Elektródák, amelyekre a termék neve utal. Az elektródák típusai. Elektródák egy csoportja, amellyel hideg hegesztést és öntvényeket készítenek öntöttvas termékekből.
ELEKTROMOS OSZTÁLYOZÁS
|
JELÖLÉSI PÉLDÁK:
A KÜLÖNBÖZŐ ELEKTRODOKRA VONATKOZÓ SZABÁLYOZÁSOK AZONOSÍTÁSA Savval bevont elektródákMás szilárd anyagokat kémiai reakciókkal, például ötvözetekkel vagy más összetett szintetikus vegyületekkel nyerünk. Fontos tényező a szilárd anyag részecskemérete. A bevonó komponensek fizikai szerkezete kristályos, rostos vagy amorf. Gyakran használt kristályos anyagok, például rutil, kvarc és csillám. A rutil a titán-dioxid ásványi anyag természetes megnyilvánulása, és széles körben használatos az elektródák lerakódásában.
|
A HEGESZTETT ELEKTRODOK JELÖLÉSE
JELÖLÉSI PÉLDÁK:
A szálas anyagok, mint például a cellulóz és az amorf anyagok, mint például a szilícium-dioxid és más szerves vegyületek, szintén a bevonatok általános összetevői. A bevonó összetevők osztályozása. A bevonóanyagok hat fő csoportra oszthatók: ötvöző elemek - ötvöző elemek, mint például a molibdén, a króm, a nikkel, a mangán és mások, a mechanikai tulajdonságokat a hegesztési fémnek adják. Az elektródák kötőanyagként történő bevonásához oldható kötőanyagokat, például nátrium- és kálium-szilikátokat alkalmazunk.
A hegesztéshez használt elektródák típusai
A kötőanyagok funkciói közé tartozik a bevonóanyag műanyag tömege, amely kályhában extrudálható és szárítható. A kemencébe való belépés után a végső bevonatnak keménynek kell lennie, hogy támogassa a krátert és elég erős legyen ahhoz, hogy ne szakadjon meg, repedjen vagy repedjen. A kötőanyagokat arra is használják, hogy a bevonatot nem gyúlékonyvá tegyék, és megelőzzék a korai bomlást. Gáztermelés - a közös gázképző anyagok szénhidrátok, hidrátok és karbonátok. Ilyen anyagok például a cellulóz, a kalcium és a magnézium-karbonátok, valamint agyagban és csillámban található kémiailag kombinált vizek.
A KÜLÖNBÖZŐ ELEKTRODOKRA VONATKOZÓ SZABÁLYOZÁSOK AZONOSÍTÁSA
Elektróda típusa
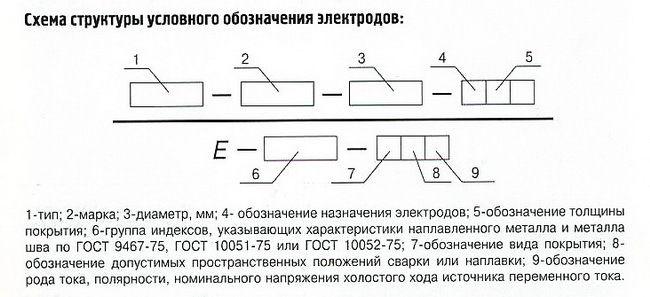
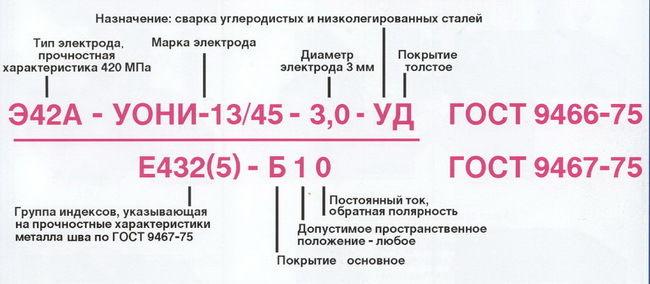
A szén és az alacsony ötvözetű acélok, valamint a megnövelt és nagy szilárdságú ötvözött acélok hegesztéséhez a jelölés a következőket tartalmazza:
Ezek az anyagok szén-dioxidot, szén-monoxidot és vízgőzt bocsátanak ki magas ívhegesztési hőmérsékleten. Ez különösen igaz váltakozó áramú hegesztés esetén. Az öntőanyagok titán-, kálium- és kalciumvegyületek. Űrlapok és salak - ezeket az összetevőket főleg a salak sűrítésére használják, mint például a viszkozitás, a felületi feszültség és az olvadáspont. és magnetit - az ilyen típusú anyagok. Plasztifikátorok - a bevonatokat gyakran granuláljuk, és ahhoz, hogy sikeresen extrudálhassuk őket, szükség van kenő- és lágyítóanyagok hozzáadására, hogy a bevonat enyhén nyomás alatt áramoljon.
index E
az indexet követő számjegyek, amely a szakítószilárdság értékét mutatja kgf / mm2-ben;
index Ajelzi, hogy a hegesztési fém fokozott hajlékonysági és szilárdsági tulajdonságokkal rendelkezik.
