La carte technologique de l'exécution des connexions soudées contient. Problèmes avec le dos et les articulations - chemin direct vers l'invalidité! Comment vous sauver et oublier la douleur, raconte le docteur des sciences médicales, professeur Bubnovsky Sergey Mikhailovich
Routage Soudage - Technologie de détermination du document et processus de soudage pour des matériaux spécifiques. Il décrit important spécifications techniques et la séquence de travail requise lors de la création d'une couture de soudure. La couture de soudure est la plus endroit faible Dans la conception, la carte technologique est donc développée conformément aux GTALs existants et est contrôlée par des services d'inspection spéciaux.
Créer une carte commence par l'étude du matériau et la sélection de la méthode de soudage. Une analyse des conditions dans lesquelles la conception résultante fonctionnera. Basé sur la littérature de référence et les calculs, les régimes de soudage, le nombre de passes, la géométrie de la couture de soudure et les paramètres restants déterminent.
La carte de processus technologique de soudage consiste en de telles données:
- informations et caractéristiques des pièces soudées;
- informations sur la préparation de la connexion avant de souder (la forme des bords, angle et taille des facettes);
- données sur la quantité, l'emplacement et la taille des bandes;
- informations sur la manière dont la pièce est corrigée et comment éviter la déformation ou le décalage d'élément lors du soudage;
- la température ambiante à laquelle des données de soudage ou de chauffage sont autorisées (si nécessaire) avant le soudage;
- données d'équipement pouvant être utilisées et consommables d'occasion (électrodes, fil de soudage, gaz protecteur);
- les informations sur les modes de soudage (quel courant et quelle tension doivent être exposées, la vitesse de soudage est indiquée pour les automates, la consommation de gaz calculée et la vitesse d'alimentation du fil de soudage);
- informations sur les méthodes de vérification et de contrôle de la couture de soudure obtenue.
Lors de l'élaboration d'une carte, la partie principale est l'étude des matériaux qui seront soudés, leurs caractéristiques et leurs propriétés. Si le matériau d'origine inconnue et les propriétés sont inconnus, les échantillons sont pris et sont donnés au laboratoire pour analyser et identifier la composition. Sur la base des données obtenues, les consommables sont sélectionnés et les conditions et le procédé de soudage sont déterminés, le plus approprié pour ces pièces. En vrai acier structurel Il est fabriqué en stricte conformité avec des normes et des modèles, de sorte que les cartes technologiques des métaux et des matériaux les plus courants ont été créées depuis longtemps.
La carte technologique consiste en une liste d'œuvres consécutives, de dessins et d'explications pour eux. Pour éviter les pannes, les accidents et les pertes, il est nécessaire de tirer parti du développement du processus, car il s'agit d'un complexe de travail complet. Erreur sur l'une des étapes peut entraîner souder Même s'est effondré si toutes les autres opérations étaient remplies.
Constructions métalliques de soudure de carte technologique
Il contient une description de la portée de cette technologie. Il est indiqué ici quels types sur cette technologie, à quelle distance et à quel angle doivent être attachés aux pièces connectables pour assurer la fiabilité et la durabilité de la structure. Il indique dans quelles conditions et à quels températures soudées (à l'extérieur ou à l'intérieur) devraient être mises en œuvre.
L'élément suivant est le plus vaste et le plus important dans le processus technique. Il contient des informations sur la technologie de soudage elle-même et ses paramètres techniques composés de ces sous-clauses:
- travaux préparatoires et règles pour leur conduite;
- type d'information travail de soudage;
- une description de la séquence de chaque étape du travail (installation de bandes, séquence de coutures appliquant);
- schémas et dessins indiquant où les bandes sont placées comme des coutures sont appliquées, leur expliquant;
- les conditions dans lesquelles sont effectuées les règles de sécurité;
- le nombre d'interprètes et le temps estimé pour chaque opération et tous les travaux dans leur ensemble;
- calcul des consommables nécessaires.
Les derniers points vous permettent de calculer les coûts techniques, la synchronisation du travail et leurs avantages. Ainsi, il est possible de changer le processus bien avant le début des travaux de soudage et de les corriger. Le processus de processus technique se termine par le calcul des ressources et des fonds, ainsi que le nombre de personnes et le temps requis pour le processus de soudage.
Carte technologique du soudage des tuyaux
Il représente un document composé de tels éléments principaux:
- portée du processus technique;
- dispositions générales et recommandations;
- technologie et organisation du travail;
- exigences de qualité;
- et protection du travail;
- une liste de documentation réglementaire et technique d'occasion et de la littérature;
- cartes technologiques pour soudage.
Initialement, il est indiqué à quels objets cette carte est applicable. Puis B. dispositions générales Décrit:
- technique de travail;
- conditions en termes de qualité et de règles d'acceptation des travaux;
- Événements sur la protection de la sécurité et de la main-d'œuvre.
- types de travail effectués sur une carte technologique réelle (soudage des pipelines, assemblage, préparation des bords).
Une partie importante est des instructions pour toutes les opérations et la séquence de leur conduite. Mentionné sur la manière de produire une commande de surface visuelle préliminaire. Les raccords de tuyaux, d'arrêt et de distribution sont vérifiés pour dommages, les cavités sont nettoyées et préparées à l'assemblage. Un point important est d'indiquer quoi faire si la présence (dommages) est détectée dépassant les normes admissibles. Les défauts de surface sont éliminés avec broyage, tandis que l'épaisseur de la paroi résiduelle ne doit pas être inférieure à un minimum minimum admissible. Les extrémités des tuyaux avec des vestes et des peurs sont coupées. Lorsque le joint de tuyau soudé, les coutures longitudinales ou spirales usines sont obligatoires de 75 mm par rapport à l'autre.
La sécurité comprend des instructions à effectuer avant de souder. Les exigences sont également indiquées comment équiper la plate-forme sur laquelle l'installation technique des structures métalliques sera effectuée à l'aide de soudage et que l'inventaire d'incendie est utilisé. Le soudage doit être effectué conformément aux cartes de fonctionnement et technologiques, qui font partie de cette carte technologique basée sur le diamètre des tuyaux enroulement.
Les exigences relatives à la qualité des travaux contiennent des méthodes de transfert pour vérifier les soudures et les écarts autorisés. Avec des résultats de contrôle insatisfaisants, la procédure et la méthode de correction des défauts sont indiquées.
Cartes opérationnelles et technologiques contiennent tous caractéristiques Requis pour le soudage:
- soudure d'objet;
- caractéristiques des tuyaux;
- matériaux de soudage;
- bords de coupe de forme et soudure;
- préchauffage (si nécessaire);
- modes de soudage;
- exigences supplémentaires et des recommandations;
- liste et séquence d'opérations d'assemblage et de soudage.
Les tuyaux de soudage des cartes technologiques et d'autres structures métalliques sont entièrement identiques à apparenceMais diffèrent dans le contenu et le remplissage.
Soudage - Un processus complexe, dont l'exécution doit être faite dans une séquence stricte de certaines actions associées à la préparation de métal, l'exécution de l'articulation soudée et le contrôle ultérieur. Soudure soudée, sinon de payer pour une attention particulière, est un endroit vulnérable dans n'importe quel design soudé. La raison de cela peut être désavantagée dans le développement de la technologie de soudage ou en général son absence, un contrôle insuffisant, un choix infructueux poste à souder et des matériaux. En conséquence, une grande quantité de mariage et de pertes engagées par l'organisation pour l'éliminer. Vous pouvez empêcher les dommages-intérêts de développer correctement des instructions pour le travail de soudage et de contrôler son exécution.
Alors, quelle est la carte technologique pour le soudage? Le processus technologique de soudage ou tel qu'il est également appelé une carte technologique de soudage est un document résultant du développement de la technologie de soudage d'un composé particulier, dans lequel les paramètres technologiques les plus importants pour la création d'une joint soudé sont prescrits, en fait Ceci est une instruction pour les composés de soudage. La carte technologique du soudage a été approuvée et introduite dans une action active du 1er janvier 1984, il y a plus de 30 ans. Lors du développement de la technologie de soudage des métaux, chaque composé soudé doit être fabriqué conformément à la carte technologique de soudage développée pour cela.
La carte de technologie de soudage doit contenir les données suivantes:
1. Informations sur le métal principal.
2. Informations sur la qualité et la préparation de la connexion de soudage: données de coupe (taille de l'écart, la magnitude de la matité, l'angle d'inclinaison, etc.), environ la quantité et la disposition des bandes, les données sur les bords de pré-nettoyage , la taille de la couture.
