Elektroden, auf die sich der Produktname bezieht. Arten von Elektroden Eine Gruppe von Elektroden, mit deren Hilfe sie Kaltverschweißung und Oberflächenbehandlung von Gusseisenerzeugnissen durchführen.
ELEKTROD-KLASSIFIZIERUNG
|
MARKIERUNGSBEISPIELE:
IDENTIFIZIERUNG VON Räumlichen Bestimmungen für verschiedene Elektroden Mit Säure beschichtete ElektrodenAndere feste Materialien werden durch chemische Reaktionen wie Legierungen oder andere komplexe synthetische Verbindungen erhalten. Wichtiger Faktor ist die Partikelgröße des Feststoffs. Die physikalische Struktur der Beschichtungsbestandteile kann als kristallin, faserig oder amorph eingestuft werden. Häufig verwendete kristalline Materialien wie Rutil, Quarz und Glimmer. Rutil ist eine natürliche Manifestation des Titandioxidminerals und wird häufig bei der Abscheidung von Elektroden verwendet.
|
MARKIERUNG VON GESCHWEISSTEN ELEKTRODEN
MARKIERUNGSBEISPIELE:
Fasermaterialien wie Cellulose und amorphe Materialien wie Siliciumdioxid und andere organische Verbindungen sind ebenfalls übliche Bestandteile von Beschichtungen. Die Einstufung von Beschichtungsbestandteilen. Beschichtungsstoffe lassen sich in sechs Hauptgruppen einteilen: Legierungselemente - Legierungselemente wie Molybdän, Chrom, Nickel, Mangan und andere verleihen dem Schweißgut mechanische Eigenschaften. Lösliche Bindemittel wie Natrium- und Kaliumsilikate werden bei der Beschichtung von Elektroden als Bindemittel verwendet.
Arten von Elektroden zum Schweißen
Zu den Funktionen der Bindemittel gehört die Kunststoffmasse des Beschichtungsmaterials, die in einem Ofen extrudiert und getrocknet werden kann. Die endgültige Beschichtung nach dem Einlauf in den Ofen muss hart sein, damit sie den Krater trägt und stark genug ist, um nicht abzubrechen, zu reißen oder zu reißen. Bindemittel werden auch verwendet, um die Beschichtung nicht entflammbar zu machen und eine vorzeitige Zersetzung zu verhindern. Gaserzeugung - übliche gasbildende Materialien sind Kohlenhydrate, Hydrate und Karbonate. Beispiele für diese Substanzen sind Cellulose-, Calcium- und Magnesiumcarbonate und chemisch kombinierte Wässer in Ton und Glimmer.
IDENTIFIZIERUNG VON Räumlichen Bestimmungen für verschiedene Elektroden
Elektrodentyp
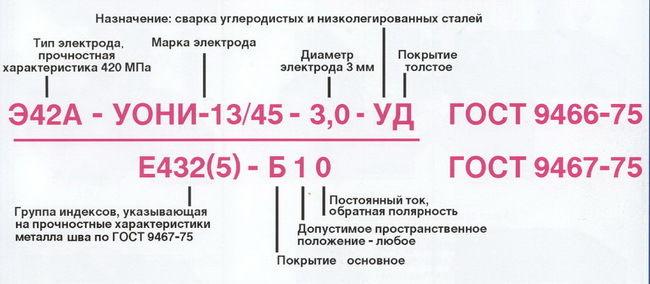
Zum Schweißen von Kohlenstoff- und niedriglegierten Stählen sowie legierten Stählen mit erhöhter und hoher Festigkeit besteht die Kennzeichnung aus:
Diese Materialien emittieren bei hohen Lichtbogenschweißtemperaturen Kohlendioxid, Kohlenmonoxid und Wasserdampf. Dies gilt insbesondere beim Schweißen mit Wechselstrom. Formmassen sind Titan, Kalium und Kalziumverbindungen. Formen und Schlacke - diese Inhaltsstoffe werden hauptsächlich verwendet, um Schlacke und Viskosität, Oberflächenspannung und Schmelzpunkt zu verdicken. und Magnetit - Materialien dieses Typs. Weichmacher - Beschichtungen werden häufig granuliert. Um sie erfolgreich zu extrudieren, müssen Schmier- und Weichmacher hinzugefügt werden, damit die Beschichtung unter Druck leicht fließt.
index Uh
ziffern nach dem Index, die den Wert der Zugfestigkeit in kgf / mm 2 angeben;
index ADies zeigt an, dass das Schweißgut verbesserte Duktilitäts- und Zähigkeitseigenschaften aufweist.