Hőálló, nagy ötvözetű acélok és bevonatok hegesztéséhez a szimbólum a következőket tartalmazza:
A legelterjedtebbek a kalcium és a nátrium-karbonátok. A hidrogén nagy szilárdságú acélok hegesztésekor problémákat okozhat. Osztályösszetétel funkció Cellulózvédelem 35% rutilgáz 15% a salak - ív stabilizátorból. Vas-mangán 5% -os oxidálószer - vasötvözet talkum 15% salakos nátrium-szilikát 25% kötőanyag - folyékony fluxus 5% kalcium-karbonát 30% gáznemű anyag - fluorit-fluidizáló 20% salakos - fluxus ferro-mangán 5% deoxidizer - vasötvözet .
Kálium-szilikát 15% kötőanyag - ívstabilizáló acélpor 30% csapadék nedvesség 0, 1%. A ruténium bevonat a következő jellemzőkkel rendelkezik: általános célú fogyasztás; A bevonat legfeljebb 50% rutil; közepes behatolás; gyorsan telepíthető salak, könnyen eltávolítható; A hegesztési fémnek magas a hidrogénszintje; viszonylag alacsony hőmérsékleten történő szárítást igényel, hogy a hegesztési fém ne legyen durva porozitás.
az indexet követő számok, jelezve, hogy az átlagos széntartalom száz százalékban van;
betűk és számok, amelyek meghatározzák a kémiai elemek tartalmát százalékban. A kémiai elemek feliratozásának sorrendjét a hegesztési fémben lévő megfelelő elemek átlagos tartalmának csökkenése határozza meg. Ha a fő kémiai elem átlagos tartalma kevesebb, mint 1,5%, a kémiai elem betűjelének mögötti szám nem szerepel. A hegesztett fém átlagos szilíciumtartalma legfeljebb 0,8% és mangán 1,0% -ig terjed, a C és D betűk nem kerülnek le.
Egy nagyon magas bevonat a következő jellemzőkkel rendelkezik: vaspor hozzáadása; növeli a lerakódási sebességet; Tartalmazhat vagy nem tartalmazhat; Növeli a vas-oxid képződése következtében a salak áramlását; javítja az ív stabilitását és csökkenti a behatolást, különösen nagy áramintenzitás esetén, ami minimálisra csökkenti a harapások előfordulását; A forrasztási lehetőség a gravitáció hatására; Csökkenti a hegesztett fém szilárdságát.
Nem fogyasztható elektródák és jelölésük
A nagyon nagy teljesítményű elektródák nagy lerakódási sebességgel rendelkeznek, ami a gravitációs hegesztés a hajógyárakban az ábrán látható eszközzel történik. Bevonási funkciók: Fémvédő hegesztés - a legfontosabb bevonási funkció a védelem fémhegesztés az oxigénből és a nitrogénből a levegőből, amikor az ívön keresztül folyik, valamint folyékony állapotban. Védelem szükséges a fém integritásának biztosításához. hegesztési varrás, a gázbuborékok hiánya és elegendő szilárdsága és hajlékonysága.
index E- kézi elektróda ívhegesztés és burkolat;
 Fém megjelölés
Fém megjelölés
A 490 MPa (50 kgf / mm 2) szakítószilárdságú szén- és alacsony ötvözetű acélok hegesztéséhez 7 elektródát használnak: E38, E42, E46, E50, E42A, E46A, E50A. Szén és szén hegesztéséhez alacsony ötvözetű acélok szakítószilárdsága 490 MPa (50 kgf / mm 2) és 588 MPa (60 kgf / mm 2) között, 2 típusú elektródát használnak: E55, E60. Ötféle elektródát használnak ötvözött nagy szilárdságú és nagy szilárdságú acélok hegesztésére, amelyek szakítószilárdsága nagyobb, mint 588 MPa (60 kgf / mm 2): E70, E85, E100, E125, E150.
Hegesztéses hőálló acélok - használt elektródák
Magas hőmérsékleten az arcs nitrogén és oxigén könnyen kombinálható a vaszal, és vas-nitrideket és vas-oxidokat képez, amelyek, ha a minimális értékeknél a hegesztési fémben vannak jelen, törékenységet és porozitást okoznak. A nitrogén a legmegfelelőbb, mivel nehéz a hatását a hegesztőteknőbe való belépés után ellenőrizni. Az oxigént megfelelő dezoxidálószerekkel távolíthatjuk el. A légköri szennyezés elkerülése érdekében az olvadt fém áramlását gázokkal kell védeni, amelyek kiszorítják a környező légkört az ívből és az olvadt fém forrasztásból.
Hőálló acélok hegesztéséhez - 9 típus: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MF. Speciális tulajdonságokkal rendelkező, magas ötvözetű acélok hegesztéséhez - 49 típus: E-12X13, E-06X13N, E-10X17T, E-12H11NMF, E-12H11NVMF, stb. Speciális tulajdonságokkal rendelkező felületi rétegekre - 44 típus: E-10G2, E- 10G3, E-12G4, E-15G5, E-16G2HM, E-30G2HM stb.
Márkaelektróda
Ezt úgy érik el, hogy olyan bevonóanyagokat használnak, amelyek gázokat képeznek, és amelyek hegesztés közben bomlanak és védő légkört hoznak létre. Az ívstabilizálás egy stabil ív, amely könnyen megnyílik, zökkenőmentesen ég, még alacsony áramok esetén is, és egyenletesen tartható hosszú vagy rövid ív segítségével. Ötvözõ elemek hozzáadása a hegesztõ fémhez - különféle elemek, mint például a króm, nikkel, molibdén, vanádium és réz, hozzáadhatók a hegesztõ fémhez a bevonó készítménybe való beépítésével.