3. Données sur la fixation du produit soudé et le chauffage possible. Ainsi que la séquence de passes dans la soudure.
4. Informations sur les équipements de soudage utilisés et les matériaux de soudage. La sélection des matériaux de soudage et des équipements repose sur diverses informations obtenues dans la littérature, y compris le soudage professionnel (magazines, articles), sur leur propre expérience, ainsi que sur les rappels d'organisations.
5. Les informations sur le mode de soudage en fonction de la méthode de soudage peuvent inclure: courant de soudage, tension arc, vitesse de soudage, polarité pendant le soudage, la consommation gaza protectrice, Taux d'alimentation des câbles, etc. La perturbation des modes de soudage recommandés peut conduire à la fragilisation du métal de soudure et de la zone voisine.
6. Informations sur la forme de l'articulation soudée, des méthodes et des volumes de contrôle de la qualité de l'articulation soudé.
Le développement d'une carte de procédé de soudage commence par l'analyse du matériau soudé et la sélection du procédé de soudage. Après cela, une analyse des conditions dans lesquelles la conception soudée fonctionnera et est déterminée par quoi documents réglementaires La production et le fonctionnement de cette conception sont normalisés. En outre, selon la littérature réglementaire et sur les données calculées, le mode de soudage est déterminé, calculé quantité requise Passages, géométrie soudée et autres paramètres.
Chaque carte de soudage technologique reçoit son numéro d'identification, qui est également utilisé pour indiquer la documentation technique et les spécifications de projet. Le développeur lui-même est apporté par une carte du processus technologique de soudage, il met sa signature au bas de la forme.
Pendant la construction d'un objet en production, un kit doit être 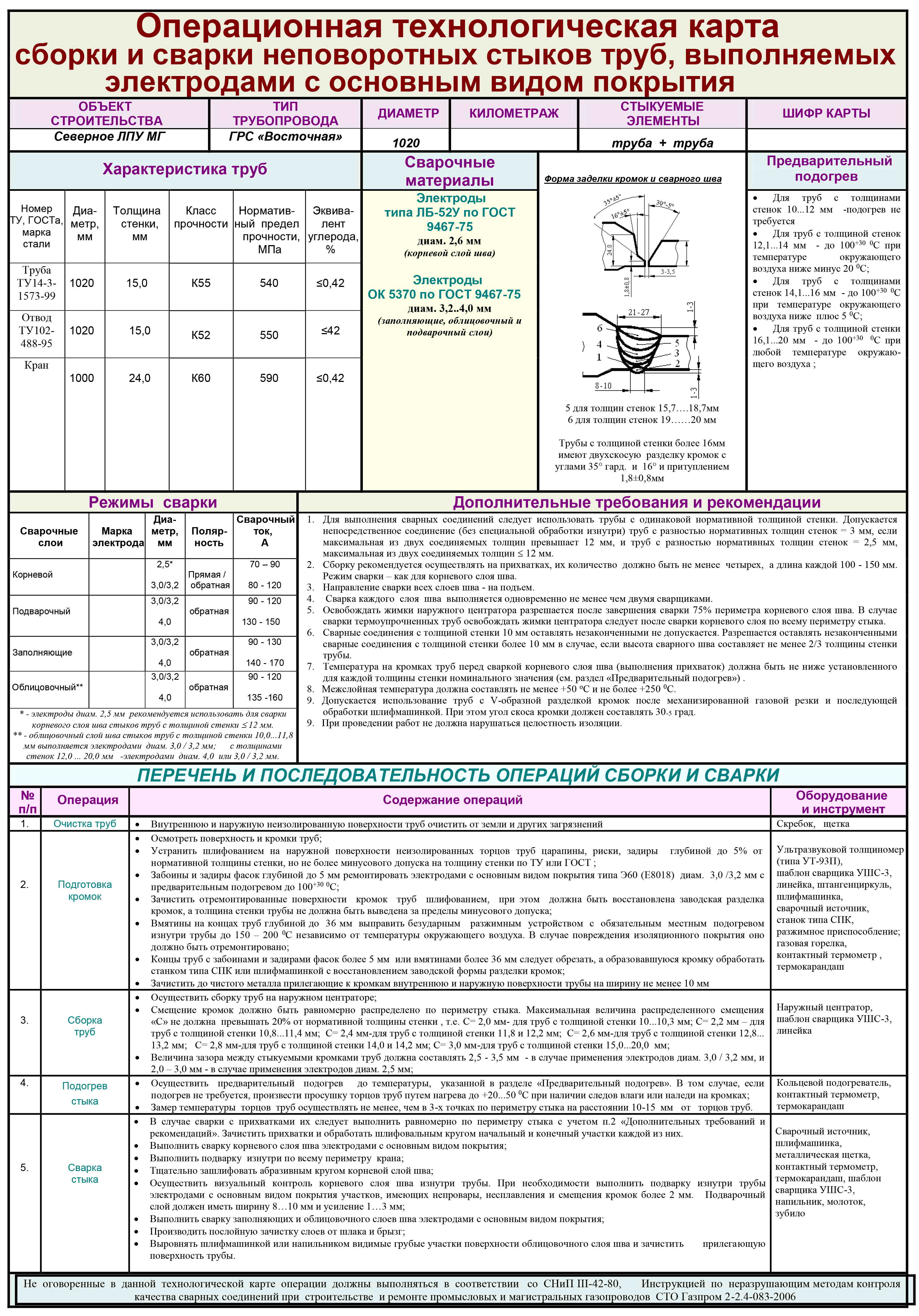 Cartes technologiques de tous les types d'occasion connexions soudées. L'ensemble complet du processus technologique de soudage est stocké dans le département du soudeur principal. Soudeur lors du remplacement d'un décalage reçoit des cartes technologiques pour les connexions soudées qu'il effectue pendant le fonctionnement. L'inspection et le contrôle des bords préparés et une connexion soudée finie sont effectuées par le service de contrôle technique conformément à la section de contrôle de la qualité et de test des connexions soudées. Ainsi, aucune confusion ne se produit entre les services, car tout est nécessaire indiqué dans la carte technologique de l'articulation soudée.
Cartes technologiques de tous les types d'occasion connexions soudées. L'ensemble complet du processus technologique de soudage est stocké dans le département du soudeur principal. Soudeur lors du remplacement d'un décalage reçoit des cartes technologiques pour les connexions soudées qu'il effectue pendant le fonctionnement. L'inspection et le contrôle des bords préparés et une connexion soudée finie sont effectuées par le service de contrôle technique conformément à la section de contrôle de la qualité et de test des connexions soudées. Ainsi, aucune confusion ne se produit entre les services, car tout est nécessaire indiqué dans la carte technologique de l'articulation soudée.
À chaque entreprise, avec l'organisation production de soudage Les cartes de processus de soudage obligatoires sont effectuées, sinon il est difficile de résister aux paramètres apportés à la qualité du travail effectué. Certaines entreprises ne peuvent pas se permettre le contenu de la composition d'ingénierie coûteuse de la production de soudage. Minimise vos coûts d'ingénierie et de techniciens et sur la base d'un accord et de spécifications techniques, dans le temps le plus court que possible développera un ensemble de cartes de soudage technologiques, ainsi que des équipements et des matériaux de choix.
Pour obtenir un résultat qualitatif du travail effectué dans la production de soudage, le soudeur doit être guidé par un document dans lequel toutes les étapes de soudage sur la construction de la construction sont correctement décrites. Le non-respect des recommandations données dans la carte technologique peut entraîner la destruction de la connexion soudée pendant le fonctionnement, ce qui peut entraîner des conséquences irréversibles.
MI N Extermination de la communication de l'Union SSR
Spécialités et membre de la structure de la technologie O-
B YURO Construction Oh ceux HNI KI SV IZ
Approuver
S am. L'ICA GRC initiale
A. I. Polun Ikov
"27" Mar t a 1 989
Routage
Sur l'installation de la méthode PBX de structures métalliques
Soudure de l'arc
Moscou - 1989.