Zum Schweißen hitzebeständiger, hochlegierter Stähle und zum Auftragschweißen besteht das Symbol aus:
Die am häufigsten verwendeten sind Calcium- und Natriumcarbonate. Wasserstoff kann beim Schweißen von hochfesten Stählen Probleme verursachen. Klasse Zusammensetzung Funktion Zelluloseschutz 35% Rutilgas 15% aus Schlackenbogenstabilisator. 5% Desoxidationsmittel aus Eisen-Mangan - Eisenlegierung Talkum 15% Schlackenbildner Natriumsilicat 25% Bindemittel - Fließmittel 5% Calciumcarbonat 30% gasförmiges Mittel - Fluorit-Fließmittel 20% Schlackenbildner - Flussmittel Ferromangan 5% Desoxidationsmittel - Eisenlegierung .
Kaliumsilikat 15% Binder - Lichtbogenstabilisator Stahlpulver 30% Feuchtigkeitsabscheider 0, 1%. Die Rutheniumbeschichtung hat die folgenden Eigenschaften: Allzweckverbrauch; Die Beschichtung hat bis zu 50% Rutil; mittlere Durchdringung; schnell installierte Schlacke, leicht entfernbar; Das Schweißgut kann einen hohen Wasserstoffgehalt haben; erfordert eine Trocknung bei relativ niedriger Temperatur, damit das Schweißgut keine groben Porositäten aufweist.
die Zahlen, die auf den Index folgen, geben den durchschnittlichen Kohlenstoffgehalt in Hundertstel Prozent an;
buchstaben und Zahlen, die den Gehalt an chemischen Elementen in Prozent bestimmen. Die Reihenfolge der Beschriftung der chemischen Elemente wird durch die Abnahme des durchschnittlichen Gehalts der entsprechenden Elemente im Schweißgut bestimmt. Bei einem durchschnittlichen Gehalt des chemischen Hauptelements von weniger als 1,5% ist die Zahl hinter der Buchstabenbezeichnung des chemischen Elements nicht angegeben. Mit einem durchschnittlichen Siliziumgehalt im Schweißgut von bis zu 0,8% und Mangan bis zu 1,0% werden die Buchstaben C und D nicht berücksichtigt.
Eine sehr hohe Beschichtung ergibt die folgenden Eigenschaften: Zugabe von Eisenpulver; erhöht die Abscheiderate; Kann einschließen oder nicht enthalten; Erhöht den Schlackenfluss aufgrund der Bildung von Eisenoxid; verbessert die Lichtbogenstabilität und verringert das Eindringen, insbesondere bei hoher Stromstärke, wodurch das Auftreten von Bissen minimiert werden kann; Die Möglichkeit des Lötens unter der Wirkung der Schwerkraft; Reduziert die Festigkeit des geschweißten Metalls.
Nicht verbrauchbare Elektroden und deren Kennzeichnung
Hochleistungselektroden haben eine Anwendung mit hohen Ablagerungsraten, dh Schwerkraftschweißen auf Werften unter Verwendung der in der Abbildung gezeigten Vorrichtung. Beschichtungsfunktionen: Metallschutzschweißen - die wichtigste Beschichtungsfunktion ist der Schutz schweißgut von Sauerstoff und Stickstoff aus der Luft, wenn sie durch einen Lichtbogen übertragen wird, sowie in einem flüssigen Zustand. Schutz ist notwendig, um die Unversehrtheit des Metalls sicherzustellen. schweißnaht, das Fehlen von Gasblasen und hat eine ausreichende Festigkeit und Duktilität.
index Uh- Elektrode für Handbuch lichtbogenschweißen und auftauchen;
 Metallbezeichnung
Metallbezeichnung
Zum Schweißen von Kohlenstoff- und niedriglegierten Stählen mit einer Bruchfestigkeit von bis zu 490 MPa (50 kgf / mm 2) werden 7 Elektrodentypen verwendet: E38, E42, E46, E50, E42A, E46A, E50A. Zum Schweißen von Kohlenstoff und niedriglegierte Stähle Bei einer Bruchfestigkeit von 490 MPa (50 kgf / mm 2) bis 588 MPa (60 kgf / mm 2) werden zwei Arten von Elektroden verwendet: E55, E60. Zum Schweißen legierter hoch- und hochfester Stähle mit einer Zugfestigkeit von mehr als 588 MPa (60 kgf / mm 2) werden 5 Elektrodentypen verwendet: E70, E85, E100, E125, E150.