Gyakran szükség van ötvözetelemek hozzáadására a bevonatra annak érdekében, hogy egyensúlyba hozzák e hermetikus elemek veszteségét a hegesztés során az illékonyság és a kémiai reakciók következtében. Az édes acélból készült elektródok kis mennyiségű szenet, mangánt és szilíciumot igényelnek a hegesztési betétben, ami teljes hegesztéshez vezet a szükséges szilárdsági szinttel. A szén és a mangán egy része a rúdból származik, de ferromangán ötvözetekkel és bizonyos esetekben ferro-szilíciumötvözetek hozzáadásával kell kiegészíteni.
Az elektródok minden típusa megfelelhet egy vagy több márkának.
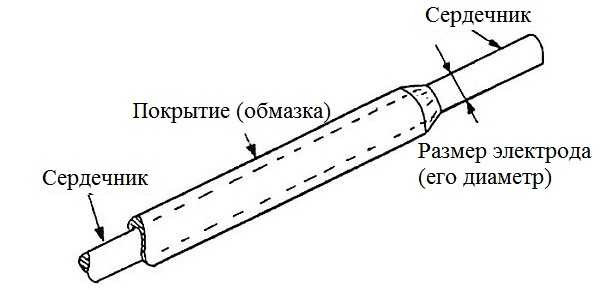
Elektródátmérő
Az elektród átmérője (mm) megfelel a fémrúd átmérőjének.
Az elektromos ív iránya - az elektromos ív áramlásának iránya az elektródák csúcsán kialakuló kráterrel történik. Megfelelő kötőanyagok alkalmazása állandó krémet biztosító bevonatot biztosít, és további behatolást és jobb célzást biztosít az elektromos ívnek. A salak fluxusként működik - a salak feladata, hogy további védelmet nyújtson a légköri szennyezés ellen, tisztítószerként és a szennyeződések elnyelésére, valamint a salak által rögzített szennyeződések csökkentésére, valamint az olvadt fém hűtési sebességének csökkentésére a gázok kilépése érdekében.
Elektróda hozzárendelés
588 MPa (60 kgf / mm 2) szakítószilárdságú szén- és alacsony ötvözetű acélok hegesztéséhez - a betűvel jelölt -ban;
588 MPa (60 kgf / mm 2) szakítószilárdságú ötvözött szerkezeti acélok hegesztéséhez - a betűvel jelölt L;
Az elektródák osztályozásának jelei
A salak szabályozza a hegesztés kontúrját, egyenletességét és általános megjelenését. Ez különösen fontos a sarokvarratoknál. A hegesztési pozíció jellemzői bizonyos összetevők hozzáadása a bevonathoz, elsősorban a hegesztést lehetővé tevő titánvegyületek. A salak jellemzői - főként a felületi feszültség és a megszilárdulási hőmérséklet - határozzák meg erősen az elektróda alkalmazhatóságát a pozícióból történő hegesztés során. A hegesztési fém integritásának figyelemmel kísérése - a porózus vagy a hegesztési fémbe csapdába eső gázok rendszerint szabályozhatók a bevonószerkezettel.
Hőálló acélok hegesztéséhez - betűvel jelölt T;
Speciális tulajdonságokkal rendelkező, magas ötvözetű acélok hegesztéséhez, a betűvel jelezve az;
Speciális tulajdonságokkal rendelkező felszíni rétegek burkolásához - betűvel jelölve H.
Bevonat vastagság aránya
Ez a bevonat egyes összetevőinek egyensúlya, amely észrevehető hatással van a hegesztési fémbe csapdába eső gázok jelenlétében. Ezeknek az összetevőknek a megfelelő egyensúlya döntő fontosságú a hegesztési fém számára elérhető integritás szempontjából. A ferromangán valószínűleg a legelterjedtebb összetevő a megfelelően kiegyensúlyozott képlet eléréséhez. A hegesztési fém mechanikai tulajdonságainak sajátos mechanikai tulajdonságait bevonattal bevonhatjuk a hegesztési fémbe.
Az alacsony hőmérsékleten, a magas hajlékonyságon és az áramlási tulajdonságok növekedésénél és a mechanikai szilárdságnál nagy szilárdsági értékeket állíthatunk elő a bevonat ötvözõ elemeinek hozzáadásával. Acélmag szigetelés - a bevonat szigetelőként működik, úgyhogy a szövedék nem okoz rövidzárlatot a mély ferde vagy keskeny lyukak hegesztésekor; A bevonat az elektródák cseréjekor is védi a kezelőt.
Az elektród bevonat átmérőjének arányától függően Da fémrúd átmérőjéhez d, az elektródok a következő csoportokba vannak osztva:
vékony bevonattal (D / d≤1,2) - betűvel jelölt M;
átlagos bevonattal (1.2
vastag bevonattal (1.45
extra vastag bevonattal (D / d\u003e 1,8) - D.
Ezt a cikket úgy tervezték, hogy viszonylag hegesztést hajtson végre három különböző típusú elektródával: rutil, cellulóz és lúgos. A munka célja az elektródák típusainak összehasonlítása a hegesztési fröcskölés, a gáztermelés, a salak törése és a hegesztés vizuális szempontjainak megtervezéséhez.
Kulcsszavak: elektróda, Rutiko, Basic, cellulóz. Gazdasági hatásként a hegesztés nagyon fontos eszköz a mérnök számára a termelési és gyártási költségek csökkentése érdekében. Számos termék a piacon nem állítható elő hegesztési módszerek használata nélkül, mint például autók, ipari berendezések, szerkezeti elemek, atomerőművek, vízerőművek stb.