1 zone d'utilisation
1.1. La carte technologique a été développée par des serrures métalliques métalliques du PBX par le procédé de soudage à l'arc avec appliqué par l'équipement de soudage et le luminaire. La carte technologique peut être utilisée comme manuel pour les opérations technologiquement correctes lorsque vous soumettez des nœuds et des détails sur les accès personnels personnels dans les avtaxes, la croix, le shakht et le grossissement électrique. 12 La composition du travail, dans la collaboration du PBX, le procédé de soudage dans la carte technologique, comprend: - le soudage des rainures est ouvert autour du type sur des sections directes dans le joint et soudez-les vers les supports muraux ou les coagmes; - soudage de fenêtres de type ouverte selon un angle de 90 °, des rainures de Privan Ka à Nastya M Sindriîtes lors du passage à travers le mur, soudant la tête verticalement sur le Kracht Eyakh dans les murs; - le soudage des rainures ouvertes de type lorsqu'ils sont des descentes dans la rangée de cadre et lors du passage à travers le chevauchement du sol; - INTRODUCTION ET SOUDURE CROPCH PCS EYNOV IN WHTE; - installation de structures métalliques par soudure dans Shah T e et COOZ CE; - fixé avec la méthode de soudage des rainures principales aux rangs des rainures et des magis de la gouttière de chalutage dans le splâche à 2,5 m; - Fixation de l'OMS qui traverse la solité de travail des growithroves pour traverser des trames et des cadres de charme et de châssis productifs dans les abonnés de la PDG. 1. 3. Fonctionne sur les articulations des composants et des parties des structures métalliques peut être émise dans les messagers d'un W oz Al A, W Akhty, de Po CSA, Rectifier et Batteries Orno. Lors de la réalisation de swaps de travail, surtout en hiver N ERIER, il devrait être inclus et sur exactement l'épuisement, et lorsque les travaux de soudage sont remplis à la place et aux mines, il est recommandé d'utiliser la moustache de ventilation portable. Dans un hébergement et un hébergement, l'Umul Umun des travaux auxgestés avec la cuisson au mauvais grand est la fin des dollars de trigcy pour être la loi de la batterie de la batterie avec le système d'exploitation satisfait. Lors de l'exécution de travaux de soudage dans le pompous X avec des équipements établis, l'équipement doit être protégé des gouttes de gouttelettes de métal et de l'échelle. Quatorze. Lors de la liaison d'une carte technologique à un objet et de conditions spécifiques de construction, le volume de travail est spécifié, calcul du travail de travail, indicateurs techniques et copileux et moyens de mécanisation, en tenant compte de l'utilisation maximale du parc de caisse Mohan à partir de MOS et des appareils. .2. Organisation et technologie pour effectuer des travaux
2.1. Travail préparatoire
2. 1.1. Préparez les locaux techniques dans lesquels l'installation de générations structurelles métalliques sera utilisée à l'aide de la cuisson, conformément à GOST 1 2.3.003.75, État T 1 2.2.007.75 et équiper-les avec un inventaire de programmeur. 2. 1.2. Livrer les structures et les dates nécessaires sur les moutes de travail et placez-les conformément à la séquence technologique de la mise en œuvre des travaux de conicité. 2. 1.3. Découvrez les termes du travail et, si nécessaire, équiper la zone de travail conformément aux «Règles d'équipement de Sunshine Equiare et Feu sur le feu» (Snip III-4-80, SNIP II -01-0 2-8 5) . 2. 1.4. Assurez-vous que les travaux de la protéine meulent. 2. 1.5. Préparer la documentation, les outils et P RISPO SOBA dont j'avais besoin lors de la soudure. 2. 1 .6. Assurez-vous que l'équipement de soudage est géré.2.2. Informations générales sur les connexions de soudage
2.2. une . L'articulation soudée s'appelle une eLAP d'une construction soudée, constituée de deux ou plusieurs des parties de structures et de la soudure, reliant ces pièces (voir GOST 5264-80. "SUTS avec connexions de démarrage"). 2.2.2. Lors de l'installation de structures métalliques, les types de composés suivants sont les types de composés suivants: Butt, Falc Eato CHNA E, Brésiles, Angular. 2.2. 3. Les connexions de boutons sont les joints soudés de pêche la plus à la pêche, dans lesquels les extrémités ou les bords des pièces connectées sont supposés avec moi de sorte qu'entre eux, il y avait une distance de 1 à 2 mm. Les détails de l'épaisseur maximale de 6 mm sont le broyage avec une couture unilatérale et plus de 6 mm - DI par une couture à capuche. 2.2. 4. Les composés OSL Estrosno sont effectués au moyen de l'élément de la connexion de N et de l'autre. La majesté sur le chevauchement ne doit pas être doublée de l'épaisseur de l'épaisseur des X-Bords de Delia. Détails Lors de la soudure avec des accidents sont des deux côtés. 2.2 .5. Composés Taureau - Composés dans lesquels l'extrémité d'un lemet E adjected la surface d'un autre élément de la conception soudée à un certain angle. Pour obtenir une couture solide, l'écart entre les éléments de cuisson doit être de 2 × 3 mm. 2.2.6. La connexion angulaire est effectuée à l'emplacement des éléments soudés sous angle direct ou arbitraire et le soudage est effectué le long des bords des éléments avec un ou les deux du toron. 2.2.7. Tous les composés soudés ci-dessus sont effectués avec une couture, qui est un métal mellulaire durci, avec des éléments non obtenus de la conception soudée. Soudure Je suis divisé selon les signes suivants: sous la fourniture de relativement dépend (voir Fig. 1), selon la position dans l'espace (voir fig. 2), sur la forme externe (voir Fig. 3).Figure. 1. Position avec des coutures variables par rapport à l'effort actuel et à moi:
a) flanquage, b) frontal, c) oblique
![]()
P est. 2. Position avec des coutures bouillies dans l'espace:
a) inférieur, b) horizontal, c) vertical, d) plafond
Figure. 3. Formes externes de coutures soudées:
a) convexe, b) normale, c) concave
2.2.8. Le diamètre de l'électrode pour la cuisson est monté dans la suspension de l'épaisseur de l'épaisseur des bords de cuisson, la vue de la Varna de la connexion et de la tailles de la couture A. Pour les connexions à bout, la recommandation pratique du CAD sur le choix du diamètre du niveau de la conférence a été prise dépendant de l'épaisseur de la croocqueuse MOK: 2.2.9. Lors de la réalisation de composés angulaires et de marques du principal, la quantité de la catégorie de couture est imposée en compte: avec un couteau d'une couture de 3 ÷ 5 mm, le soudage est produit par un cuir électronique d'un diamètre de 3 × 4 mm, Et avec une nutrition 6 × 8 mm, les électrodes de diama pendant 3 ÷ 5 mm sont utilisées. 2.2 .1 0. Selon le diamètre sélectionné, la moustache doit être installée à partir d'un courant de cuisson, qui doit être spécifiée sur l'étiquette d'usine collée au paquet avec des électrodes. 2.2. Onze . La quantité du courant de cuisson pour l'ED-Lex 4 ÷ 6 mm peut être déterminée par la formule:
Y \u003d (40 ÷ 60) · d e,
Où y est la valeur du courant de cuisson et; D e - diam électrode, mm. 2.2. 1 2. La magnitude du courant de soudage pour les électrodes d'un diamètre de 4 mm et de plus de 6 mm peut être déterminée par la formule:
Y \u003d (20 + 6D E) · D.
Les relations publiques doivent être modifiées, en tenant compte de l'épaisseur du métal et de la position de la soudure. Les bords et l'épaisseur des bords de 1, 3 D U 1,6 D. La détection calculée du courant de soudage est réduite de 1 0 à 1 5%, et avec l'épaisseur des bords plus de 3 de la CHIV Ayut est 1 0 ÷ quinze%. Soudage vertical I. coutures de plafond Effectuer actuellement le courant de 1 0 ÷ 1 5% moins de règlement. 2.2. 1 3. Electrodes métalliques pour soudure de l'arc De cela est fait conformément au GOST 9466-75. "Électrodes revêtues de métal pour le soudage manuel de l'arc et le surfaçage. Classification, tailles et exigences techniques générales I ». Tailles installées GOST:
Tableau 1
|
Diamètre de l'électrode, mm |
Longueur de l'électrode, mm |
||
|
fil carbone et allié |
du fil de haute alliage |
||
2.3. Séquence et méthodes de travail
2.3. une . Je fais une assemblée de poteau voûté SV (voir ri p. 4) pour quoi:
Figure. 4. Avec x EMA avec composé avec cuisson pose pour manuel avec cuisson
A) Établit le transformateur de soudage électronique dans une OM spécialement équipée, conformément aux "Règles de la sécurité de la sécurité et de la sécurité incendie", en fonction des "règles de la sécurité de l'ICI et de la sécurité incendie". Sélectionnez la marque de transformateur de soudage dans le tableau. 2.