Schweißen hitzebeständiger Stähle - gebrauchte Elektroden
Bei hohen Temperaturen verbinden sich die Lichtbögen leicht mit Eisen und bilden Eisennitride und Eisenoxide, die, wenn sie über bestimmten Mindestwerten im Schweißgut vorliegen, Sprödigkeit und Porosität verursachen. Stickstoff ist am relevantesten, da es schwierig ist, seine Wirkung nach dem Eintritt in den Schweißsumpf zu kontrollieren. Sauerstoff kann mit geeigneten Desoxidationsmitteln entfernt werden. Um Luftverschmutzung zu vermeiden, sollte der Fluss der Metallschmelze durch Gase geschützt werden, die die umgebende Atmosphäre vom Lichtbogen und dem geschmolzenen Metalllot verdrängen.
Zum Schweißen hitzebeständiger Stähle - 9 Typen: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MF. Zum Schweißen von hochlegierten Stählen mit besonderen Eigenschaften - 49 Typen: E-12X13, E-06X13N, E-10X17T, E-12H11NMF, E-12H11NVMF usw. Für das Aufbringen von Oberflächenschichten mit besonderen Eigenschaften - 44 Typen: E-10G2, E- 10G3, E-12G4, E-15G5, E-16G2HM, E-30G2HM usw.
Markenelektrode
Dies wird durch die Verwendung von Beschichtungsmaterialien erreicht, die Gase erzeugen und sich beim Schweißen zersetzen und eine Schutzatmosphäre erzeugen. Die Lichtbogenstabilisierung ist ein stabilisierter Lichtbogen, der sich leicht öffnet, selbst bei niedrigen Strömen gleichmäßig brennt und durch einen langen oder kurzen Lichtbogen gleichmäßig aufrechterhalten werden kann. Zusätze von Legierungselementen zum Schweißgut - dem Schweißgut können verschiedene Elemente wie Chrom, Nickel, Molybdän, Vanadium und Kupfer zugesetzt werden, indem sie in die Beschichtungszusammensetzung eingebracht werden.
Es ist häufig erforderlich, Legierungselemente zur Beschichtung hinzuzufügen, um den erwarteten Verlust dieser Kernelemente während des Schweißens aufgrund von Verflüchtigung und chemischen Reaktionen auszugleichen. Elektroden aus Süßstahl erfordern in der Schweißablagerung eine geringe Menge Kohlenstoff, Mangan und Silizium, was zur Bildung von ganzen Schweißnähten mit der erforderlichen Festigkeit führt. Ein Teil des Kohlenstoffs und Mangans stammt aus dem Stab, muss jedoch mit Ferromanganlegierungen und in einigen Fällen mit Ferrosiliziumlegierungen in der Beschichtung ergänzt werden.
Jeder Elektrodentyp kann einer oder mehreren Marken entsprechen.
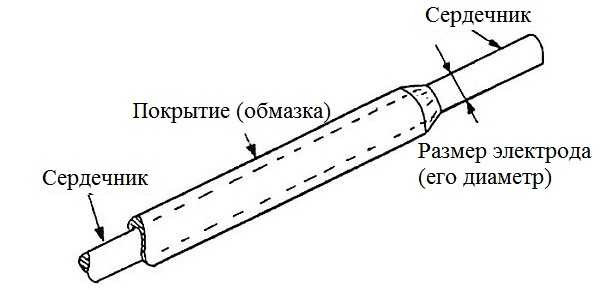
Durchmesser der Elektrode
Der Durchmesser der Elektrode (mm) entspricht dem Durchmesser des Metallstabs.
Die Richtung des Lichtbogens - Die Richtung des Lichtbogenflusses wird mit einem Krater erhalten, der sich an der Spitze der Elektroden bildet. Die Verwendung geeigneter Bindemittel sorgt für eine konstante Beschichtung, die den Krater stützt und für ein zusätzliches Eindringen und ein besseres Zielen des Lichtbogens sorgt. Schlacke fungiert als Flussmittel - die Funktion der Schlacke besteht darin, zusätzlichen Schutz gegen die Luftverschmutzung zu bieten, als Reiniger zu fungieren und Verunreinigungen zu absorbieren, die an die Oberfläche gelangen und von der Schlacke aufgefangen werden, und die Abkühlgeschwindigkeit der Metallschmelze zu reduzieren, um die Gase zu verlassen.