Az olvadt bevonatú elektróda jelölése
levél E- egy olvadt bevonatú elektróda nemzetközi megjelölése.
A hegesztési fém vagy a hegesztési fém jellemzőit mutató indexek csoportja
A porózus elektródával történő hegesztést a kézi ívhegesztés folyamata határozza meg, ahol a fémek összekapcsolása a hegesztésből származó elektróda és a hegesztett csuklós fém között elhelyezett elektromos ívből származó hővel. Az elektróda fémje összeolvad az alapanyaggal, és egy elektromos ívben továbbítódik. A salak az elektród bevonatából és az alapfém szennyeződéséből képződik, és bevonatként szolgál a hegesztés fedezésére, védve a légköri szennyezéstől, és segít a hűtés szabályozásában is.
Az alábbi ábra. Az 1. ábra az összes pozíciót jelöli. A 2. ábra vízszintes és vízszintes helyzet. A 4. ábra vízszintes, vízszintes, függőleges helyzetet jelent. Amikor az előző számjegy 1, amikor az előző számjegy 2. Gyártási folyamatok: hegesztés és öntés.
A szén- és alacsony ötvözetű acélok hegesztési szilárdságához legfeljebb 588 MPa (60 kgf / mm 2) hegesztéséhez használt elektródok esetében.
http://elektrod-3g.ru
Első alkalommal 1902-ben megjelent egy hegesztő elektróda. Azóta sok minden megváltozott új típusok és márkák jelentek meg. A hegesztő elektróda a leggyakoribb anyag. Minden elektród márkának saját tulajdonságai vannak. . Mindig emlékezzen arra, hogy minden egyes anyagtípushoz válasszon egy speciális elektródot.
Az elemzésben használt elektródákat használtam. A zsinórok mindegyikét megvizsgáltuk a zsinórok geometriájának és általános megjelenésének figyelembevételével. A cellulózelektródával végzett eljárás során több gáz figyelhető meg, mint az előző eljárásban. Ez az eljárás azonban nagyobb mértékben behatol az alapfémbe, ami a lemez túlmelegedéséhez vezet.
- Ez a folyamat sok sprinklert okozott, még az előző folyamatnál is.
- Megjegyezzük, hogy a salakképződés hiányzik.
- A hegesztés nagyon gyenge volt, és nyilvánvalóan rossz minőségű.
A szén- és alacsony ötvözetű acélra szánt elektródok legnépszerűbb márkák: UONI-13 / NZh / 12h13. A márka elektródái a korrózióálló acélok hegesztésére szolgálnak. Ezt a modellt az összes szabály hozta létre. GOST 9466-75. Az ilyen elektródával történő hegesztés egyenáramban történik.
SSSI 13/55. Egy ilyen hegesztő elektródot használnak mind az alacsony ötvözetű, mind a szénacél hegesztésére. Megfelel GOST 9466-75,GOST 9467-75,TU 1272002010558589 . A hegesztési folyamat váltakozó és fordított polaritású egyenárammal történik.
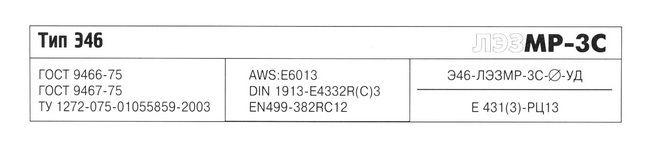
MR-3C .Ennek a márkának a hegesztőelektródája szén- és alacsony ötvözetű acélból készült termékek hegesztésére szolgál.. A hegesztés közvetlen és váltakozó árammal történik.
MP-3T. Ez az elektróda szén-, alacsony ötvözött acélból készült termékek hegesztésére szolgál. A hegesztés mind közvetlen, mind váltakozó árammal történhet. A DC polaritása megfordul. Az ilyen elektródák esetében azonban van egy árnyalat, a szén-dioxid-tartalom nem lehet kevesebb, mint 0,25%, és az átmeneti ellenállóképesség nem haladhatja meg a 490 MPa-t. Az ilyen elektródák megfelelnek a GOST 9466-75, GOST 9467-75.
OZS-12. Az ilyen elektródok szén- és alacsony ötvözetű acélokhoz is vannak tervezve. Az ideiglenes ellenállási szünetek 490 MPa. Szénhegesztő elektródák : VDK VDP IC. Legnépszerűbb márkák nem kielégítő volfrámelektródák GOST 23949-80: EVC EVL EVI-1 EVI-2 EVT-15 A réz és rézötvözetek hegesztéséhez speciális elektródák is vannak: OZB-2M OZB-3 ANT / OZM2 Komsomol 100 tagANC / OZM3 Anyagok, például nikkel és ötvözeteinek hegesztéséhez használjon OZL-32, B-56U elektródákat. Ha olyan anyagokkal szeretne dolgozni, mint az alumínium és ötvözetei, akkor válassza az elektródákat: OZANA-1, OZA-1, OZA-2, OZANA-2.
Az elektródák nagy szerepet játszanak a hegesztési folyamatban. Általában az elektródákkal való hegesztés megbízhatóbb, tartósabb, gyorsabb, gazdaságosabb lesz.
Nem titok, hogy a fémhegesztés során az elektródák mozgását végzik. Ezeket a mozgásokat gyakran oszcillálónak nevezik. A fémhegesztésnek számos technológiai megközelítése van. elektródaa hegesztési folyamat során, függetlenül az alkalmazott módszertől, a mozgás a három különböző irányban.