Tableau 2
|
Transformateur de marque |
Courant de soudage, et |
Voltage, B. |
Puissance nominale, SQ · A |
Dimensions globales, mm |
Masse, kg. |
travail nominal |
||
|
nominal |
limites de régulation |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM- 50 35 2 |
555 × 585 × 888 |
|||||||
| T DM- 50 2U2 |
720 × 845 × 780 |
|||||||
Ri s. cinq . Pinces pour les sous-mines de fils rochetiques au produit soudé:
a) vis extérieure, b)
E) connecter la deuxième borne du transformateur de soudage au support électriquement (voir RIQ. 6) avec les fils de RGD ou de RGO (GOST 6731 -77E);
Figure. 6. Types de courriel Ro Dodorg à Belie
E) Vous êtes un Birahe avec le dosage des fils pour le travail de cuisson avec leur longueur et pas plus de 3 0 m sur les normes recommandées:
|
La plus grande valeur du courant de soudage, et |
||||
| Zone conductrice, mm 2: | ||||
| Seul | ||||
| Double n wow |
U l \u003d 1, 73jρl / s,
Où vous êtes le vide, dans; J - courant de soudage et; ρ est la résistivité des fils, ohm · m; L est la longueur des fils, m; S est la zone transversale des fils, mm 2. Si la valeur que vous dépasse la valeur autorisée de plus de 5%, il est nécessaire d'augmenter la zone de la section transversale de fil; h) les entrées pour protéger les yeux et la peau du visage avec des œuvres de soudage de fichiers avec des boucliers, des Mas Kami ou des casques (GOST 1 361-69) (voir RI p. 7).
Ri s. 7. Protection TV CRE DS de l'exposition d'une arc de cuisson et des éclaboussures de métal
2.3.2. Produit en train de manger à la réplication ENI en conformité avec la conception et le déclenchement de VN, la documentation de toutes les maisons murales nécessaires, la KRONECH de celles des messagers des installations automobiles, cross, mines et électroniques. 2.3.3. Mélangez les supports des gouttières ouverts attachés aux murs des murs, déplacez-les de manière à ce que l'écart reste entre eux, P AVNY 1 ÷ 2 mm, soudez les sections individuelles des gouttières de la goutte sur Ronim Suisse ( voir p. 8) et souder la piste obtenue des têtes aux chocs à nous de deux côtés (avec MP 9) avec la largeur des têtes de 400 × 6 00 mm ou d'une main de manière à un vérificateur - avec une Largeur des non-rainures 1 50 ÷ 300 mm.
P et s. 8. Soudage des rainures avec un tyk
Pour sur le charbon ageneux, les principaux gouttières des relations publiques sont évariés de deux côtés, comme indiqué à la Fig. neuf.
Figure. 9. Doit avec une gouttière au support ou au charbon avec la taille
2.3.4. Déplacez le magicien et le coup de la joie de la pièce dans le cas du placement de la pièce, il est fondu au Magis et fixé (voir la clause 2.3.3) de sorte que l'écart entre les gouttières ait été 1 ÷ 2 mm. et produisent des rainures à outils Magis de soudage avec un TYK à un angle de 90 ° (avec m. p. 10 et la figure 11). Dans le même temps, chaque voie latérale et la gouttière m'interdit de l'heure du soleil avec Toron.
Figure. 11. Fixation d'une gouttière de tronc à une jonction de 90 °
2.3.5. Nous allons élever une branlette de tronc sur B dans un passage à travers des airs à n avec des carnelles automatisées (avec m. P. 12). Le soudage est fait avec un avec un toron de la gouttière une avec un volet dans un ordre décalé.
P est. 12. Passage magis trafic sur le mur
2.3.6. Nous souduisons les gouttières du tronc vertical aux supports H AM, il est fincard sur les murs de la pièce (voir fig. 13). Le soudage est conduit à chaque support avec trois avec toron.
Figure. 1 3. salope les dans le héros de la gorge
2.3 .7. Montez les races des bûches principales dans la ligne de cadre (voir p. 14), avec le soudage des rainures sur les couronnes des cadres de la rangée de cadre, produisent de trois côtés de chaque bande de robe latérale.
Ri s. 14. Descente des rainures dans la ligne de cadre
2.3.8. Mockez les cartes des rainures de chalutage au milieu de leur passage à travers le chevauchement du sol (voir p. 15). Lors de la production de travaux, l'armée du tronc gouttine vers le trou encadré est faite des deux côtés des bandes latérales de la gouttière.
Figure. 15. Passage des gouttières du tronc à travers le chevauchement
2.3.9. Installez les structures métalliques dans la salle minière. Les bases des supports fendus sont soudées au charbon de la fondation. Dans la partie supérieure des supports, et être cuite à des bandes d'acier E 3 0 × 4. L'annexion de la fixation du YNOV KRONEX dans la mine est illustrée à la Fig. seize.
Figure. 1 6. Un exemple d'installation de crochets dans une mine
La fixation des lignes de tranches de fente entre elles et aux murs de la pièce est fabriquée avec des carrés de coffre de 40 × 50 × 4, soudés aux défis supérieurs des supports d'escalade et du charbon mural. Les gouttières privées dans les locaux et les mines sont soudées au charbon principal, avec les carnelles extrêmes de la soudure de gouttière des deux côtés (voir p. 9), et au reste du charbon - d'une part dans une commande de vérificateur (voir Ri s. 17 et riz. Dix-huit).
Figure. 1 7. Racing la position et lieu de soudage de potins BOV dans SH AHTE (approximatif
Figure. 1 8. Emplacement et lieu de soudage des rainures dans W Act E (P Rez Merne)
2.3. 1 0. La fixation des cornelles principales Les rangées de supports dans la mine sont épissées par soudage dans l'articulation (avec m. RI s. 19a) ou Nanes T (avec m. RI s. 19b).
Figure. 19. Exemples d'épissage de coffre X Square
2.3 .11. Il y a des installations dans les goulottes de la matière sur les murs de la mine. Un exemple de suite et de lieux de soudage des gouttières. Donné à la Fig. 20 et la Fig. 21
Figure. vingt . L'emplacement et le lieu de soudage des gouttières dans la mine (approximatif)
Ri s. 21 Localisation et lieux de soudage des gouttières dans la mine (approximatif)
2.3 .1 2. L'installation de Tallokons de tige dans K RO SS E est fabriqué de la même manière à l'installation d'observation métallique à Shah. Les rangs des statistiques de la croix sont montés entre eux et dans les salles murales de la pièce avec l'aide de carrés de coffre de 40 × 50 × 4, soudés dans le cadre du charbon croisé et mur. Le montage des rainures ordinaires dans le procédé de soudage est similaire à la monture de la mine. Un exemple de l'installation de rainures sur les cellules Ca Ca est indiquée sur RI S. 22.
P est. 22. Exécuter Entern d'Anvok et des guites sur Cheches à Ross
2.3. 1 3. La fixation des rainures magiques au système d'exploitation ordinaire est carrelée par soudage à l'aide d'un crash, qui est soudé aux bandes latérales des gouttières ordinaires et de tronc des deux côtés (voir RI p. 23).
Figure. 23. Répondre à la gouttière électronique à l'ordinaire
2.3. 1 4. Fixation des rainures de tronc sur les rainures principales d'une portée à 2,5 m de portion par le procédé avec cuisson et la goulotte du coffre pour le penny de Teli est améliorée avec des tiges Talny, soudées aux deux bandes latérales de la gouttière (voir p. 24).
Figure. 24. Fixation de Farthing à 2,5 m
3. 3.1 5. La fixation des rainures à cultiver des taurettes de l'ensemble des fils est faite la même chose, mais la fixation des rainures principales de la portée est jusqu'à 2,5 m également par soudage, utilise uniquement l'utilisation de tige de tige en acier. Un exemple de fixation des tribus Lo BOV de la Fig. 25
Figure. 25. Exemple de fixation d'un fil de chrome pour les fils chromés
2.3. 1 6. Fixation du cadre avec des prises de test dans la croix d'abonné est faite par la cuisson. Lors de la mesure du cadre, le procédé de soudage est représenté sur la Fig. 26.