Elektrodenbelegung
Zum Schweißen von Kohlenstoff- und niedriglegierten Stählen mit einer Zugfestigkeit von bis zu 588 MPa (60 kgf / mm 2) - mit dem Buchstaben gekennzeichnet Haben;
Zum Schweißen von legierten Baustählen mit einer Zugfestigkeit von über 588 MPa (60 kgf / mm 2) - gekennzeichnet mit dem Buchstaben L;
Anzeichen für die Klassifizierung der Elektrode
Schlacke steuert auch die Kontur, Gleichmäßigkeit und das Gesamtbild der Schweißnaht. Dies ist besonders wichtig in den Ecknähten. Die Eigenschaften der Schweißposition sind der Zusatz bestimmter Bestandteile zur Beschichtung, hauptsächlich Titanverbindungen, die das Schweißen ermöglichen. Die Eigenschaften der Schlacke - hauptsächlich die Oberflächenspannung und die Erstarrungstemperatur - bestimmen stark die Verwendbarkeit der Elektrode beim Schweißen von der Position aus. Überwachung der Integrität des Schweißgutes - Porosität oder im Schweißgut eingeschlossene Gase können in der Regel durch die Beschichtungsmasse gesteuert werden.
Zum Schweißen hitzebeständiger Stähle - gekennzeichnet mit einem Buchstaben T;
Zum Schweißen von hochlegierten Stählen mit besonderen Eigenschaften - gekennzeichnet durch Buchstaben In;
Für das Aufbringen von Oberflächenschichten mit besonderen Eigenschaften - mit einem Buchstaben gekennzeichnet H.
Schichtdickenverhältnis
Dies ist das Gleichgewicht einiger Inhaltsstoffe in der Beschichtung, was sich in Gegenwart von im Schweißgut eingeschlossenen Gasen bemerkbar macht. Das richtige Gleichgewicht dieser Bestandteile ist entscheidend für die Integrität, die für das Schweißgut erzielt werden kann. Ferromangan ist wahrscheinlich die am häufigsten verwendete Zutat, um eine ausgewogene Formel zu erreichen. Die spezifischen mechanischen Eigenschaften der mechanischen Eigenschaften des Schweißgutes können durch Beschichten in das Schweißgut eingebracht werden.
Hohe Zähigkeitswerte bei niedrigen Temperaturen, hohe Duktilität und eine Verbesserung der Fließeigenschaften und der mechanischen Festigkeit können erhalten werden, indem der Beschichtung Legierungselemente hinzugefügt werden. Stahlkernisolation - die Beschichtung wirkt als Isolator, so dass die Bahn beim Schweißen von tiefen Fasen oder engen Löchern keinen Kurzschluss verursacht; Die Beschichtung schützt den Bediener auch, wenn sich die Elektroden ändern.
Je nach Verhältnis des Durchmessers der Elektrodenbeschichtung Dauf den Durchmesser der Metallstange dElektroden werden in folgende Gruppen unterteilt:
mit einer dünnen Beschichtung (D / d≤1,2) - markiert mit einem Buchstaben M;
mit einer durchschnittlichen Beschichtung (1.2
mit einer dicken Beschichtung (1.45
mit extra starker Beschichtung (D / d\u003e 1,8) - R.
Dieser Artikel wurde entwickelt, um das relative Schweißen mit einer mit drei verschiedenen Typen beschichteten Elektrode zu beobachten: Rutil, Cellulose und Alkali. Der Zweck dieser Arbeit besteht darin, die Elektrodentypen für das Design von Schweißspritzern, Gaserzeugung, Schlackenbruch und den visuellen Aspekt der Schweißnaht zu vergleichen.
Schlüsselwörter: Elektrode, Rutiko, Basic, Cellulose. Als wirtschaftlicher Effekt ist das Schweißen ein sehr wichtiges Werkzeug für einen Ingenieur, um die Produktions- und Herstellungskosten zu senken. Viele auf dem Markt erhältliche Produkte könnten ohne die Verwendung von Schweißverfahren nicht hergestellt werden, z. B. Kraftfahrzeuge, Industrieanlagen, Strukturelemente, Erzeugnisse von Kernkraftwerken, Wasserkraftwerke usw.
Bezeichnung einer schmelzbaren beschichteten Elektrode
Buchstabe E- internationale Bezeichnung einer schmelzbeschichteten Elektrode.
