الکترود که نام محصول نامیده می شود. انواع الکترود ها. گروهی از الکترود ها، با استفاده از آنها جوشکاری سرد و ریخته گری محصولات چدنی را انجام می دهند.
طبقه بندی الکترودها
|
نمونه های علامت گذاری شده:
شناسایی شرایط مکانی برای الکترودهای مختلف الکترودهای پوشش داده شده با اسیدسایر مواد جامد استفاده شده توسط واکنش های شیمیایی مانند آلیاژها یا سایر ترکیبات مصنوعی پیچیده به دست می آیند. عامل مهم اندازه ذرات مواد جامد است. ساختار فیزیکی مواد پوشش دهنده می تواند به صورت کریستال، فیبری یا آمورف طبقه بندی شود. معمولا مواد بلورین مانند رویتل، کوارتز و میکا استفاده می شود. رویتل یک تظاهرات طبیعی از مواد معدنی دی اکسید تیتانیوم است و به طور گسترده ای در رسوب الکترود استفاده می شود.
|
علامت گذاری الکترودهای جوش داده شده
نمونه های علامت گذاری شده:
مواد فیبر مانند سلولز و مواد غیر آلی مانند دی اکسید سیلیکون و سایر ترکیبات آلی نیز مواد رایج پوشش هستند. طبقه بندی مواد پوشش مواد پوشش را می توان به شش گروه اصلی تقسیم کرد: عناصر آلیاژی - عناصر آلیاژی مانند مولیبدن، کروم، نیکل، منگنز و دیگران، فلز جوش به خواص مکانیکی می دهند. پیوند های حل کننده مانند سیلاندهای سدیم و پتاسیم در پوشش الکترود ها به عنوان گیرنده ها استفاده می شود.
انواع الکترود برای جوشکاری
توابع مربوطه عبارتند از جرم پلاستیکی ماده پوشش، که می تواند به صورت اکسترود شده و خشک شود. پوشش نهایی پس از عبور به کوره باید سخت باشد، به طوری که آن را از دهانه پشتیبانی می کند و به اندازه کافی قوی نیست که شکسته شود، کرک یا کرک نزند. پوشه ها نیز برای ایجاد پوشش غیر قابل اشتعال و جلوگیری از تجزیه زودرس استفاده می شود. تولید گاز - گازهای معمولی تشکیل دهنده کربوهیدرات ها، هیدرات ها و کربنات ها هستند. نمونه هایی از این مواد عبارتند از: سلولز، کربنات کلسیم و منیزیم و آب های شیمیایی ترکیب شده در خاک رس و میکا.
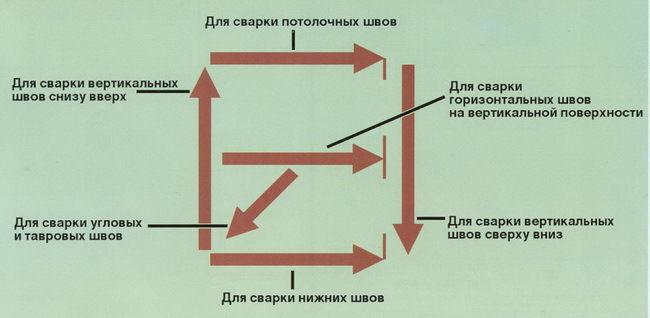
شناسایی شرایط مکانی برای الکترودهای مختلف
نوع الکترود
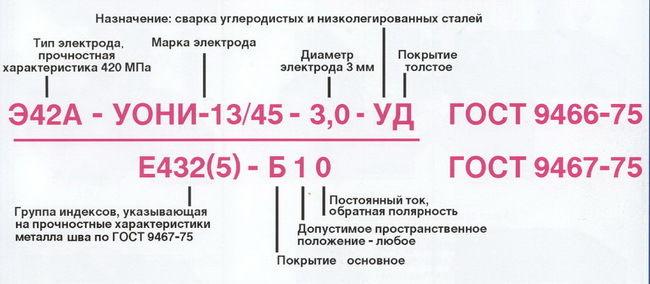
برای جوشکاری کربن و فولادهای آلی کم، و همچنین آلیاژهای با افزایش و مقاومت بالا، مارک شامل:
این مواد در دمای بالا قوس جوشکاری دی اکسید کربن، مونوکسید کربن و بخار آب را منتشر می کنند. این امر مخصوصا در هنگام جوشکاری با جریان متناوب درست است. مواد ریخته گری ترکیبات تیتانیوم، پتاسیم و کلسیم هستند. فرمها و سرباره - این ترکیبات عمدتا به ضخیم شدن سرباره و مانند ویسکوزیته، کشش سطحی و نقطه ذوب می پردازند. و مگنتیت - مواد از این نوع. پلاستیک ها - پوشش ها اغلب گرانول هستند و به منظور موفقیت آنها، لازم است مواد روانکاری و پلاستیکی را اضافه کنید تا پوشش تحت فشار کمی تحت فشار قرار گیرد.
شاخص اوه
رقم زیر شاخص، نشان دهنده مقدار استحکام کششی در kgf / mm 2 است؛
شاخص الفنشان می دهد که فلز جوش دارای خواص مقاومتی و چقرمگی است.
برای جوشکاری مقاوم در برابر حرارت، فولادهای پر آلیاژ و برای پوشش، نماد متشکل از:
بیشترین کاربرد آن کربنات کلسیم و سدیم است. هیدروژن می تواند هنگام جوشکاری فولادهای با استحکام بالا باعث مشکلات شود. عملکرد ترکیبات کلاس عملکرد سلولز 35٪ گاز روتیل 15٪ از سرباره - قوس تثبیت کننده. آلیاژ آلومینیوم 5٪ منیزیم - آلیاژ آلومینیوم آلیاژ 15٪ سرباره سدیم سیلیکات سدیم سدیم 25٪ - عامل شارژ سیال 5٪ کربنات کلسیم 30٪ عامل گاز - فلوریت سیلیزایزر 20٪ سرباره سابق - عامل شارژ فرو ممانس 5٪ دی اکسیدیزه کننده آلیاژ آهن .