Első mozdulatúgynevezett transzlációs, amelyben a mozgás az elektróda tengelye mentén halad. A sebességtől függően olvasztóa transzlációs mozgás állandó hosszúságú. ív, amely nem haladhatja meg az elektróda 0,5-1,2-es átmérőjét. Az ív hossza függ elektróda jelekés hegesztési feltételek. A varrás kialakulása az ív hosszának csökkenésével és a rövidzárlat valószínűségével romlik (rövidítve). Az ív megnövekedése az elektróda fém fröccsenésének növelésének oka, és a formájú hegesztés minőségének és tulajdonságainak (mechanikus) csökkentése.
Második mozgás az elektróda elmozdulása a tengely mentén egy varrás kialakítása érdekében. Elektródátmérő, áramerősség ( dCvagy változó) és az elektróda olvadási sebessége meghatározza az elektród sebességét. Az elektróda keresztirányú elmozdulásának hiányában a varrat keskeny (izzószál), amelynek szélessége körülbelül 1,5-szerese az alkalmazott elektródának. Ezt a varratot hegesztés közben használják vékonyfémlemezek.
Utolsó lépés az elektróda elmozdulása a hegesztés szélességének és a fém olvadási mélységének beállításához. Ezek az oszcillációs mozgások a hegesztő és a képességek magas minősítését, valamint a hegesztendő anyag jellemzőit, a varrat helyzetét és méretét határozzák meg. A hegesztés szélessége keresztirányú oszcillációs mozgások esetén 1,5–5-szerese az alkalmazott elektróda átmérőjének.
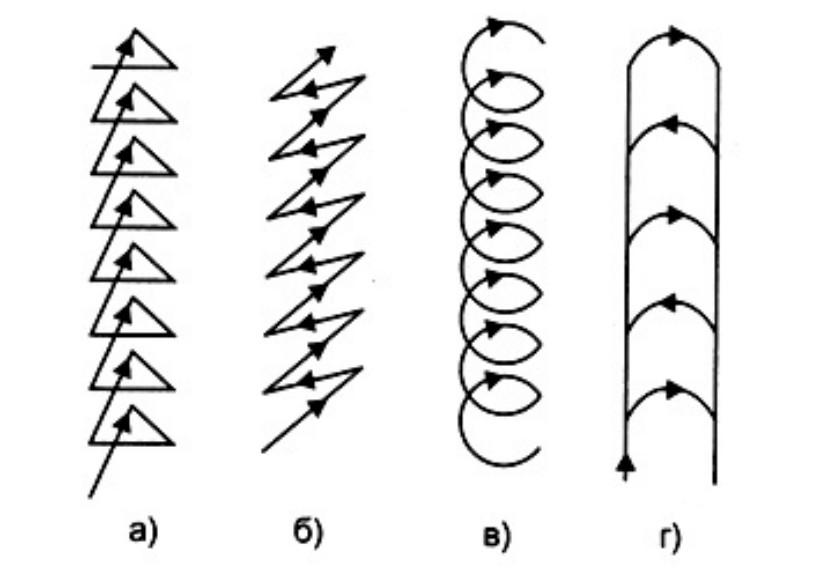
A hegesztés során a kiváló minőségű hegesztés megszerzésének fő feladata és feltétele az elektróda kompetens és technikailag helyes mozgása. Fontos az elektróda oszcilláló mozgásának bizonyos módszere, valamint mozgásának racionalitása. A jó minőségű hegesztés elvégzésére számos gyakori mód van.a hegesztő minden helyzetében használható hegesztés közben hajtja végre. Ezek a „karácsonyfa” (a), szög (b), „spirálmozgás” (c), „félholdos mozgás” (d). 1. ábra
A függőleges sarokhegesztés során a legmegfelelőbb az összes módszer megjelenítése. az elektróda oszcillációs mozgásaEzenkívül a hengerelt termékek hegesztésének nagyon gyakran használt művelete. Ebben az esetben a hegesztés előtt elhagyjuk az élek vágásával és a felületek előkészítésével kapcsolatos kérdéseket.
Az elektróda oszcilláló mozgása által félhold vagy spirál segítségével a polcot először egy elektródával hegesztik a széleihez, és kis rések és törések nélküli részek után a fém hegesztésre kerül, ezért ajánlott a hegesztés folyamatos végrehajtása. A fém további hegesztése fokozatosan történik a fenti elektróda elmozdulásával, a hátlap mögött hagyva, a kész hegesztési varrás. A hegesztés során az oszcilláló mozgás másik sémája a szög, amely az elektróda oszcilláló mozgását biztosítja alternatív elmozdulással felfelé és lefelé, hézagok nélkül, a fémek az éleken egyenletes eltolással felfelé helyezkednek el.
Módszer " karácsonyfa"Jellemzője elektróda felfelé, majd jobbra, majd le a rövid pályát balra. Kívánatos, hogy a fémek edzett cseppjei a szélei közötti hegesztés minden egyes szakaszában. Ezután az eltűnt elektródot balra mozgatjuk, majd az emelési pontról ismét leeresztjük, de most jobbra. Ilyen fokozatos mozgások folyamatos egyedi részekkel, és hegesztési varrat.
A szén és az alacsony ötvözetű acélok hegesztési és technológiai tulajdonságainak szintje is jellemzi az elektródákat a hegesztési lehetőség minden térbeli pozícióban, a hegesztési áram típusa, a folyamat termelékenysége, a pórusok kialakulásának hajlama, és bizonyos esetekben a hegesztési fém hidrogén tartalma és a hegesztések hajlama repedések kialakulására. A felsorolt jellemzőket, amelyeket figyelembe kell venni az adott elektród márka kiválasztásakor, nagyrészt a bevonat típusa határozza meg.