Eine Indexgruppe, die die Eigenschaften des Schweißgutes oder des Schweißguts angibt
Das Schweißen durch eine poröse Elektrode ist als ein Verfahren des Lichtbogenhandschweißens definiert, bei dem das Verbinden von Metallen mit Wärme, die von einem elektrischen Lichtbogen ausgehen, der zwischen der beschichteten Elektrode und dem Basismetall in einer Schweißverbindung angeordnet ist, erfolgt. Das Metall der Elektrode geht in das Basismetall über und wird durch einen Lichtbogen übertragen. Die Schlacke wird aus der Beschichtung der Elektrode und den Verunreinigungen des Grundmetalls gebildet und dient als Beschichtung zum Abdecken der Schweißnaht, zum Schutz vor atmosphärischer Verschmutzung und hilft auch, die Kühlung zu kontrollieren.
Die Abbildung unten. 1 bezeichnet alle Positionen. 2 ist eine horizontale und horizontale Position. 4 bedeutet horizontale, horizontale und vertikale Position. Wenn die vorherige Ziffer 1 ist, wenn die vorherige Ziffer 2 ist. Herstellungsverfahren: Schweißen und Gießen.
Für Elektroden zum Schweißen von Kohlenstoff- und niedriglegierten Stählen mit einer Zugfestigkeit von bis zu 588 MPa (60 kgf / mm 2).
http://elektrod-3g.ru
Zum ersten Mal erschien 1902 eine Schweißelektrode. Seitdem hat sich viel verändert neue Typen und Marken erschienen. Die Schweißelektrode ist das häufigste Material. Jede Elektrodenmarke hat ihre eigenen Eigenschaften. . Sie sollten immer daran denken, dass Sie für jede Art von Material eine spezielle Elektrode wählen sollten.
In der Analyse verwendeten Elektroden. Jede der Korde wurde untersucht, während die Geometrie und das allgemeine Aussehen der Korde beobachtet wurden. Im Prozess mit einer Cellulose-Elektrode wurde mehr Gas beobachtet als im vorherigen Prozess. Dieses Verfahren hat jedoch ein größeres Eindringen in das Basismetall, was zu einer Überhitzung der Bleche führt.
- Dieser Prozess hat viele Sprinkler verursacht, sogar mehr als der vorherige Prozess.
- Es wurde festgestellt, dass die Schlackenbildung fehlt.
- Das Aussehen der Schweißnaht war sehr schlecht und anscheinend von schlechter Qualität.
Die bekanntesten Marken von Elektroden, die für Kohlenstoff und niedriglegierten Stahl bestimmt sind, sind: UONI-13 / NZh / 12h13. Elektroden dieser Marke sind zum Schweißen von korrosionsbeständigen Stählen bestimmt. Dieses Modell wird nach allen Regeln erstellt. GOST 9466-75. Das Schweißen mit einer solchen Elektrode erfolgt mit Gleichstrom.
SSSI 13/55. Eine solche Schweißelektrode wird zum Schweißen von niedriglegiertem Stahl und Kohlenstoffstahl verwendet. Entspricht GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Der Schweißvorgang erfolgt sowohl im Wechselstrom als auch im Gleichstrom mit umgekehrter Polarität.
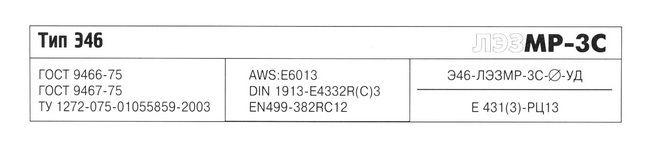
MP-3C .Die Schweißelektrode dieser Marke ist zum Schweißen von Produkten aus Kohlenstoff und niedriglegiertem Stahl bestimmt.. Das Schweißen erfolgt mit Gleich- und Wechselstrom.
MR-3T. Diese Elektrode ist zum Schweißen von Produkten aus niedrig legiertem Kohlenstoffstahl bestimmt. Das Schweißen kann sowohl mit Gleich- als auch mit Wechselstrom erfolgen. DC-Polarität ist umgekehrt. Bei solchen Elektroden gibt es jedoch eine Nuance, der Kohlenstoffgehalt sollte nicht weniger als 0,25% betragen und die zeitweilige Bruchfestigkeit sollte 490 MPa nicht überschreiten. Solche Elektroden entsprechen GOST 9466-75, GOST 9467-75.