پتاسیم سیلیکات 15٪ اتصال دهنده - پودر فولاد تثبیت کننده قوس 30٪ رسوب رطوبت 0، 1٪. پوشش روتنیم دارای ویژگی های زیر است: مصرف عمومی؛ پوشش تا 50٪ روتیل دارد؛ نفوذ متوسط؛ به سرعت سرباره نصب شده، به راحتی قابل جابجایی؛ فلز جوش ممکن است سطح بالایی از هیدروژن داشته باشد؛ نیاز به خشک شدن در دمای نسبتا کم دارد، به طوری که فلز جوش تخلخل های درشت را نشان نمی دهد.
اعداد زیر شاخص، نشان دهنده میانگین کربن در صد درصد است؛
حروف و اعداد که محتوای مواد شیمیایی را در درصد تعیین می کنند. منظور از علامت گذاری عناصر شیمیایی با کاهش میانگین محتوای عناصر مربوط به فلز جوش تعیین می شود. با مقدار متوسط عنصر اصلی شیمیایی کمتر از 1.5٪، عدد پس از تعیین علامت عنصر شیمیایی مشخص نشده است. با میانگین محتوای سیلیکون در فلز جوش تا 0.8٪ و منگنز تا 1.0٪، نامه های C و D قرار ندهید.
پوشش بسیار بالا به ویژگی های زیر می افزاید: افزودن پودر آهن؛ افزایش میزان رسوب؛ ممکن است شامل شود؛ افزایش جریان سرباره به دلیل تشکیل اکسید آهن؛ ثبات قوس را بهبود می بخشد و نفوذ را کاهش می دهد، به خصوص در شدت جریان بالا، که می تواند موجب نگرانی شود؛ امکان لحیم کاری تحت عمل گرانش؛ قدرت فلز جوش را کاهش می دهد.
الکترودهای غیر مصرفی و نشانه گذاری آنها
الکترودهای بسیار کارآمد دارای نرخ رسوب بالا هستند که جوشکاری گرانشی در کارخانه های کشتیرانی با استفاده از دستگاه نشان داده شده در شکل نشان داده شده است. توابع پوشش: جوشکاری حفاظت از فلز - مهمترین تابع پوشش برای محافظت است فلز جوش از اکسیژن و نیتروژن از هوا هنگامی که از طریق قوس انتقال می یابد، و همچنین در حالت مایع است. حفاظت لازم برای اطمینان از صحت فلز است. جوش جوشعدم وجود حباب های گاز و قدرت کافی و انعطاف پذیری آن است.
شاخص اوه- الکترود برای دستی جوش قوس و پوشش
 تعیین فلز
تعیین فلز
برای جوشکاری کربن و فولادهای کم آلیاژ با استحکام کششی در تقسیم تا 490 مگاپاسکال (50 کیلوگرم در میلی متر بر 2)، 7 نوع الکترود استفاده می شود: E38، E42، E46، E50، E42A، E46A، E50A. برای جوشکاری کربن و فولادهای آلی کم با استحکام کششی در شکست از 490 MPa (50 kgf / mm 2) تا 588 MPa (60 kgf / mm 2)، 2 نوع الکترود استفاده می شود: E55، E60. 5 نوع الکترود برای جوشکاری فولادهای با مقاومت بالا و قوی با مقاومت کششی بیش از 588 MPa (60 kgf / mm 2): E70، E85، E100، E125، E150 مورد استفاده قرار می گیرد.
فولاد مقاوم در برابر حرارت جوشکاری - الکترود مورد استفاده
در دماهای بالا، نیکل و اکسیژن کوکها به راحتی با آهن ترکیب می شوند و نیتریت های آهن و اکسید آهن را تشکیل می دهند که اگر در فلز جوش بیش از حداقل مقادیر خاص، باعث شکنندگی و تخلخل شوند. نیتروژن بیشترین اهمیت را دارد، زیرا کنترل آن پس از وارد شدن به جوش داده شده، دشوار است. اکسیژن را می توان با استفاده از عوامل ضدعفونی کننده مناسب برداشت. برای جلوگیری از آلودگی اتمسفر، جریان فلزی مذاب باید توسط گازهایی که فضای اطراف آن را از قوس و فلز جوش فلز مذاب جایگزین می کند، محافظت کند.
برای جوشکاری فولادهای مقاوم در برابر حرارت - 9 نوع: E-09M، E-09MH، E-09H1M، E-05H2M، E-09H2M1، E-09H1MF، E-10H1MNBF، E-10H3M1BF، E10H5MF. برای جوشکاری فولادهای پر آلیاژ با خواص خاص - 49 نوع: E-12X13، E-06X13N، E-10X17T، E-12H11NMF، E-12H11NVMF، و غیره برای پوشش لایه های سطح با خواص خاص - 44 نوع: E-10G2، E- 10G3، E-12G4، E-15G5، E-16G2HM، E-30G2HM و غیره
الکترود مارک
این امر از طریق استفاده از مواد پوشش دهنده تولید می شود که در طی جوشکاری تجزیه می شوند و یک جو محافظ ایجاد می شود. تثبیت کننده قوس یک قوس تثبیت شده است که به راحتی باز می شود، حتی در جریان های پایین هم هموار می شود و می تواند به طور مساوی با استفاده از قوس طولانی یا کوتاه نگهداری شود. افزودن عناصر آلیاژی به فلز جوش - عناصر مختلف مانند کروم، نیکل، مولیبدن، وانادیم و مس می توانند به فلز جوش با ترکیب آنها در ترکیب پوشش اضافه شوند.
