ushbu protsedura ultratovushli metalli payvandlash sohasida 1950-yillarda ishlab chiqilgan va uskunani boshqarish kompyuter yordamida amalga oshirilganligi sababli ushbu usul plastiklarda ishlatiladi va u yuqori sifatli va arzon plastik birikmalar uchun standartga aylangan.

Ko'pincha, ushbu turdagi payvandlash tarkibiy qismlarida turli tarkibiy qismlari bilan ishlatiladi. Payvandlash jarayoni doimiy yoki bir yoki bir nechta nuqtalar bilan tikuvli yopiq kontur bo'ylab amalga oshiriladi. Kamdan kam hollarda, ulanishlar, masalan, simlar va samolyotlar bilan T shaklidagi usul yordamida amalga oshiriladi. Ushbu osboy kalıplama mahsulotning tel qismining oxiriga ta'siri tutiladi. Bir vaqtning o'zida bir nechta qismlardan iborat paketni bir vaqtning o'zida payvandlash uchun ultratovush usulini qo'llash ham mumkin.
Rangli metallar, masalan, mis va alyuminiy kabi ultratovushli manbalar, sanoatda ko'p yillar davomida tasdiqlangan jarayondir. Payvandlash jarayoni payvandlash qurilmalari hajmiga qarab 1-3 soniyadan juda tez sodir bo'ladi. Boshqa payvandlash usuli bilan solishtirilganda, ulanish elementlari kamroq isitiladi, shuning uchun erish nuqtasiga erishilmaydi. Boshqa majburiy usullardan juda ko'p afzalliklari mavjud. Simli izolyatsiya kabi boshqa yaqin materiallar zarar ko'rmaydi. Bundan tashqari, qattiq materiallarda ulanishlar yaratilmaydi.
Yuqori haroratlarda moddiy qulaylikning qisqa muddati intermetalik birikmalarni shakllantirishga qodir metallarga yuqori sifatli birikmalar ishlab chiqarishga yordam beradi. Manba paytida begona qo'shimchalar bilan ifloslantirilsa, materiallar ularning xususiyatlarini o'zgartirishi mumkin. Boshqa usullardan farqli o'laroq, ultratovush orqali birikmaning yuqori kimyoviy homogenligi materialni matolarni ultrasonik payvandlashda keng qo'llaniladigan yaxshi gigienik xususiyatlarga ega bo'lish imkonini beradi.
Resurs chidamliligi dastlabki ikki atom qismini payvandlash jarayonining natijasidir. Payvandlash shakli diffuziya bilan lehimga o'xshaydi. Ilovalar: metall sanoatidagi amaliy dasturlar juda ko'p. Ular simlar va shinalar, kabel simlari va avtomobil va elektrotexnika sanoati sohasidagi aloqalarni simsiz aloqa kabellari, filmlar va yupqa qatlamli maxsus ilovalarga asoslanadi. Ushbu ilovalarning namunalari tegishli dastur namunalarida batafsil tavsiflanadi.
Termoplastik materiallarning ultrasonik manbai: bu usul plastik qismlar savdosining uzluksiz rivojlanishi va texnologiyaning oddiy va o'ta toza qo'llanilishi tufayli tezda mustahkamlanadi. Ultrasonik payvandlash turli xil plastik materiallarning ishonchli va ishonchli ulanishini ta'minlaydi. Bizning sahifamizga tashrif buyuring.

Ammo uning barcha jihatlari uchun ultratovushli payvandlash muayyan qiyinchiliklarga duch kelmoqda. Shunday qilib, amaliyotda ossilator amplitudani nazorat qilish qiyin eng muhim ko'rsatkichlar bu jarayon. Ushbu turdagi payvandlash usullaridan foydalanish natijasida hosil bo'ladigan payvandning charchayverish ehtimoli ehtimoli va ish vaqtidagi ish zarrachalari bir-biriga nisbatan o'z pozitsiyasini o'zgartirishi mumkinligini hisobga olish kerak. Parchalarning yumshagan sirtlarida asboblar tushishi mumkin. Jihozni materialga payvandlash hollari mavjud bo'lib, u tezkor kiyimga hissa qo'shadi. Ultrasonik qurilmalarni ta'mirlashda muayyan qiyinchiliklar mavjud, chunki ular katlamasiz dizaynning tarkibiy qismi bo'lib, konfiguratsiyasi va o'lchami qat'iy hisoblab chiqiladi.
Ushbu texnologiya ham doimiy assotsiatsiya tomonidan ishlab chiqilgan mahsulotlarni ishlab chiqarishga, ya'ni oddiy iste'mol tovarlari uchun kelgusida sökme va ta'mirlash imkoniyatlarini yo'qotish to'g'risida ongli ravishda qaror qabul qilishga yordam berdi. Yana bir muhim dastur, masalan, tibbiyot sohasida gigienik maqsadlar uchun bir martalik mahsulotni ishlab chiqarishdir.
Ultrasonik manba: ish
20 dan 40 kHz gacha bo'lgan chastotali ultrasonik tebranishlar, 50 Hazrati oddiy oqim oqimi bilan ishlaydigan ultratovush generatorlari tomonidan ishlab chiqariladi. Konverter keyinchalik jeneratördan kelgan yuqori chastotali vibratsiyasini mexanik harakatga o'zgartiradi - ultra tezkor mikroorganizmlarga o'xshash.