OZS-12. Solche Elektroden sind auch für Kohlenstoff und niedrig legierte Stähle ausgelegt. Temporäre Widerstandspausen betragen 490 MPa. Elektroden zum Schweißen von Kohle : VDK VDP IC. Beliebteste Marken nicht verbrauchbare Wolframelektroden, die entsprechen GOST 23949-80: EVC EVL EVI-1 EVI-2 EVT-15 Es gibt auch spezielle Elektroden zum Schweißen von Kupfer und Kupferlegierungen: OZB-2M OZB-3 ANTs / OZM2 Komsomol-Mitglied 100ANC / OZM3 Verwenden Sie zum Schweißen eines Materials wie Nickel und seinen Legierungen Elektroden: OZL-32, B-56U. Wenn Sie mit Materialien wie Aluminium und seinen Legierungen arbeiten, sollten Sie sich für Elektroden entscheiden: OZANA-1, OZA-1, OZA-2, OZANA-2.
Elektroden spielen eine große Rolle im Schweißprozess. In der Regel ist das Schweißen mit Elektroden zuverlässiger, langlebiger, schneller und wirtschaftlicher.
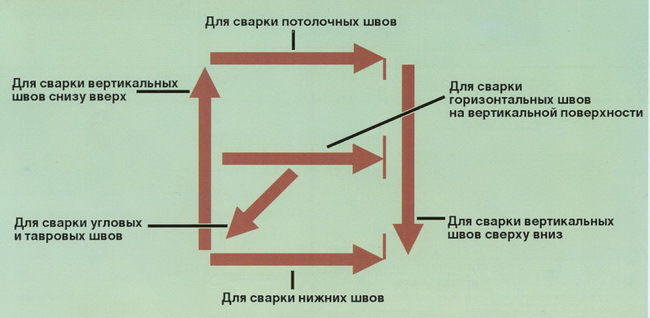
Es ist kein Geheimnis, dass beim Verschweißen von Metall die Bewegung der Elektroden durchgeführt wird. Diese Bewegungen werden oft als oszillatorisch bezeichnet. Beim Schweißen von Metall gibt es viele technologische Ansätze. Elektrodewährend des Schweißvorgangs wird unabhängig von der verwendeten Methode die Bewegung in der drei verschiedene Richtungen.
Erster Satzgenannt translational, bei dem die Bewegung entlang der Achse der Elektrode verläuft. Abhängig von der Geschwindigkeit schmelzenDie translatorische Bewegung behält eine konstante Länge bei. bögen, der 0,5-1,2 Durchmesser der Elektrode nicht überschreiten sollte. Die Länge des Bogens hängt von ab elektrodenmarkierungenund Schweißbedingungen. Die Ausbildung der Naht verschlechtert sich mit einer Abnahme der Bogenlänge und der Wahrscheinlichkeit eines Kurzschlusses (abgekürzt kurz). Die Zunahme des Lichtbogens ist der Grund dafür, dass sich die Metallspritzer der Elektrode vermehren und die Qualität der Schweißnaht in Form und ihren (mechanischen) Eigenschaften verringert wird.
Zweiter Satz ist die Verschiebung der Elektrode entlang der Achse, um eine Naht zu bilden. Elektrodendurchmesser, Stromstärke ( permanentoder variabel) und die Schmelzrate der Elektrode bestimmt die Geschwindigkeit der Elektrode. Ohne Querversetzungen der Elektrode ist die Naht eng (Filament), deren Breite ungefähr das 1,5-fache des Durchmessers der verwendeten Elektrode beträgt. Diese Naht wird beim Schweißen verwendet dünnbleche.
Letzte Bewegung ist die Verschiebung der Elektrode gegenüber, um die Breite der Schweißnaht und die Tiefe des Schmelzens des Metalls einzustellen. Diese oszillatorischen Bewegungen implizieren eine hohe Qualifikation des Schweißers und seiner Fähigkeiten sowie durch die Eigenschaften des zu schweißenden Materials, die Position und die Größe der Naht. Die Breite der Schweißnaht variiert bei Verwendung von transversalen oszillatorischen Bewegungen um das 1,5- bis 5-fache des Durchmessers der verwendeten Elektrode.