اغلب لازم است عناصر آلیاژی را به پوشش اضافه کنید تا از دست دادن انتظارات این عناصر هسته در هنگام جوشکاری با توجه به تبخیر و واکنش شیمیایی تعادل برقرار شود. الکترود های فولاد شیرین نیاز به مقدار کمی از کربن، منگنز و سیلیکون در جوشکاری دارند که منجر به تشکیل جوش های کامل با سطح مورد نیاز قدرت می شود. بخشی از کربن و منگنز از میله می آید، اما باید آن را با آلیاژهای فرومنگانا و در بعضی موارد با افزودن آلیاژهای فروس سیلیکون در پوشش اضافه کنید.
هر نوع الکترود می تواند به یک یا چند مارک متصل شود.
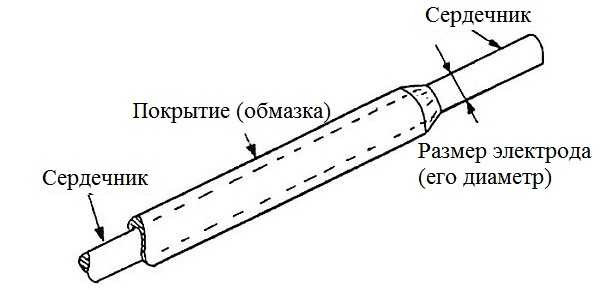
قطر الکترود
قطر الکترود (میلی متر) مربوط به قطر میله فلزی است.
جهت قوس الکتریکی - جهت جریان قوس الکتریکی با یک دهانه که در نوک الکترودها شکل می گیرد، به دست می آید. استفاده از اتصال دهنده های مناسب یک پوشش ثابت فراهم می کند که از دهانه پشتیبانی می کند و نفوذ بیشتری و هدف بهتر قوس الکتریکی را فراهم می کند. عملکرد سرباره به عنوان یک شار - عملکرد سرباره این است که برای حفاظت اضافی در برابر آلودگی اتمسفر به عنوان یک تصفیه کننده و جذب ناخالصی هایی که به سطح آورده شده و توسط سرباره گرفته شده اند، و برای کاهش میزان خنک کننده فلز مذاب برای خروج از گازها، کاهش یابد.
انتصاب الکترود
برای جوشکاری کربن و فولادهای کم آلیاژ با استحکام کششی تا 588 مگاپاسکال (60 kgf / mm 2) - با حروف الفبا داشتن;
برای فولادهای جوشکاری آلیاژی با استحکام کششی بیش از 588 مگاپاسکال (60 kgf / mm 2) - با حروف الفبا ل;
نشانه های طبقه بندی الکترود
سرباره همچنین کنتور، یکنواختی و ظاهر کلی جوش را کنترل می کند. این به ویژه در جوش گوشه مهم است. ویژگی های موقعیت جوشکاری، افزودن مواد خاصی به پوشش است، به ویژه ترکیبات تیتانیوم که امکان جوشکاری را فراهم می کند. خصوصیات سرباره - عمدتا تنش سطحی و دمای جامد شدن - به شدت تعیین توانایی الکترود مورد استفاده در هنگام جوش از موقعیت است. نظارت بر یکپارچگی فلز جوش - تخلخل یا گازهایی که در فلز جوش خورده به دام افتاده است، معمولا توسط ترکیب پوشش کنترل می شود.
برای جوشکاری فولادهای مقاوم در برابر حرارت - با یک حرف مشخص شده است T;
برای جوشکاری فولادهای پر آلیاژ با خواص ویژه - با حرف نشان داده شده است در;
برای پوشش سطوح سطح با خواص خاص - با یک حرف مشخص شده است ه.
نسبت ضخامت پوشش
این توازن برخی از مواد تشکیل دهنده در پوشش است که اثر قابل ملاحظه ای در حضور گازهایی که در فلز جوش به دام افتاده است. تعادل مناسب این مواد برای یکپارچگی که برای فلز جوش به دست می آید بسیار مهم است. Ferromanganese، احتمالا شایع ترین عنصر مورد استفاده برای رسیدن به یک فرمول صحیح متعادل است. خواص مکانیکی خاص خواص مکانیکی فلز جوش میتواند با پوشش فلز به جوش متصل شود.
مقادیر بالای چقرمگی در دماهای پایین، انعطاف پذیری بالا و افزایش خواص جریان و مقاومت مکانیکی می تواند با اضافه کردن عناصر آلیاژ به پوشش حاصل شود. عایق هسته ای فولادی - پوشش به عنوان یک عایق کاری عمل می کند، به طوری که در هنگام جوشکاری نازک های عمیق یا سوراخ های باریک، یک اتصال کوتاه ایجاد نخواهد شد؛ پوشش نیز از اپراتور هنگام تغییر الکترود محافظت می کند.
بسته به نسبت قطر پوشش الکترود دبه قطر میله فلزی د، الکترودها به گروه های زیر تقسیم می شوند:
با یک پوشش نازک (D / d≤1،2) - با یک حرف مشخص شده است م;
با پوشش متوسط (1.2
با پوشش ضخیم (1.45
با پوشش ضخیم بیشتر (D / D\u003e 1،8) - ر.
این مقاله برای مشاهده نسبتا جوش با یک الکترود پوشش داده شده با سه نوع مختلف: روتیل، سلولز و قلیایی طراحی شده است. هدف از این کار مقایسه انواع الکترود برای طراحی پاشش جوش، تولید گاز، شکستگی سرباره و جنبه بصری جوش است.
کليدواژگان: الکترودها، روتيکو، اساسی، سلولز. به عنوان یک اثر اقتصادی، جوشکاری یک ابزار بسیار مهم برای یک مهندس است که تلاش می کند هزینه های تولید و تولید را کاهش دهد. بسیاری از محصولات موجود در بازار بدون استفاده از روش های جوشکاری مانند ماشین، تجهیزات صنعتی، عناصر ساختاری، محصولات نیروگاه های هسته ای، نیروگاه های برق آبی و غیره تولید نمی شوند.