Ri s. 26. Cadres fixés avec des nids de torture IP à Abon NTS KO M Cross
2. 3.1 7. Après l'installation de structures métalliques, il est possible de nettoyer les joints soudés d'Okalin, en vérifiant la qualité de leur exécution et de leur peinture en émail gris. 2.3. 1 8. Dans le processus de test de la qualité des joints soudés à peine, pas l'inspection avec un grossissement de 10 fois, des défauts peuvent être détectés. Les types de défauts qui sont venus dans le processus de soudage sont illustrés à la Fig. 27
Figure. 27. Vue des défauts lors du soudage
2 .3.1 9. Les déversements avec Varnya sont reliés à la hauteur de l'Arco avec les yeux suivants de la balance et du revêtement avec un avec la mer Lozem Em Ali.
2.4. Mesures de sécurité lors de la soudure
2.4. une . Le boîtier des sources d'énergie de l'arc (transformateurs), de l'équipement auxiliaire de cuisson et des produits soudés à la base du véhicule avant le début du travail. 2.4.2. Il est effectué par Copper M Cuivre, un concevoir à un boulon spécial avec l'inscription "Zle Blah" sur le corps de la source du ralentissement, je suis un arc et la deuxième extrémité - au sol avec son pneu. 2.4 .3. Pour connecter un transformateur de soudage au réseau, les boîtes murales avec choppers, précurseurs et pinces sont utilisées. Il n'est pas habitué à l FLAS à la LHNA CE 10 m. 2.4.4. Si vous devez augmenter le câblage d'alimentation, la connexion est utilisée avec une masse isolante solide. 2.4.5. Les fils d'alimentation sont suspendus à une altitude de 2,5 à 3,5 m et les volets des fils sont constitués en tuyau de Tallichki. 2.4.6. Souding Pro dans les s) doit être utilisé avec une bonne isolation et une section transversale correspondant au courant de soudage. 2.4.7. Les filtres Sveti qui sont insérés dans la réponse d'observation de la chair, des masques ou du chant sont sélectionnés conformément à GOST 9497-60, en fonction du courant de soudage. Trois types de types de vapeur sont fournis avec veto: E-1 (pour les courants 30 - 75 a), E-2 (pour les courants 75 - 200 a), E-3 (pour les courants 200 - 400 A), 3 - 4 ( Pour les courants b ol 400 a). 2.4.8. Il semble voir les yeux des travailleurs qui aident lors de la fabrication de travaux de cuisson, des films de lumière sont utilisés de-1, 2 et C-3. 2.4.9. Les travaux de soudage sont fabriqués dans la zone de code SPE à partir de la bâche ou du sq. Dans le pantalon. 2.4 .1 0. Lors du soudage des coutures de plafond, horizontal et vertical, des emballages à barres et verticales sont usés et étroitement serrés sur les manches pour les mains. 2.4. Onze . Les coutures soudées Zaches recherchent des scores uniquement après le refroidissement et assurez-vous de verres avec des lunettes simples. 2.4. 1 2. Les commandes de ventilation à Lzna Fournissent à l'OMS Dughead avec des électrodes de soudage à l'arc manuelles avec un revêtement de haute qualité de 4000 à 6000 m 3 pour 1 kg de consommation d'électrodes. 2.4. 1 3. Les concentrations suivantes de substances dans l'air sont autorisées sur le lieu de travail (en mg / m 3): M Argan et ses composés - 0.3; chrome et ses composés - 0,1; Plomb et ses composés - 0.001; fluorure d'hydrogène - 0,5; Oxyde et l'acide - 5.0; Essence, Ke Rosin - 300.0. La concentration de la nette et de la poussière plus de 1 0 mg / m 3 n'est toutefois pas autorisée si la teneur en quartz dans la poussière dépasse 1 0%, la concentration de poussière non toxique n'est autorisée que de 2 mg / m 3.2.5 Composition de qualification numérique des artistes interprètes
Fonctionne sur le moda dans les métaux des camions de camionnage, la méthode de soudage est effectuée par le lien du nombre total de 3 personnes du mouton A, qui comprend: Mont Tazhn IR Communication 5 Décharge et Dai Ma Onewarna Une connexion est 4 fois suite à une rangée , dont l'un a achevé des cours sur des méthodes. Travaux de soudage.2.6. Calcul des coûts de main-d'œuvre
La norme du temps des toles de soudage est également composée à la fois du temps préparatoire - T N, du dynamisme sur le temps - T O, Temps auxiliaire - T B, Temps supplémenté - T D et Z de Temps anxécutif - T Z.Là où y \u003d 7,85 g / cm 3 - Special serré avec tali, f \u003d 0, 5 5 S m 2 - Section transversale de rail pop W VA, L \u003d 1 00 cm - longueur de couture, D b \u003d 1 0 g / a · C - Cooport adapté aux électrodes d'électrodes, J \u003d 1 80 A est la force du mode de soudage, tas. \u003d 0,25 - Le coefficient, en tenant compte de l'organisation du travail, K - Le coefficient de l'ENT, en tenant compte des organes du travail, par 1 00 cm de couture, est la période principale de la combustion de l'arc. Le calcul TR vous doit être donné dans le tableau. 3.
Tableau 3.
|
Justification (Yenir, etc.) |
Nom des travaux |
unité de mesure |
Étendue des travaux |
Taux de temps par unité de mesure, personne-h |
Coûts de main-d'œuvre pour tout le volume, personne-h |
Tarifs par unité de mesure, RUB.-COP. |
Le coût des coûts pour l'ensemble du volume, frotter. - COP. |
| Installation META LL Structures de Windows à la méthode de soudage |
2.7. Schéma de contrôle opérationnel de qualité
Le schéma de contrôle de la qualité opérationnelle lors de la réalisation de travaux sur l'installation des constructions hautes de ME par la méthode de soudage est indiquée dans le tableau. quatre.Tableau 4.
|
Nom des opérations à contrôler |
Contrôle de la qualité des opérations |
services ci-joints |
||||
|
fabricant de travail |
maître |
|||||
| Travail préparatoire | L'exactitude de l'organisation du travailleur avec cela. Compétence d'équipements de soudage et d'axe H Adezhn. La présence et l'exactitude des structures et des pièces nécessaires | Visuellement | D A propos du début du travail avec des fenêtres métalliques de cuisson | |||
| La qualité soudée avec des dénonions E | Fissures de non-sens, pores, scories x inclus Cheni, impératif dans, sublicas, afflux, brûlures, cratère, vente inégale de la largeur de couture, déplacements soudés x bords | Visuellement, avec une loupe avec 10 - multiple de Mel | Dans le processus de soudage | |||
3. Indicateurs techniques et économiques
Intensité de la main-d'œuvre des œuvres, personne-DN. - Durée, jour. - Le nombre des installateurs de Anny, des personnes. - 3.4. Ressources matérielles et techniques
Le besoin d'outils et d'appareils conduit à la table. cinq.Tableau 5.
|
Nom |
Type, Mark, Gost, Tu |
Nombre, pcs. |
Objectif |
|
| Électriquement conducteur 300 A ou 500 A |
GOST 14651-78 E. |
Pour maintenir l'électrode pour souder | ||
| Marque de fil de soudage et prgd l \u003d 3 m |
GOST 6371 - 77E |
Pour sous de la conjonction à El Ejector Ro DoorTor | ||
| Couplage | Pour connecter des fils | |||
| Borne de terre | J'ai connecté à la partie soudée | |||
| RTO RTC avec une poignée électrique DI L \u003d 200 mm |
GOST 17199 -7 1 |
Pour différentes heures de travail sur la réparation des équipements de soudage | ||
| Pinces combinées dans des animaux L \u003d 200 m m |
GOST 17440 -72. |
|||
| Numéro de clés de divorcage 2 |
GOST 7275-75 |
Pour connecter des fils | ||
| Marteau a 2. |
GOST 2310 - 70 |
Pour décaper couture | ||
| St E Clo Dernier (SV Etoto ILTR) Type E - 2, E - 3, E - 4 |
GOST 9497 - 60 |
Pour n Œil de réservoir de de i arc de soudage | ||
| Lumière en verre E Taille 52 × 1 04 × 3 | Pour la protection du filtre léger | |||
| Brosse métallique à Cardol e NTE |
TU- 494-01 -104-76 |
Pour balayer l'essaimage dans les surfaces | ||
| Masque Souder SS. |
GOST 136 1-69 |
Se protéger contre un arc de cuisine | ||
| Ciseau |
GOST 72 11 -72 |
Pour décaper couture | ||
| Compteur pliant moi allié |
GOST 7253 - 54 |
Pour mesurer des pièces et des distances entre eux | ||
| Trance de soudure fo rm ar | ||||
| El e récolte |
GOST 9466-75 |
Ministère des communications de l'Union SSR
Conception spécialisée et technologique
Bureau de la communication technologique de la construction
Approuver
Adjoint. Tête de GRS.