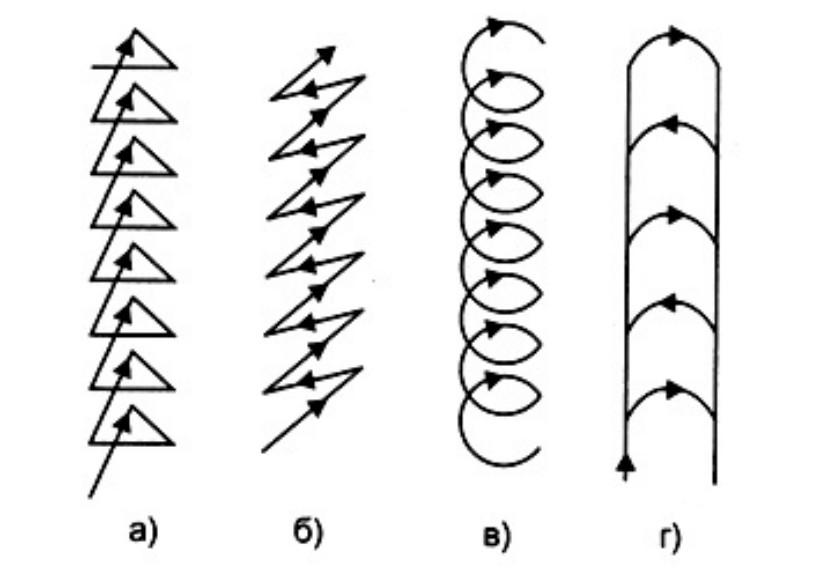
Kompetente und technisch korrekte Bewegung der Elektrode ist die Hauptaufgabe und Voraussetzung, um beim Schweißen eine qualitativ hochwertige Schweißnaht zu erhalten. Was wichtig ist, ist eine bestimmte Methode, oszillatorische Bewegungen der Elektrode auszuführen, sowie die Rationalität ihrer Bewegung. Es gibt verschiedene Möglichkeiten, eine qualitativ hochwertige Schweißung durchzuführen.in allen Situationen verwendet, mit denen der Schweißer führt Bewegungen während des Schweißens aus. Dies sind Bewegungen "Weihnachtsbaum" (a), Winkel (b), "Bewegung in einer Spirale" (c), "Bewegung durch einen Halbmond" (d). Pic1
Beim Schweißen einer vertikalen Ecknaht ist es am bequemsten, alle Methoden aufzuzeigen. schwingungsbewegungen der ElektrodeDarüber hinaus wird es sehr häufig beim Schweißen von Walzprodukten eingesetzt. In diesem Fall lassen wir alle Fragen im Zusammenhang mit dem Schneiden von Kanten und der Vorbereitung von Oberflächen vor dem Schweißen weg.
Bei oszillatorischen Bewegungen der Elektrode durch einen Halbmond oder in einer Spirale wird das Regal zunächst mit einer Elektrode an die Kanten geschweißt, und nach kleinen Abschnitten ohne Lücken und Brüche wird Metall angeschweißt. Es wird empfohlen, das Schweißen kontinuierlich durchzuführen. Das weitere Schweißen des Metalls wird schrittweise durchgeführt, wobei die Elektrode darüber verschoben wird und die fertige Schweißnaht zurückbleibt. Ein anderes Schema der oszillatorischen Bewegung während des Schweißens ist der Winkel, der für oszillatorische Bewegungen der Elektrode durch abwechselnde Verschiebung nach oben und unten sorgt, ohne Lücken, wobei sich an den Kanten Metall mit gleichmäßiger Verschiebung der Elektrode nach oben ablagert.
Methode " weihnachtsbaum"Gekennzeichnet durch elektrode hoch und dann rechts, dann die kurze Flugbahn nach links. Es ist wünschenswert, dass der Metalltropfen in jeder separaten Schweißphase zwischen den Kanten gehärtet wird. Danach wird die abgegangene Elektrode nach links bewegt und wieder vom Hebepunkt abgesenkt, jetzt aber nach rechts. Solche schrittweisen Bewegungen mit durchgehenden Einzelportionen und Schweißnaht erfolgen.
Elektroden zum Schweißen von Kohlenstoff und niedriglegierten Stählen zeichnen sich auch durch das Niveau des Schweißens und die technologischen Eigenschaften aus die Möglichkeit des Schweißens in allen räumlichen Positionen, die Art des Schweißstroms, die Produktivität des Prozesses, die Neigung zur Bildung von Poren und in einigen Fällen der Wasserstoffgehalt im Schweißgut und die Neigung der Schweißnähte zur Rissbildung. Die aufgeführten Eigenschaften, die bei der Auswahl einer bestimmten Elektrodenmarke berücksichtigt werden müssen, werden weitgehend durch die Art der Beschichtung bestimmt.