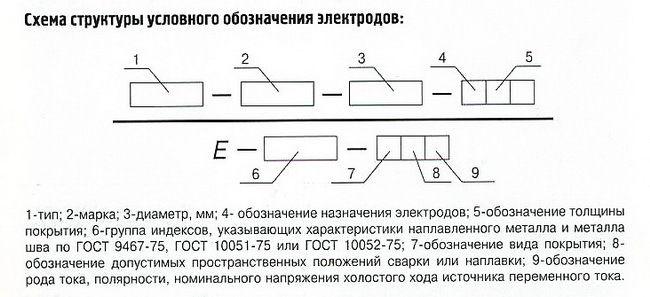
تعیین یک الکترود پوشش داده شده
نامه E- تعیین بین المللی الکترود با پوشش ذوب.
گروهی از شاخص هایی که ویژگی های فلز جوش یا فلز جوش را نشان می دهند
جوشکاری با یک الکترود متخلخل به عنوان یک فرآیند جوشکاری قوس دستی تعریف می شود، جایی که اتصال فلزات با گرما از قوس الکتریکی بین الکترود پوشش داده شده و فلز پایه در یک جوش داده شده اتفاق می افتد. فلز الکترود با فلز پایه ادغام شده و از طریق یک قوس الکتریکی منتقل می شود. سرباره از پوشش الکترود و ناخالصی های فلز پایه تشکیل شده و به عنوان یک پوشش برای پوشش جوش، حفاظت از آن از آلودگی اتمسفر و همچنین کنترل خنک کننده کمک می کند.
تصویر زیر. 1 تمام موقعیت ها را نشان می دهد. 2 موقعیت افقی و افقی است. 4 به معنای افقی، افقی، عمودی است. هنگامی که رقم قبلی 1 است، رقم قبلی 2. فرآیندهای تولید: جوشکاری و ریخته گری.
برای الکترودهای مورد استفاده برای جوشکاری کربن و آلیاژهای سبک کم با استحکام کششی تا 588 مگاپاسکال (60 kgf / mm 2).
http://elektrod-3g.ru
برای اولین بار، یک الکترود جوشکاری در سال 1902 ظاهر شد. از آن زمان، بسیار تغییر کرده است انواع و مارک های جدید ظاهر شد. الکترود جوشکاری شایع ترین مواد است. هر علامت الکترود دارای خواص خاص خود است. . شما همیشه باید به یاد داشته باشید که برای هر نوع ماده، شما باید یک الکترود خاص را انتخاب کنید.
در تجزیه و تحلیل استفاده از الکترود. هر کدام از سیمها هنگام مشاهده هندسه و ظاهر کلی کابلها مورد بررسی قرار گرفت. در فرایند با یک الکترود سلولزی، گاز بیشتری نسبت به فرآیند قبلی مشاهده شد. با این حال، این فرایند نفوذ بیشتر به فلز پایه، که منجر به بیش از حد ورق می شود.
- این فرآیند سبب ایجاد بسیاری از اسپریکنرها شد، حتی بیشتر از روند قبلی.
- اشاره شد که شکل گیری سرباره وجود ندارد.
- ظاهر جوش بسیار ضعیف بود و ظاهرا کیفیت پایین بود.
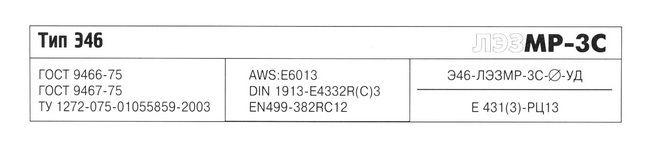
مارک های محبوب ترین الکترود برای فولاد کربن و کم آلیاژ مورد استفاده عبارتند از: UONI-13 / NZh / 12h13. الکترود این نام تجاری برای جوشکاری فولادهای مقاوم در برابر خوردگی در نظر گرفته شده است. این مدل توسط تمام قوانین ایجاد شده است. GOST 9466-75. جوشکاری با چنین الکترود روی یک جریان مستقیم انجام می شود.
SSSI 13/55. چنین الکترود جوشکاری برای جوش فولاد کم آلیاژ و کربن استفاده می شود. مطابقت دارد GOST 9466-75,GOST 9467-75,TU 1272002010558589 . فرآیند جوش هر دو با متناوب و با جریان مستقیم قطب معکوس صورت می گیرد.
MP-3C .الکترود جوشکاری این برند برای محصولات جوشکاری از کربن و فولادهای کم آلیاژ طراحی شده است.. جوش با استفاده از جریان مستقیم و متناوب انجام می شود.
MR-3T این الکترود برای محصولات جوشکاری از کربن، فولاد کم آلیاژ طراحی شده است. جوش را می توان با هر دو جریان مستقیم و متناوب انجام داد. قطب DC متوقف می شود اما برای چنین الکتریکی یک نایس وجود دارد، محتوای کربن نباید کمتر از 0.25٪ باشد و مقاومت موقت به پارگی نباید بیش از 490 مگاپاسکال باشد. چنین الکترودهای مطابق با GOST 9466-75، GOST 9467-75 است.
OZS-12 چنین الکترودهای نیز برای کربن و فولاد کم آلیاژ طراحی شده اند. قطع موقت موقت 490 مگاپاسکال است. الکترودهای جوشکاری زغال سنگ : VDK VDP IC. محبوب ترین علامت های تجاری الکترودهای تنگستن غیر مصرفی که مربوط به GOST 23949-80: EVC EVL EVI-1 EVI-2 EVT-15 همچنین الکترودهای ویژه برای جوشکاری مس و آلیاژهای مس وجود دارد: OZB-2M OZB-3 ANTs / OZM2 عضو Komsomol 100ANC / OZM3 برای جوشکاری مواد مانند نیکل و آلیاژهای آن، از الکترودهای OZL-32، B-56U استفاده کنید. اگر می خواهید با مواد مانند آلومینیوم و آلیاژهای آن کار کنید، سپس باید الکترودها را انتخاب کنید: OZANA-1، OZA-1، OZA-2، OZANA-2.