A. I. Pralin
Routage
Sur l'installation de la méthode PBX de structures métalliques
Soudure de l'arc
Figure. 1. La position des soudures relatives à l'effort actuel:
a) flanquage, b) frontal, c) oblique
![]()
Figure. 2. Position des soudures dans l'espace:
a) inférieur, b) horizontal, c) vertical, d) plafond
Figure. 3. Formes externes de soudure:
a) convexe, b) normale, c) concave
2.2.8. Le diamètre de l'électrode de soudage est monté en fonction de l'épaisseur des bords soudés, du type de joint soudé et de tailles d'échantillons. Pour les composés boutculés, des recommandations pratiques sur le choix du diamètre de l'électrode sont reçues en fonction de l'épaisseur des bords soudés:
2.2.9. Lors de la réalisation de composés angulaires et de percusion, la taille de la catégorie de couture est prise en compte: avec un couteau de la couture 3 ÷ 5 mm, le soudage est réalisé par une électrode d'un diamètre de 3 × 4 mm, et les électrodes avec un Diamètre de 4 ÷ 5 mm sont utilisés avec un couteau 6 ÷ 8 mm.
2.2.10. Selon le diamètre sélectionné de l'électrode, la magnitude du courant de soudage est définie pour être indiquée sur l'étiquette d'usine collée au paquet avec des électrodes.
2.2.11. La magnitude du courant de soudage pour les électrodes 4 à 6 mm peut être déterminée par la formule:
Y \u003d (40 ÷ 60) · De,
où y est la valeur du courant de soudage et;
DE est le diamètre de l'électrode, mm.
2.2.12. La magnitude du courant de soudage pour les électrodes d'un diamètre inférieur à 4 mm et de plus de 6 mm peut être déterminée par la formule:
Y \u003d (20 + 6de) · De.
Il devrait être modifié, en tenant compte de l'épaisseur du métal et de la position de la soudure.
Avec l'épaisseur des bords de 1,3D à 1,6 EE, la valeur calculée du courant de soudage est réduite de 10 ± 15%, et l'épaisseur des bords de l'augmentation de 3DE supérieure de 10 × 15%. Les coutures verticales de soudage et de plafond sont effectuées par un courant, 10 ÷ 15% de moins que celle calculée.
2.2.13. Les électrodes métalliques pour le soudage à l'arc sont fabriquées conformément à GOST 9466-75. "Électrodes revêtues de métal pour le soudage manuel de l'arc et le surfaçage. Classification, tailles et exigences techniques générales. "
Tailles installées GOST:
Tableau 1
|
Diamètre de l'électrode, mm |
Longueur de l'électrode, mm |
||
|
fil carbone et allié |
du fil de haute alliage |
||
2.2.14. Des écarts admissibles sur la longueur de l'électrode à la main jusqu'à ± 7 mm, et avec une machine à ± 3 mm. Des écarts admissibles de diamètre compris entre -0,12 à +24 mm en fonction de la valeur de diamètre et du degré de précision défini.
2.3. Séquence et méthodes de travail
2.3.1. Faites un assemblage d'un poteau de soudage (voir fig.) Pour quoi:
Figure. 4. Schéma du poste de soudage pour le soudage manuel
a) Installer le transformateur de soudage dans un établissement spécialement équipé, conformément aux «réglementations de sécurité et de sécurité incendie», lieu. Sélectionnez la marque de transformateur de soudage dans le tableau. .
Tableau 2
|
Courant de soudage, et |
Voltage, B. |
Puissance nominale, SQ · A |
Dimensions globales, mm |
Masse, kg. |
||||
|
travail nominal |
déménagement |
|||||||
|
nominal |
limites de régulation |
|||||||
Noter. Le tableau indique les transformateurs publiés en série pour le soudage manuel de l'arc. Les transformateurs sont autorisés à remplacer par d'autres personnes similaires à utiliser;
b) connectez le transformateur de soudage installé au réseau d'alimentation via le commutateur ou le démarreur magnétique à l'aide des fils PRG (GOST 20520-80), ACPT ou AKPRTN (GOST 13497-77E);
c) montez le boîtier du transformateur de soudage à l'aide des fils visés au paragraphe B;
d) connectez l'une des bornes du transformateur de soudage à la partie soudée avec la pince (voir fig.) Fils (GOST 20520-80), ACPT ou AKPRTN (GOST 13497-77E);
Figure. 5. Pinces Pour fixer le fil de soudage au produit soudable:
a) vis extérieure, b)
e) connecter la deuxième borne du transformateur de soudage au support électriquement (voir fig.) Fils ou PBGO (GOST 6731-77E);
Figure. 6. Types de détenteurs électriques
e) Choisissez une section transversale de fils pour souder avec leur longueur maximale de 30 m sur les normes recommandées:
|
La plus grande valeur du courant de soudage, et |
||||
|
Zone conductrice, MM2: |
||||
|
seul |
||||
|
double |
g) Avec la longueur des fils de soudage jusqu'à 100 à 150 m, déterminez la chute de tension de la formule:
Ul \u003d 1,73jρl / s,
où ul est la chute de tension, dans;
J - courant de soudage et;
ρ est la résistivité des fils, ohm · m;
l est la longueur des fils, m;
s est la zone transversale des fils, mm2.
Si la valeur de UL dépasse de plus de 5% la valeur admissible, il est nécessaire d'augmenter la zone de la section transversale de fil;
h) Utiliser pour protéger les yeux et la peau de la personne lors de la soudure avec des panneaux, des masques ou des casques (GOST 1361-69) (voir fig.).
Figure. 7. Remèdes pour les effets de l'arc de soudage et des éclaboussures de métal
2.3.2. Faire une monture conformément à la conception et à la documentation instructive de toutes les carrés muraux nécessaires, des crochets dans les locaux de l'affectation, de la croix, des mines et des centrales électriques.
Figure. 9. Fixation de la gouttière au support ou au carbone le long du mur
2.3.4. Passer la goulotte du coffre à travers le trou dans le mur de la pièce, déplacez-la sur la goulotte du tronc posé et fixée (voir p.) Pour que l'écart entre les gouttières soit égal à 1 × 2 mm, et faire souder les gouttières du tronc dans la jonction à un angle de 90 ° (cm. Fig. et la Fig.). Dans le même temps, chaque bande latérale de la gouttière grossissait de tous les côtés.
Figure. 11. Fixation d'une gouttière de tronc à une jonction de 90 °
2.3.5. Nous souduisons la goulotte du tronc dans le passage à travers le mur au charbon mural (voir fig.). Le soudage est fabriqué sur un côté de la couture de gouttière dans une commande de vérificateur.
Figure. 12. Passage de la plainte principale à travers le mur
2.3.6. Nous souduisons les gouttières du tronc vertical aux supports fixés sur le mur de la pièce (voir fig.). Le soudage est fait sur chaque support de trois côtés.
Figure. 13. Montage de la goulotte principale verticale au mur
2.3.7. Montez les déclencheurs des gouttières du tronc dans la rangée de cadre (voir fig.), Avec le soudage des rainures transmises aux supports de la rangée de cadre, produisent de trois côtés de chaque bande de robe latérale.
Figure. 14. Descente des rainures dans la ligne de cadre
2.3.8. Montez les races des gouttières du tronc dans les lieux de leur passage à travers le chevauchement du sol (voir fig.). Dans la fabrication de travaux, soudez des gouttières du tronc sur le cadre du trou de passage, faites du côté de la tête de la gouttière des deux côtés.
Figure. 15. DISPOSITIF DE TRANSPORT DU CLAQUE DU CLAQUE DANS LE COUVERTURE
2.3.9. Installez les structures métalliques dans la salle minière. Les bases des supports fendus sont soudées au charbon de la fondation. En haut des supports soudure à la bande d'acier de 30 × 4. Un exemple d'installation de crochets dans la mine est illustré à la Fig. .