A lefedettség lehet:
rutil,
A fő
cellulóz,
Vegyes.
Elektródák savas bevonattal.
Az ilyen típusú bevonatok alapja a vas, mangán és szilícium oxidja. A savas bevonattal ellátott elektródákból készült hegesztési fém fokozott hajlamot mutat a forró repedésekre. A hegesztési fém és a hegesztett kötés mechanikai tulajdonságai szerint az elektródok E38 és E42 típusok.
A savval bevont elektródák nem hajlamosak a pórusok kialakulására a fém hegesztésénél, méretezéssel vagy rozsdával, valamint az ív meghosszabbításakor. A hegesztés közvetlen és váltakozó árammal történhet.
Rutilbevonatú elektródák.
Az ilyen elektródák bevonásának alapja a rutil koncentrátum (természetes titán-dioxid). A rutilbevonattal ellátott elektródák által gyártott varrat fémje egy nyugodt vagy félig csendes acélnak felel meg. A hegesztett fém ellenállása a rutilbevonatú elektródák repedése ellen magasabb, mint a savval bevont elektródáknál. A hegesztett fém és a hegesztett kötés mechanikai tulajdonságai szerint a legtöbb rutilelektród márka az E42 és E46 elektródák típusához tartozik.
A rutilelektródáknak számos más előnye van, összehasonlítva más típusú elektródákkal, nevezetesen, stabil és erős ívégést biztosítanak váltakozó árammal, alacsony fémfröccsenő veszteségekkel, a salak kéreg könnyű elválasztásával, kiváló hegesztéssel. Az elektródák nem érzékenyek a pórusok kialakulására, amikor az ív hosszát megváltoztatják, amikor nedves és rozsdás fémeket hegesztünk, és az oxidált felületre.
A vizsgált csoport elektródái is tartalmaznak olyan elektródákat, amelyekben az izotit bevonat van, amely közbenső helyzetben van az elektródák között savas és rutil bevonatokkal. Ezeknek az elektródoknak a fő összetevőjeként való bevonata tartalmazza az ilmenit koncentrátumot (a titán-dioxid és a vas természetes vegyületét).
Elektródák a fő bevonattal.
Az ilyen típusú bevonatok alapja a karbonátok és a fluoridok. A fő bevonattal elektródák által elhelyezett fém kémiai összetétele megfelel az acélnak. A kis mennyiségű gázok, a nemfémes zárványok és a káros szennyeződések miatt az ezekből az elektródákból készült hegesztési fém jellemzője a magas plaszticitás és az ütésállóság normál és alacsony hőmérsékleten, és magas hőállósággal is rendelkezik. A hegesztett fém és a hegesztett kötések mechanikai tulajdonságai szerint a fő bevonattal ellátott elektródák az E42A, E46A, E50A, E55 és E60 típusú elektródokra vonatkoznak.
A fő bevonattal ellátott elektródák technológiai jellemzői azonban alacsonyabbak, mint más típusú elektródák. Nagyon érzékenyek a pórusok kialakulására a hegesztendő alkatrészek széleinél, rozsda és olaj jelenlétében, valamint amikor a bevonat nedves és az ív meghosszabbodik. A hegesztést általában fordított polaritású egyenárammal végezzük. A hegesztés előtt az elektródákat feltétlenül magas hőmérsékleten kell kalcinálni (250-420 0 ° C).
Elektródák cellulóz bevonattal.
Az ilyen típusú bevonat általában nagy mennyiségű (legfeljebb 50%) szerves komponenst tartalmaz, általában cellulóz. Fémrétegelt cellulózelektródák, a kémiai összetétel egy félig csendes vagy nyugodt acélnak felel meg. Ugyanakkor megnövelt mennyiségű hidrogént tartalmaz. A hegesztett fém és a hegesztett kötések mechanikai tulajdonságai szerint a cellulóz bevonattal ellátott elektródok megfelelnek az E42, E46 és E50 elektródoknak. A cellulózelektródákra jellemző, hogy az egyoldalas hegesztés során a varrat egy egyenletes fordított gyöngyszemét képezi, a függőleges varratok felülről lefelé történő hegesztésének lehetőségét.
A fentiekben leírt összes, a karbon és alacsony ötvözetű acélok hegesztésére szolgáló elektródoknak, bármilyen típusú bevonattal, meg kell felelniük a GOST 9466-75 és a GOST 9467-75 követelményeinek, valamint az elektródák műszaki feltételeinek követelményeinek.
A specifikációk tartalmazhatnak további követelményeket, amelyek szükségesek a hatékonyabb folyamatmenedzsmenthez és / vagy a speciális jellemzőkkel rendelkező hegesztett kötések megszerzéséhez és a nagyobb működési megbízhatósághoz.
A kézi ívhegesztéssel végzett munka során folyamatosan dolgozik az elektródákkal. A hegesztési folyamat ezen eleme nem olyan egyszerű, mint amilyennek látszik, és kiterjedt besorolással rendelkezik. Ma a hegesztett fémek, a felszerelés típusa, a hegesztés szükséges tulajdonságai és a különféle segédparaméterek alapján választható termékek igényelhetők. Az alábbiakban ismertetjük a bevont elektródák osztályozását és jelölését.