الکترود نقش مهمی در روند جوشکاری دارد. به عنوان یک قاعده، جوشکاری با استفاده از الکترود ها قابل اعتماد تر، بادوام تر، سریع تر و ارزان تر خواهد بود.
این راز نیست که در طول جوشکاری فلز، حرکت الکترودها انجام شود. این حرکات اغلب نوسانی هستند. بسیاری از روشهای تکنولوژیکی برای جوشکاری فلز وجود دارد. الکتروددر طول فرآیند جوشکاری، صرف نظر از روش استفاده شده، حرکت در سه جهت مختلف.
جنبش اولبه اصطلاح ترجمه شده است، که در آن جنبش در امتداد محور الکترود قرار دارد. بسته به سرعت ذوب شدنجنبش ترجمه یک طول ثابت را حفظ می کند. قوس، که نباید بیش از 0.5-1.2 قطر الکترود باشد. طول قوس بستگی دارد علائم الکترودو شرایط جوشکاری شکل گیری جوش با کاهش طول قوس و نیز احتمال اتصال کوتاه (مختصر کوتاه) بدتر می شود. افزایش قوس، دلیل افزایش پراکندگی فلز الکترود و کاهش کیفیت شکل جوش و خواص آن (مکانیکی) است.
جنبش دوم جابه جایی الکترود در امتداد محور به منظور ایجاد یک درز است. قطر الکترود، قدرت فعلی ( دائمییا متغیر) و نرخ ذوب الكترود سرعت الكترود را مشخص مي كند. در غیاب جابجایی های عرضی الکترود، سیم پیچ تنگ (رشته ای) است که عرض آن تقریبا 1.5 برابر قطر الکترود مورد استفاده است. این جوش هنگام جوشکاری استفاده می شود نازکورق های فلزی
آخرین حرکت جابه جایی الکترود در جهت تنظیم عرض جوش و عمق ذوب فلز است. این جنبشهای نوسانی، صلاحیت بالایی از جوشکار و مهارت های او را تعیین می کنند، و همچنین مشخص شده توسط ویژگی های جوش داده شده، موقعیت و اندازه درز. عرض جوش، هنگام استفاده از حرکات نوسان عرضی، در عرض 1.5-5 برابر قطر الکترود مورد استفاده متفاوت است.
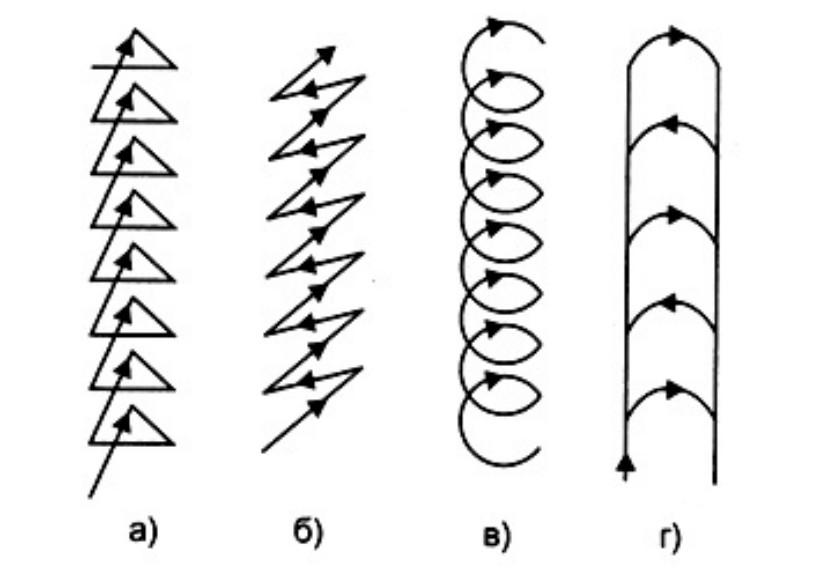
جابجایی صحیح و فنی از الکترود وظیفه اصلی و شرایط برای به دست آوردن جوش با کیفیت بالا در هنگام جوشکاری است. مهم است که یک روش خاص از انجام حرکات نوسانی الکترود و همچنین عقلانیت حرکت آن است. چند راه معمول برای انجام جوش با کیفیت بالا وجود دارد.در تمام شرایطی که جوشکار استفاده می شود استفاده می شود حرکات را در طول جوشکاری انجام می دهد. این حرکت ها عبارتند از: "درخت کریسمس" (a)، زاویه (b)، "حرکت در یک مارپیچ" (c)، "حرکت در یک هلال ماه" (d). Pic1
وقتی جوش یک جوش گوشه ای عمودی جوش داده شده، راحت ترین روش برای نشان دادن تمام روش ها است. حرکات نوسان الکترودعلاوه بر این، این عملیات بسیار مورد استفاده در جوشکاری محصولات نورد است. در این مورد، ما تمام مسائل مربوط به برش لبه ها و آماده سازی سطوح قبل از جوشکاری را حذف می کنیم.
با استفاده از حرکات نوسانی الکترود توسط یک هلال یا یک مارپیچ، قفسه در ابتدا به لبه ها با یک الکترود جوش داده می شود و پس از قسمت های کوچک بدون شکاف و شکاف، فلز به جوش داده می شود، توصیه می شود که جوشکاری به طور مداوم انجام شود. جوشکاری بیشتر از فلز به تدریج با جابجایی الکترود در بالا انجام می شود، و در نتیجه جوشکاری جوشکاری به پایان رسید. طرح دیگری از حرکت نوسان در طی جوشکاری زاویه است؛ برای حرکات نوسانی الکترود، با استفاده از جابجایی جایگزینی به سمت بالا و پایین، بدون شکاف، فلز در لبه ها با حرکت یکنواخت الکترود به سمت بالا قرار می گیرد.