Figure. 16. Un exemple d'installation de crochets dans une mine
La fixation des lignes de tranches de fente entre elles et sur les murs de la pièce est réalisée à l'aide d'un secteur de 40 × 50 × 4, soudé au sommet des croques et du charbon mural. Les gouttières privées dans les locaux de l'arbre sont soudés au charbon principal et les gouttières extrêmes sont soudées de deux côtés (voir fig.), Et au reste du charbon - d'une part dans une commande d'échecs (voir FIG . Et la Fig.).
Figure. 17. Emplacement et lieu de soudage des gouttières dans la mine (approximatif)
Figure. 18. L'emplacement et le lieu de soudage des gouttières dans la mine (approximatif)
2.3.10. Le support de charbon principal des rangées des supports de la mine est épissé par soudage dans le joint (voir fig. A) ou vanbest (voir fig. B).
Figure. 19. Exemples d'épissage des carrés de coffre
2.3.11. Faire des chutes d'air sur les murs de la salle de la mine. Un exemple de l'emplacement et du lieu de soudage des gouttières est illustré à la Fig. et la Fig. .
Figure. 20. L'emplacement et le lieu de soudage des gouttières dans la mine (approximatif)
Figure. 21. Emplacement et lieu de soudage des gouttières dans la mine (approximatif)
2.3.12. L'installation de structures métalliques dans la croix est faite de la même manière à l'installation de structures métalliques dans la mine. Les rangs des statistiques de la croix sont montés entre eux et dans les salles murales de la pièce avec l'aide de carrés de coffre de 40 × 50 × 4, soudés dans le cadre du charbon croisé et mur. Le montage des rainures ordinaires dans le procédé de soudage est similaire à la monture de la mine. Un exemple de l'installation des rainures au-dessus des cellules croisées est illustré à la Fig. .
Figure. 22. Exemple de l'installation de rainures sur les cellules croisées
2.3.13. La fixation des gouttières du tronc à l'ordinaire est effectuée par soudage à l'aide d'une tige, qui est soudée à des bandes latérales de gouttières ordinaires et de tronc des deux côtés (voir Fig. 23).
Figure. 23. Fixation de la goulotte principale à l'ordinaire
2.3.14. La fixation des rainures de tronc sur les rainures principales de la balle est de 2,5 m jusqu'à 2,5 m par le procédé de soudage, et la goulotte de coffre de force est amplifiée par des tiges en acier, soudées aux deux latéralement de la gouttière (voir fig.) .
Figure. 24. Fixation de la gouttière dans la portée à 2,5 m
3.3.15. La fixation des rainures pour les fils transversaux est faite de la même manière à la fixation des gouttières du tronc de la portée à 2,5 m, uniquement par soudage, uniquement sans utilisation de tiges de rigidité en acier. Un exemple de fixation des rainures est montré à la Fig. .
Figure. 25. Exemple de fixation d'un fil de chrome pour les fils chromés
2.3.16. Fixation d'une image avec des prises de test dans la croix d'abonnés est faite par soudage. Un exemple de fixation du cadre par le procédé de soudage est illustré à la Fig. .
Figure. 26. Cadre de fixation avec des nids de test dans la croix des abonnés
2.3.17. Une fois l'installation de structures métalliques en métal, des joints soudés de l'échelle, vérifiant la qualité de leur exécution et de leur peinture avec émail gris.
2.3.18. Dans le processus de vérification de la qualité des joints soudés par inspection externe avec un grossissement à 10 fois, des défauts peuvent être détectés. Les types de défauts qui sont venus dans le processus de soudage sont illustrés à la Fig. .
Figure. 27. Types de défauts lors du soudage
2.3.19. Les défauts de connexions soudées sont corrigés par un camp avec un nettoyage ultérieur de la balance et un revêtement avec une couche d'émail gris.
2.4. Mesures de sécurité lors de la soudure
2.4.1. Le boîtier des sources d'énergie de l'arc (transformateurs), des accessoires de soudage et des produits soudés sont broyés jusqu'au début du travail.
2.4.2. La mise à la terre est effectuée fil de cuivre, dont une extrémité est connectée à un boulon spécial avec l'inscription "Terre" sur le boîtier de la source de l'alimentation en arc et la seconde extrémité du pneu à la terre.
2.4.3. Pour connecter un transformateur de soudage sur le réseau, les tiroirs muraux avec interrupteurs, fusibles et pinces sont utilisés. La longueur des fils de l'alimentation ne doit pas dépasser 10 m.
2.4.4. Si vous devez étendre les fils d'alimentation, un couplage avec une masse isolante solide est utilisé.
2.4.5. Les fils d'alimentation sont suspendus à une altitude de 2,5 à 3,5 m et les coupes des fils sont conclues dans des tuyaux métalliques.
2.4.6. Les fils de soudage doivent être utilisés avec une isolation utilisable et ont une section transversale correspondant au courant de soudage.
2.4.7. Les filtres de lumière qui sont insérés dans le trou d'observation du bouclier, du masque ou du casque sont sélectionnés conformément au GOST 9497-60, en fonction du courant de soudage. Quatre types de filtres de lumière de verre sont fournis: E-1 (pour les courants 30 - 75 a), E-2 (pour les courants 75 à 200 a), E-3 (pour les courants de 200 - 400 A), 3 - 4 ( pour plus de 400 courants mais).
2.4.8. Pour protéger les yeux des travailleurs, aider lors de la soudure, les filtres B-1, B-2 et B-3 sont utilisés.
2.4.9. Les travaux de soudage sont fabriqués dans des combinaisons de tache de bâche ou de tissu dense, dans des mitaines et une coiffure, tandis que les pantalons ne doivent pas être remplis de chaussures, des poches - doivent être fermées avec des vannes et la veste ne doit pas être remplie dans un pantalon.
2.4.10. Lors du soudage au plafond, aux coutures horizontales et verticales, les troncs de bâche sont portés et les attachent bien sur les manches entre les mains.
2.4.11. Les coutures soudées nettoyées de la scories seulement après un refroidissement complet et assurez-vous de verres avec des lunettes simples.
2.4.12. Les dispositifs de ventilation doivent fournir un échange d'air lorsque des électrodes de soudage à l'arc manuelles avec revêtement de haute qualité de 4000 à 6000 m3 pour 1 kg de consommation d'électrodes.
2.4.13. Les concentrations suivantes de substances dans l'air sont autorisées sur le lieu de travail (en mg / m3): le manganèse et ses composés - 0.3; chrome et ses composés - 0,1; Plomb et ses composés - 0.001; fluorure d'hydrogène - 0,5; oxyde d'azote - 5.0; Essence, kérosène - 300.0.
La concentration de poussière non toxique est toutefois autorisée, cependant, si la teneur en quartz dans la poussière dépasse 10%, la concentration de poussière non toxique n'est autorisée que de 2 mg / m3.
2.5 Composition de qualification numérique des artistes interprètes
Travailler sur l'installation de structures métalliques PBX par la méthode de soudage est effectuée par le lien avec un nombre total de 3 personnes, qui comprend: la chaîne de montage 5 de la décharge et deux assemblages de communication 4 décharge, dont l'un a achevé des cours. sur les méthodes de soudage.
2.6. Calcul des coûts de main-d'œuvre
Le taux de temps sur le soudage - T est composé de cinq éléments: Temps préparatoire - TP, l'heure principale - à, le temps auxiliaire - To, Time supplémentaire - TD et la dernière fois - TZ.
où y \u003d 7,85 g / cm3 - la densité spécifique d'acier,
F \u003d 0,55 cm2 - coupe transversale de la couture,
L \u003d 100 cm - couture de longueur,
dB \u003d 10 g / a · h - le coefficient de surfaçage des électrodes,
J \u003d 180 A - Puissance actuelle lors du soudage,
Coup. \u003d 0,25 - coefficient, en tenant compte de l'organisation du travail,
k - coefficient, en tenant compte de l'organisation de la main-d'œuvre de 100 cm,
est l'heure principale de la combustion de l'arc.
Le calcul des coûts de main-d'œuvre est présenté dans le tableau. .