A kézi ívhegesztéshez alkalmazható elektródák olvadás és nem olvadássá válnak. A hegesztő rudak öntöttvasból, acélból, rézből vagy más fémből készülnek, az anyagtól függően. Anód vagy katód szerepét töltik be, és adalékanyagként is működnek. Van fedett vagy fedetlen.
Az olvasztó rudak bevonása számos funkciót lát el az ív megtartásától a gázfelhő kialakításához, amely megakadályozza a hegesztés oxidálódását.
A nem hegeszthető elektródák hegesztéshez különböző tűzálló anyagokból - grafitból, volfrámból vagy szénből készülnek. Ezek az ívek meggyulladására és megtartására szolgálnak, és a varratok adalékokkal való feltöltése az olvadó anyag kézi adagolásával történik. 
Mi az olvadó elektróda
A kézi ívhegesztéshez használt olvadékelektródák egy belső rúdból és egy külső rétegből állnak. A Gosstandart követelményeinek megfelelően különböző acélokat használnak hegesztő fogyóelektródok létrehozására: széntartalmú, nagy vagy kis számú szennyeződéssel, réz, alumínium, nikkel és más színes ötvözetek is használhatók. A rúd összetétele a hegesztett anyagnak köszönhető, mivel mindkét fémnek össze kell illeszkednie. Kivételt képez az öntöttvas, amelyet mind acél-, mind réz- és vaselektródokkal lehet hegeszteni.
A maghoz hasonlóan a külső réteg a hegesztett fém tekintetében készül, ezért összetétele némileg változhat. Ennek ellenére az alábbi funkciókat látja el:
- hozzájárul az ív megtartásához;
- a hegesztési medence körül salakot képez, olvadva a bevonat ásványi összetevőit;
- védőgázt termel, amely a bevonat szerves komponenseinek égéséből adódik.
- a fém deoxidálását vagy ötvözését végzi.
A bevont elektródák osztályozása
A bevonat, ötvözet és egyéb bevont elektródák különböző paramétereinek hosszú listája alapján a kívánt típusú rudak kényelmesebb kereséséhez széles körű osztályozást kaptak. A hegesztési elektródák típusai az alábbi jelek alapján oszlanak meg:
Rendeltetési hely:
- kis mennyiségű szennyeződésekkel és szénötvözetekkel rendelkező ötvözetek;
- nagy számú ligatúrával rendelkező anyag;
- fokozott szilárdsággal és egyedi tulajdonságokkal rendelkező ötvözetek;
- egyedi tulajdonságokkal rendelkező felszíni elektródák.
Írja be a végső varrat értékét, amelyet szakítószilárdság, ideiglenes vagy pont mechanikai hatás jellemez.
Márkahegesztési elektródák - a gyártó által a termékek belső osztályozásához rendelt egyedi érték. Éppen ezért az azonos paraméterekkel rendelkező, de különböző gyártóktól származó hegesztő elektródák jelölése eltérő lehet.
A külső réteg vastagsága - a vastagságuk aránya és a központi rúd mérete alapján - a külső réteget vékony, közepes vastagságú, vastag és nagyon vastag osztályba sorolja.
Áramtípus - egyenáramú elektródák, váltakozó áram közvetlen vagy fordított csatlakozással.
A bevonószerkezet - a hegesztőelektródon egy sav, bázis, cellulóz, rutil, nagyobb koncentrációjú vasrétegű, különböző rétegből álló lerakódás van.
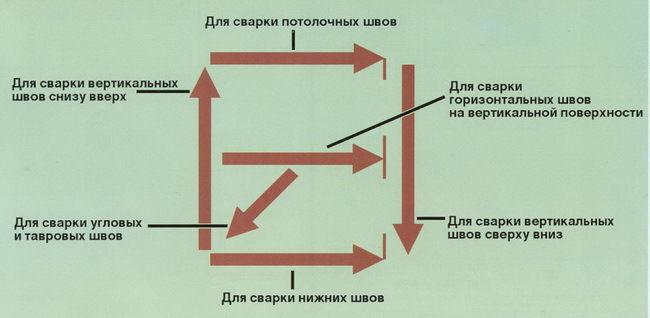
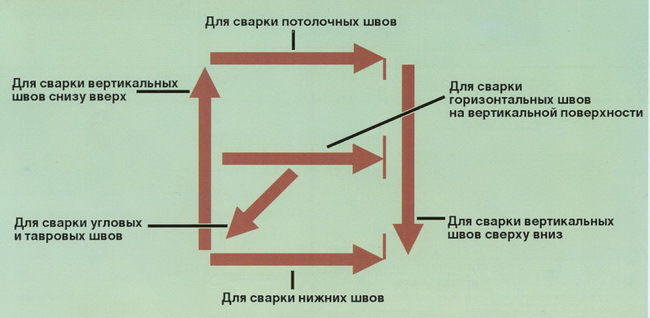
A megengedett pozíciók szerint a rudak az alábbiak szerint megengedhető árucikkekre oszthatók:
· Bármilyen rendelkezés;
· Mindent a függőleges, lefelé;
· Alsó és függőleges felfelé;
· Alsó.
Minőség vagy a varrás állapota alapján a rudakkal végzett munka után az elektródákat három csoportra osztjuk. A jobb minőségű termékek az első csoportba tartoznak.
A vastagság - az acél alap átmérőjét jelző paraméter - 1,6 és 12 mm között lehet.