روش " درخت کریسمس"مشخص شده توسط الکترود و سپس راست، سپس پایین مسیر به سمت چپ پایین. مطلوب است که قطره فلز در هر مرحله جداگانه جوش بین لبه ها سخت شود. پس از آن، الکترود رفته به سمت چپ حرکت می کند و دوباره از نقطه بلند کردن پایین می رود اما در حال حاضر به سمت راست حرکت می کند. چنین حرکات تدریجی با قطعات مستقل مستقل و جوش جوشکاری انجام می شود.
الکترود برای جوشکاری کربن و فولادهای کم آلیاژ نیز با سطح خواص جوش و فن آوری، از جمله امکان جوشکاری در تمامی موقعيت های فضایی، نوع جوش، بهره وري فرایند، تمایل به تشکیل حفره ها، و در برخی موارد، مقدار هیدروژن در فلز جوش و گرایش جوشکاری به شکاف ایجاد می شود. ویژگی های ذکر شده که باید در هنگام انتخاب مارک خاصی از الکترود مورد توجه قرار گیرد عمدتا با نوع پوشش تعیین می شود.
پوشش می تواند باشد:
روتلوف
اصلی
سلولز
مخلوط
الکترود با پوشش اسیدی.
اساس این نوع پوشش اکسید آهن، منگنز و سیلیکون است. فلز جوش ساخته شده با الکترودهای پوشش داده شده با اسید، گرایش بیشتری به ترک های داغ دارد. با توجه به خواص مکانیکی فلز جوش و جوش داده شده، الکترودهای E38 و E42 هستند.
الکترود های پوشش داده شده با اسید مستلزم تشکیل حفره ها در هنگام جوشکاری فلز، پوشش داده شده با مقیاس یا زنگ، و همچنین زمانی که قوس گسترش یافته است. جوش را می توان با جریان مستقیم و متناوب انجام داد.
الکترودهای روتیل پوشش داده شده.
اساس پوشش این الکترودها، کنسانتره روتیل (دی اکسید تیتانیوم طبیعی) است. فلز جوش، ساخته شده توسط الکترودهای با پوشش روتیل، مربوط به یک فولاد آرام و یا نیمه آرام است. مقاومت فلز جوش در برابر ترک خوردگی در الکترودهای روتیل پوشش بالاتر از الکترودهای پوشش داده شده با اسید است. بر اساس خواص مکانیکی فلز جوش و جوش داده شده، بیشتر مارک های الکترودهای روتیل متعلق به نوع الکترودهای E42 و E46 می باشند.
الکترودهای روتیل در مقايسه با انواع الکترود های دیگر دارای مزایای فراوانی هستند، بجز اینکه آنها با جوشکاری با جریان متناوب، ضایعات پاشش فلزات کم، جداسازی آسان پوسته سرباره، شکل گیری جوش بسیار عالی، سوزاندن قوس پایدار و قدرتمند را فراهم می کنند. هنگام تغییر طول قوس، هنگام جوش کردن فلز مرطوب و زنگ زده و روی سطح اکسید شده، الکترودهای بسیار حساس به تشکیل خلل نیستند.
الکترود گروه در نظر گرفته شده نیز شامل الکترود با پوشش الیمنیت می شود که موقعیت بین الکترود با پوشش های اسیدی و روتیل را اشغال می کند. ترکیب پوشش این الکترودها به عنوان جزء اصلی شامل کنسانتره الیمنیت (یک ترکیب طبیعی دی اکسید تیتانیوم و آهن) است.
الکترود با پوشش اصلی.
اساس این نوع پوشش کربنات ها و فلوراید ها است. فلز متذکره توسط الکترود با پوشش اصلی، با ترکیب شیمیایی مطابق با فولاد آرام است. با توجه به محتوای کم گازها، ترکیبات غیر فلزی و ناخالصی های مضر، فلز جوش ساخته شده توسط این الکترود ها با پلاستیکی و چقرمگی بالا در دماهای طبیعی و پایین مشخص می شود و همچنین دارای مقاومت بالا در برابر ترک خوردگی داغ است. با توجه به خواص مکانیکی فلز جوش و اتصالات جوش، الکترودهای با پوشش اصلی به الکترودهای نوع E42A، E46A، E50A، E55 و E60 اشاره دارند.
با این حال، ویژگی های تکنولوژیکی الکترود با پوشش اصلی، نسبت به سایر انواع الکترود پایین تر است. آنها در حضور مقیاس، زنگ زدگی و روغن در لبه قطعات جوش داده شده، و همچنین زمانی که پوشش خیس شده و قوس گسترش یافته است، بسیار حساس هستند. به عنوان یک قاعده، جوشکاری با جریان مستقیم قطب معکوس انجام می شود. قبل از جوشکاری، الكترود ها باید در دمای بالا (250-420 درجه سانتیگراد) كلسن شوند.
الکترود با پوشش سلولز.
پوشش این نوع حاوی مقدار زیادی (تا 50٪) اجزای ارگانیک، به عنوان مثال، سلولز. الکترودهای سلولز ذخیره شده فلز، ترکیب شیمیایی مربوط به یک فولاد نیمه آرام یا آرام است. در عین حال، حاوی مقدار زیادی هیدروژن است. با توجه به خواص مکانیکی فلز جوش و اتصالات جوش داده شده، الکترودهای پوشش داده شده با سلولز به الکترودها E42، E46 و E50 متصل هستند. الکترودهای سلولز با تشکیل یک دانه ی معکوس یکنواخت از درز مشخص شده است، زمانی که جوش یک طرفه بر روی وزن، امکان جوش یابهای عمودی به روش بالا به پایین.
تمام الکترود هایی که در بالا توصیف شده اند، برای جوشکاری فولادهای کربن و کم آلیاژ مورد استفاده قرار می گیرند، با هر نوع پوشش باید مطابق با الزامات GOST 9466-75 و GOST 9467-75، و همچنین الزامات شرایط فنی برای الکترودها باشد.
مشخصات ممکن است شامل الزامات اضافی مورد نیاز برای مدیریت موثرتر فرایند و / یا برای به دست آوردن اتصالات جوش با ویژگی های خاص و افزایش قابلیت اطمینان عملیاتی باشد.