Tableau 3.
|
Nom des travaux |
unité de mesure |
Étendue des travaux |
Taux de temps par unité de mesure, personne-h |
Coûts de main-d'œuvre pour tout le volume, personne-h |
Tarifs par unité de mesure, RUB.-COP. |
Coût des coûts pour l'ensemble du volume, RUB.-COP. |
|
|
Installation de structures métalliques PBX par la méthode de soudage |
Soutenu Entretien avec un expert
24.09.2016 , 10:32
Problèmes avec le dos et les articulations - chemin direct vers l'invalidité! Comment vous sauver et oublier la douleur, raconte au médecin sciences médicales, Professeur Bubnovsky Sergey Mikhailovitch
2015-10-25Du comité de rédaction: Selon les statistiques, chaque 8ème russe souffre de l'ostéochondrose, différentes maladies des articulations (arthrite, arthrite, radiculite). Cela ne semblerait pas mortel, mais ... d'abord les patients doivent ne pas vivre, mais existent. Et puis, pour limiter la mobilité, il existe des maladies connexes telles que la hernie, les troubles métaboliques et le manque de possibilité de marcher. Comment se débarrasser des problèmes avec le système musculo-squelettique et devenir une personne en bonne santé, nous avons demandé au docteur en sciences médicales, professeur de la Bubnovsky Sergey Mikhailovitch
Bonjour, Sergey Mikhailovich. Dis-moi: Est-il vrai que ce n'est pas mal mortel, à première vue, des maladies, en tant que radiculite et ostéochondrose, peut causer des maladies plus graves? Et est-il vrai que chaque 8ème russe est malade?
Bon après-midi, Irina. De l'ostéochondrose et de la radiculite ne meurent pas. Mais, il y a un point important - s'ils ne les traitent pas, littéralement pendant six mois, un bouquet de maladies concomitantes apparaît. Il s'agit d'une augmentation du poids et de la courbure de la colonne vertébrale et des troubles métaboliques. Et quel est le pire - aux étapes les plus récentes des articulations peut se produire les tomfutions qui mènent au cancer.
Par exemple, sans traitement de hernie peut se transformer en une tumeur maligne. Oui, il peut être exploité, mais ... c'est le dos. Vous pouvez rester désactivé.
À propos des statistiques: Malheureusement, plus de 50% de la population de la Russie souffre d'une ostéochondrose et de la radiculite dans l'agrégat. Et que le plus terrible - cette maladie "plus jeune". Si plus tôt, les personnes de 40 ans ont été traitées pour un traitement, les jeunes ont commencé à venir.
Par conséquent, si le dos, le cou ou les articulations, ne devriez pas être malade, n'écrivez pas tout pour la fatigue. Très probablement, une de ces maladies vous a atteint.
- Que faire dans une telle situation?
Je vais répondre - traitée. Seulement il y a deux problèmes.
Le premier: Dans la plupart des hôpitaux, il n'y a pas de chirurgien-rhumatologues qui puisse diagnostiquer et écrire un diagnostic à temps.
Deuxièmement: Les chirurgiens rhumatologiques de la ville ne sont souvent pas approfondis de l'essence du problème, car ces maladies sont considérées comme chroniques et non dangereuses. Ils prescrivent simplement des gels qui éliminent des sensations douloureuses et recommandent de faire la charge. En conséquence, une personne reste une personne sur son problème et sa douleur.
Bien sûr, notre institut, personnellement, et mon équipe tente de résoudre cette situation. Mais, malheureusement, nous ne pouvons pas donner aux cliniques de district et réglementer la situation.
Par conséquent, nous avons décidé d'y aller d'une autre manière et nous avons récemment commis une réelle avancée de projet international "Pas de douleur". Nous sommes convaincus que cela contribuera à changer la situation dans le pays et aidera les gens à vivre pleinement une vie.
- C'est-à-dire que vous avez déjà une solution au problème de la douleur dans le dos, le cou et les articulations?
Oui il y a. Dans le cadre du projet, nous avons eu accès à la première préparation créée dans le cadre de ce programme -. Auparavant, cet agent n'a pas été fourni à la Russie, puisqu'il n'y avait aucune autorisation et la capacité nécessaire, et toutes les parties disponibles ont été rachetées en Chine et aux États-Unis. Nous avons réalisé de participer au développement et à la recherche de la crème de l'artpant, et maintenant il vient en Russie!
- Quelle est exactement la percée, quel est ce médicament?
Arthroplant - une crème éprouvée pour lutter contre la douleur dans les articulations, l'arthrite et l'arthrose, il redémarre simplement le corps et comprend la régénération des cellules endommagées. C'est-à-dire qu'il élimine la cause de la douleur elle-même et renvoie la colonne vertébrale, les articulations de l'état normal d'origine. C'est ainsi que le patient ne se débarrasse pas seulement des symptômes, mais devient une personne complètement en bonne santé.
Au début, l'arthroplant redémarre le système de régénération du corps en passant syndrome de douleur. Déjà dans deux ou trois semaines, le traitement sera terminé et, surtout, il n'est pas autorisé à ressembler à la douleur, répétant rapidement le cours.
- La crème «Arthroplant» ne permet que l'ostéochondrose, la radiculite et l'arthrose?
Pas seulement. Avec elle, vous pouvez guérir toute maladie associée à des maladies des articulations ou de la colonne vertébrale - arthrite et arthrite, ishias, rhumatisme, radiculite et ostéochondrose, disques de déplacement. Il peut également être utilisé dans Squarers and Natopysh, pour éliminer les "withers" (gisements de graisse dans la zone de la quatrième vertèbre), des blessures, des fractures, des dislocations et de nombreuses autres maladies.
C'est un moyen très intéressant. Et cela, c'est vrai, il se débarrasse de toutes ces maladies et non seulement à éliminer la douleur?
Crème "Arthroplant" et élimine la douleur (aux premiers stades du traitement) et élimine complètement la maladie. Maintenant, c'est le seul en son genre, qui aide effectivement.
- Donc, il s'avère que l'arthropant peut être acheté en Russie? Et, au fait, où est-il produit?
Oui, maintenant Arthropent peut être acheté en Russie. Cela est devenu possible grâce au fait que nous avons rejoint le projet et que nous aidons à développer. L'arthropent est fabriqué sur l'ancienne recette des Selkups habitant du nord-ouest de la Sibérie. La recette est transmise de la génération en génération et conserve le secret le plus strict.
De plus, le ministère de la Santé a décidé de participer au programme et de compenser le coût de la livraison. Par conséquent, la crème "Artport" est 2 fois moins chère que celle mise en œuvre dans d'autres pays.
- Où puis-je acheter Arthroplant?
Nous voulions commencer une implémentation à grande échelle dans les chaînes de pharmacie du pays, mais malheureusement, les pharmacies ne veulent pas vendre la crème arthropique en dessous de ses coûts et veulent un pourcentage important.
Par conséquent, nous avons refusé une telle idée et avons décidé de préserver le coût disponible et de permettre la possibilité de récupérer autant que possible des personnes. Maintenant, achetez la crème peut être sur le site officiel du projet.
La livraison est faite par courrier, en espèces à la livraison et pour l'utilisation de la crème n'a pas besoin d'un contrôle de contrôle spécialisé aussi simple que possible.
Sergey Mikhailovich, merci pour l'entrevue! Peut-être que vous voulez dire quelque chose à nos lecteurs avant de dire au revoir?
Oui bien sûr. Je tiens à attirer l'attention des lecteurs que les maladies du dos et des articulations sont "plus jeunes" et même une douleur périodique faible - la raison d'attirer l'attention sur le problème. Dans le même temps, le salut de sa santé dépend directement de vous. Le médecin ne vous persuadera pas d'être traité. Tout est dans tes mains.
Il convient également de rappeler que les maladies découlant des douleurs et des articulations du dos ne font pas seulement de l'inconfort. Ils vous privent de la vie normale et raccourcissent votre vie pendant 10 à 15 ans. Et avec la crème "Arthropienne", vous économiserez ces années et vous pouvez vivre normalement.
Merci, Sergey Mikhailovich! Et nous vous rappelons que dans les commentaires, vous pouvez poser vos questions ou laisser l'opinion sur la crème de l'artpant.
P.s.: Après l'entretien, nous avons demandé à Sergey Mikhailovich. Et pour les lecteurs de notre site, il y a maintenant une occasion de commander une crème «Arthroplant» avec une réduction supplémentaire! Et oublier toujours les maladies associées aux articulations et à la colonne vertébrale
Annoncé Irina Mahagonova
Photos de sources ouvertes