A hegesztő elektródák jelölése és értelmezése
Hogy kitaláljuk, melyik elektródot mutatják be, mielőtt megvizsgálnák a címkézést. Minden csomag 9 alaptulajdonságról tartalmaz információt a GOST 9466-75 szerint.
![]()
- típusok hegesztéshez bevont elektródák.
A nagy szilárdságú acélok, nagy mennyiségű szén, nagy vagy alacsony százalékos ligatúrák, az E jelű elektródával kezdődő címkével ellátott elektródákkal vannak főzve, akkor vannak olyan számok, amelyek a legnagyobb megengedett terhelést jelzik a feszültség alatt (kgf_mm2). varrás a műanyag és a sokk terheléséhez. Például: E 42, E 50, E46 A, E 60 és így tovább.
Hőálló és erősen ötvözött acélok: az E szimbólum, a kötőjel után számozott számok, amelyek a szénre utalnak, betűket és számokat követnek - egy adott kémiai elemet (A - nitrogén, M-molibdén, F - vanádium stb.) És számát századokban jelezve . A kémiai komponensek a termékben lévő mennyiségük csökkenő sorrendjében vannak elrendezve. Például: e-09M; E-10HZM1BF; E-30G2HM és így tovább. - bélyegek hegesztő elektródák
Bélyegek - a paraméter egyedi, és kizárólag a gyártótól függ. - átmérő
A bevont elektróda belső részének vastagsága 1,6 és 12 mm között változik, a mindennapi életben a leggyakrabban 3-5 mm vastagságot használják. - kinevezés
Szénacélokhoz és alacsony szennyeződésekhez, valamint 60 kgf / m2-ig terjedő erősségű munkához készültek az elektródák U betűvel vannak jelölve;
A 60 kg / m2-nél nagyobb szakítószilárdságú ötvözött szerkezeti acélok - L jelöléssel ellátott termékekkel vannak hegesztve;
Az alacsony hővezetésű acélok termékei - T betűvel vannak jelölve;
A nagy mennyiségű szennyeződésekkel és egyedi tulajdonságokkal rendelkező fémek - B-vel jelölt termékekkel hegeszthetők;
Az egyedülálló tulajdonságokkal rendelkező felszíni rétegek - N. - Bevonat vastagsága
Egy érték, amely a bevonat vastagságának a belső maghoz viszonyított arányát mutatja. Ha ez az arány kisebb, mint 1,2, akkor a terméket az M szimbólummal jelöljük, és vékony bevonattal jelöljük; az 1,2 és 1,45 közötti középső réteg a C szimbólummal van jelölve; vastagok - 1,45-től 1,8-ig D jelzéssel, végül pedig a legvastagabb jelzéssel, melynek aránya 1,8-nál nagyobb G-jelzéssel van jelölve. - A varrás fő tulajdonságai
Az ötvözetek pontos tulajdonságai ezeknek az értékeknek az egyes típusaira a sajátjuk, és jelzik a szennyeződések szilárdságát, százalékos összetételét, a hegesztési hegesztési hőmérsékletet és számos más mutatót. Ezek az értékek megtalálhatók a megfelelő táblázatokban dekódolással. - Az elektród bevonat típusa
A - savas bevonat.
B - kalcium-fluorid.
C - cellulóz.
R - rutil.
W - magas vastartalom.
Vannak vegyes típusú elektród bevonatok is, amelyek összetételük alapján több betűvel vannak jelölve. - Térbeli pozíciók jelölése
1 - mind
2 - mindent a függőleges kivételével, lefelé irányítva;
3 - alsó és függőleges (alulról felfelé);
4 - kizárólag alacsonyabb. - Hegesztőáram típusa és kapcsolat
- 0-as index elektródák egyenáramú és fordított kapcsolatokhoz;
- az 1,4-es, 7-es index - jelöli a termékeket bármilyen feszültségre és bármilyen csatlakozásra;
- mutatók - 2,5,8 - bármely áram, de a kapcsolatnak közvetlennek kell lennie;
- indexek - 3,6,9 bármely áram és fordított kapcsolat esetén.
Hegesztő elektróda gyártók
Az alábbiakban bemutatjuk a hegesztés első három gyártóját, a bevont elektródákat Oroszországban:
- SPE "Eurázsia hegesztése". A vállalat több mint 70 éves történetében sikerült elsajátítani az elektródák teljes gyártási ciklusát, és jelenleg mindenféle elektródot gyárt - olvasztás, hegesztés, ötvözött acélok és sok más.
- CJSC "Elektróda üzem". A gyártó híres az ország legnagyobb gépgyártóinak szállított termékeiről, a vállalat termékeket is gyárt az átlagos fogyasztó számára. A professzionális hegesztők figyelembe veszik a munka kényelmét és a vállalat termékeinek minőségét.
- LLC NPO Spetselektrod. A vállalat termékei több mint 50 különböző márkájú fogyasztói rudat tartalmaznak, melyek vastagsága legfeljebb 6 mm. A termelés egyéni megrendeléseket is vállal.
Ne felejtsd el a világ vezetőit, az első háromt:
- Az Esab egy évszázados múltra visszatekintő és a világ legjobbjainak elismert terméke. Ezek a svéd elektródok minden kontinensen ismertek a legmagasabb minőségnek.
- A Kobe Steel egy japán vállalat, amely népszerűségnek örvend, mivel termékeiket olajipari cégeknek szállították.
- A Klöckner & Co SE német acélgyártó és hegesztési kellékek. A vállalat hegesztéséhez használt elektródok nagyon népszerűek és széles körben használhatók Oroszországban.