هنگام کار با جوشکاری قوس دستی، شما دائما با الکترودها کار می کنید. این عنصر از فرآیند جوشکاری ساده نیست و به نظر می رسد طبقه بندی گسترده ای دارد. امروزه می توان محصولات را برای هر نیاز، براساس فلزات جوش داده شده، نوع تجهیزات، خواص مورد نیاز جوش و انواع مختلف پارامترهای کمکی انتخاب کرد. در زیر شما در مورد طبقه بندی الکترودهای پوشش داده شده و تعیین آنها یاد خواهید گرفت.
الکترودهای قابل استفاده برای جوشکاری قوس دستی به ذوب و غیر ذوب تقسیم می شوند. میله های جوشکاری از نوع چدن، فولاد، مس یا فلز دیگر، بسته به مواد ساخته شده است. آنها نقش یک آند یا کاتد را بازی می کنند و همچنین به عنوان مواد افزودنی عمل می کنند. پوشش داده شده یا کشف شده اند.
پوشش در میله های ذوب انجام بسیاری از توابع نگه داشتن قوس به تشکیل ابر گاز است که مانع از اکسیداسیون جوش.
الکترودهای غیر قابل مصرف برای جوشکاری، از مواد نسوز مختلف - گرافیت، تنگستن یا ذغال سنگ ساخته شده اند. آنها برای احتراق و نگه داشتن قوس عمل می کنند و پر کردن جوش با افزودنی ها با استفاده از تغذیه دستی مواد قابل اشتعال انجام می شود. 
الکترود ذوب شده چیست؟
الکترودهای ذوب برای جوشکاری قوس دستی شامل یک میله داخلی و یک لایه بیرونی است. مطابق با الزامات گوستاستارد، انواع مختلفی از فولادها برای ساخت الکترودهای جوشکاری مورد استفاده قرار می گیرند: کربنی، با تعداد زیادی یا زیاد ناخالصی، مس، آلومینیوم، نیکل و دیگر آلیاژهای رنگی نیز استفاده می شود. ترکیب میله به علت مواد جوش داده شده است، زیرا هر دو فلز باید با یکدیگر هماهنگ شوند. استثناء چدن است که می تواند با هر دو فولاد و مس و الکترودهای آهن جوش داده شود.
مانند هسته، لایه بیرونی با توجه به فلز جوش داده شده است، به همین دلیل ترکیب آن تا حدودی ممکن است متفاوت باشد. اما با وجود این، این تابع به طور زیر عمل می کند:
- کمک به حفظ قوس؛
- تولید سرباره در اطراف استخر جوش، ذوب مواد معدنی پوشش؛
- یک گاز محافظ تولید می کند که به عنوان یک نتیجه از سوختن اجزای آلی پوشش است.
- دی اکسید کردن یا آلیاژ کردن فلز را انجام می دهد.
طبقه بندی الکترودهای پوشش داده شده
با توجه به لیست طولانی تغییرات مختلف پوشش، آلیاژ و دیگر پارامترهای الکتریکی پوشش داده شده، برای جستجوی راحت تر نوع میله مورد نظر، آنها طبقه بندی گسترده ای دریافت کردند. انواع الکترود های جوشکاری بر اساس علائم زیر تقسیم می شوند:
به مقصد:
- آلیاژهای با نسبت جزئی ناخالصی و آلیاژهای کربن؛
- مواد با تعداد زیادی از لیگاتورها؛
- آلیاژهای با افزایش قدرت و خواص منحصر به فرد؛
- الکترودهای روکش با خواص منحصر به فرد.
نوع - مقدار جوش نهایی، مشخص شده توسط استحکام کششی، موقت یا نقطه مکانیکی اثر.
الکترودهای جوشکاری مارک - ارزش منحصر به فرد توسط سازنده برای طبقه بندی داخلی محصولات تعریف شده است. به همین دلیل مارکینگ الکترودهای جوشکاری از همان پارامترها، اما از تولید کنندگان مختلف ممکن است متفاوت باشد.
ضخامت لایه بیرونی - بر اساس نسبت ضخامت آنها به اندازه نوار مرکزی لایه بیرونی را طبقه بندی می کند - نازک، ضخامت متوسط، ضخیم و بسیار ضخیم.
نوع فعلی - الکترود جریان مستقیم، جریان متناوب با اتصال مستقیم یا معکوس.
ترکیب پوشش - جدایی بر روی الکترود جوشکاری با اسید، اساسی، سلولز، روتیل، لایه با افزایش غلظت آهن، رسوب متشکل از لایه های مختلف وجود دارد.
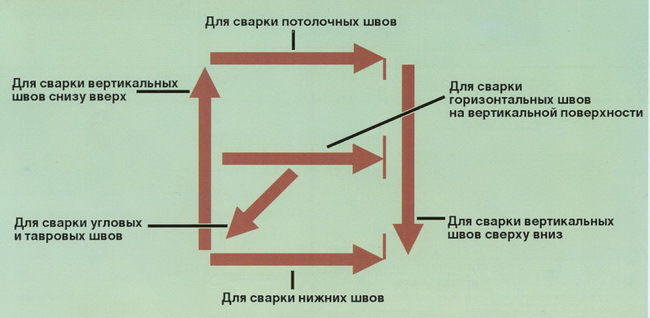
با توجه به موقعیت های مجاز، میله ها به مقادیر مجاز برای کار در تقسیم می شوند:
· هر مقررات؛
· همه اما عمودی، پایین؛
· پایین و عمودی به سمت بالا
· پایین
با کیفیت یا با شرایط ورق، پس از کار با میله ها، الکترودها به سه گروه تقسیم می شوند. محصولات با کیفیت بهتر متعلق به گروه اول هستند.
ضخامت - پارامتر نشان دهنده قطر پایه فولاد، ممکن است در محدوده 1.6 تا 12 میلیمتر باشد.
مارکینگ الکترودهای جوشکاری و تفسیر آنها
برای تشخیص اینکه الکترودها قبل از اینکه برچسب زدن آنها را بررسی کنید، ارائه شده است. هر بسته حاوی اطلاعات در مورد 9 ویژگی اساسی مطابق با GOST 9466-75 است.
![]()
- انواع الکترودهای پوشش داده شده برای جوشکاری.
فولادهای با استحکام بالا با درصد زیادی از کربن، درصد بالا یا پایین لیگاتورها با الکترود با برچسب شروع می شوند که از الگوریتم الف الدرد است، سپس ارقام نشان دهنده بار حداکثر مجاز تحت تنش (kgf_mm2) است و در انتها یک شاخص A نشان دهنده افزایش ثبات جوش به پلاستیک و بارهای شوک. به عنوان مثال: E 42، E 50، E46 A، E 60 و غیره.
فولاد مقاوم در برابر حرارت و بالا آلیاژ: علامت E، اعداد بعد از یک خط تیره، نشان دادن کربن، و سپس حروف و اعداد - نشان دهنده یک عنصر شیمیایی خاص (A - نیتروژن، M - مولیبدن، F - وانادیم، و غیره) و تعداد آن در صد . اجزای شیمیایی در ترتیب نزولی تعداد آنها در محصول مرتب شده اند. به عنوان مثال: e-09M؛ E-10KhZM1BF؛ E-30G2HM و غیره - تمبرها الکترود جوشکاری
تمبرها - پارامتر فردی است و صرفا به تولید کننده بستگی دارد. - قطر
ضخامت قسمت داخلی الکترود پوشش داده شده از 1.6 تا 12 میلی متر متفاوت است، در زندگی روزمره ضخامت 3-5 میلی متر بیشترین استفاده را دارد. - هدف
ساخته شده برای کار با کربن استیل و با تعداد کم ناخالصی، و همچنین قدرت تا 60 kgf / m2، الکترود با علامت U مشخص شده؛
فولادهای آلیاژی ساختاری با استحکام کششی بالای 60 کیلوگرم / متر مربع با محصولات مشخص شده - L؛
محصولات برای فولاد با هدایت حرارتی کم با علامت - T مشخص شده اند.
فلزات با درصد زیادی از ناخالصی ها و خواص منحصر به فرد می توانند با محصولات مشخص شده - B بپوشند؛
لایه های سطحی با مشخصات منحصر به فرد با محصولات مشخص شده - N. - ضخامت پوشش
مقدار نشان دهنده نسبت ضخامت پوشش به هسته داخلی است. اگر این نسبت کمتر از 1.2 باشد، محصول با نماد M برچسب گذاری می شود و به صورت نازک پوشش داده می شود. لایه میانی در محدوده 1.2 تا 1.45 با نماد C مشخص شده است. ضخامت آن ها - از 1.45 به 1.8 با نماد D مشخص می شود و در نهایت ضخیم ترین، نسبت است که بیش از 1.8 با علامت G مشخص می شود. - خواص اصلی درز
خواص دقیق آلیاژها برای هر نوع از این مقادیر خودشان هستند و نشان دهنده قدرت، درصد ترکیب ناخالصی، دمای کار جوش و تعدادی از شاخص های دیگر است. این مقادیر را می توان در جداول مربوطه با رمزگشایی یافت. - نوع پوشش الکترود
A - پوشش اسید
B - فلوراید کلسیم.
C - سلولز
R - روتیل
W - مقدار آهن بالا.
انواع مختلفی از پوشش های الکترود وجود دارد که با ترکیب چندین حروف مشخص شده اند. - نشانه گذاری موقعیت مکانی
1 - همه
2 - همه چیز به غیر از عمودی، به سمت پایین هدایت می شود؛
3 - پایین، به علاوه عمودی (از بالا به بالا)؛
4 - منحصرا پایین تر است - نوع جریان جوشکاری و اتصال
- فهرست 0 الکترود برای جریان مستقیم و اتصال معکوس؛
- شاخص 1،4، 7 - محصولات را برای هر نوع ولتاژ و اتصالات نشان می دهد.
- اشاره گرها - 2،5،8 - هر جریان، اما اتصال باید مستقیم باشد؛
- شاخص ها - 3،6،9 برای هر جریان و اتصال معکوس.
سازندگان الکترودهای جوشکاری
در زیر سه سازنده برتر جوشکاری، الکترود پوشانده شده در روسیه هستند:
- SPE "جوش اوراسیا". برای بیش از 70 سال سابقه، این شرکت موفق به چرخه کامل تولید الکترود شد و در حال حاضر تمام انواع الکترودهای - ذوب، جوشکاری، فولاد آلیاژی و بسیاری دیگر را تولید می کند.
- CJSC "کارخانه الکترود". تولید کننده مشهور است که محصولات خود را به بزرگترین گیاهان ماشین سازی کشور عرضه می کند، این شرکت همچنین محصولات را برای مصرف کننده های معمول تولید می کند. جوشکار حرفه ای توجه به راحتی کار و کیفیت محصولات این شرکت می کند.
- LLC NPO Spetselektrod. محصولات این شرکت بیش از 50 مارک مختلف از میله های مصرف کننده با ضخامت تا 6 میلی متر است. تولید همچنین سفارشات شخصی را می گیرد.
در مورد رهبران جهان سه مورد را فراموش نکنید:
- شرکت Esab با یک قرن از تاریخ و محصولات شناخته شده به عنوان بهترین در جهان است. این الکترود سوئد در تمام قاره ها به عنوان بالاترین کیفیت شناخته شده است.
- Kobe Steel یک شرکت ژاپنی است که به دلیل عرضه محصولات خود به شرکت های نفتی محبوبیت فراوانی کسب کرده است.
- Klöckner & Co SE یک شرکت آلمانی تولید فولاد و مواد مصرفی برای جوشکاری است. الکترود برای جوشکاری این شرکت بسیار محبوب و گسترده در روسیه استفاده می شود.