Die Abdeckung kann sein:
Rutilov,
Der haupt
Zellulose,
Gemischt
Elektroden mit saurer Beschichtung.
Die Grundlage dieser Art von Beschichtung sind Oxide von Eisen, Mangan und Silicium. Das mit säurebeschichteten Elektroden hergestellte Schweißgut neigt zu heißen Rissen. Entsprechend den mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung sind die Elektroden vom Typ E38 und E42.
Mit Säure beschichtete Elektroden neigen beim Schweißen von mit Zunder oder Rost beschichteten Metallen sowie bei ausgedehntem Lichtbogen nicht zur Bildung von Poren. Das Schweißen kann mit Gleich- und Wechselstrom erfolgen.
Rutilbeschichtete Elektroden.
Grundlage der Beschichtung solcher Elektroden ist Rutilkonzentrat (natürliches Titandioxid). Das Metall der Naht, hergestellt aus Elektroden mit Rutil-Beschichtung, entspricht einem ruhigen oder halbruhigen Stahl. Die Beständigkeit des Schweißgutes gegen Rissbildung bei rutilbeschichteten Elektroden ist höher als bei säurebeschichteten Elektroden. Aufgrund der mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung gehören die meisten Marken von Rutilelektroden zu den Elektrodentypen E42 und E46.
Rutilelektroden haben eine Reihe von Vorteilen im Vergleich zu anderen Elektrodentypen. Sie bieten nämlich eine stabile und starke Lichtbogenverbrennung beim Schweißen mit Wechselstrom, geringe Metallspritzverluste, leichte Trennung der Schlackenkruste, hervorragende Schweißnahtbildung. Elektroden sind nicht sehr empfindlich gegen Porenbildung beim Ändern der Lichtbogenlänge, beim Schweißen von nassem und rostigem Metall und auf der oxidierten Oberfläche.
Die Elektroden der fraglichen Gruppe umfassen auch Elektroden mit einer Ilmenitbeschichtung, die eine Zwischenposition zwischen den Elektroden mit einer Säure- und Rutilbeschichtung einnehmen. Die Zusammensetzung der Beschichtung dieser Elektroden als Hauptkomponente umfasst Ilmenitkonzentrat (eine natürliche Verbindung von Titandioxid und Eisen).
Elektroden mit der Hauptbeschichtung.
Die Basis dieser Art von Beschichtung sind Carbonate und Fluoride. Das Metall, das durch Elektroden mit der Hauptbeschichtung abgeschieden wird, entspricht der chemischen Zusammensetzung des Stahls. Aufgrund des geringen Gehaltes an Gasen, nichtmetallischen Einschlüssen und schädlichen Verunreinigungen zeichnet sich das aus diesen Elektroden hergestellte Schweißgut durch eine hohe Plastizität und Schlagzähigkeit bei normalen und niedrigen Temperaturen aus und weist auch eine hohe Heißrissbeständigkeit auf. Entsprechend den mechanischen Eigenschaften des Schweißgutes und der Schweißnähte beziehen sich die Elektroden mit der Hauptbeschichtung auf Elektroden des Typs E42A, E46A, E50A, E55 und E60.
Die technologischen Eigenschaften der Elektroden mit der Hauptbeschichtung sind jedoch anderen Elektrodentypen unterlegen. Sie sind sehr empfindlich für die Bildung von Poren in Gegenwart von Zunder, Rost und Öl an den Rändern der zu schweißenden Teile sowie bei Benetzung der Beschichtung und verlängertem Lichtbogen. Das Schweißen wird in der Regel mit Gleichstrom umgekehrter Polarität durchgeführt. Vor dem Schweißen müssen die Elektroden unbedingt bei hohen Temperaturen (250-420 0 С) calciniert werden.
Elektroden mit Zellulosebeschichtung.
Die Beschichtung dieser Art enthält eine große Menge (bis zu 50%) an organischen Komponenten, in der Regel Zellulose. Zellstoffelektroden aus Metall abgeschieden, die chemische Zusammensetzung entspricht einem ruhigen oder ruhigen Stahl. Gleichzeitig enthält es eine erhöhte Menge an Wasserstoff. Entsprechend den mechanischen Eigenschaften des Schweißgutes und der Schweißnähte entsprechen Elektroden mit Zellulosebeschichtung den Elektroden E42, E46 und E50. Zellulose-Elektroden zeichnen sich durch die Bildung einer gleichmäßigen Nahtnaht beim einseitigen Anschweißen des Gewichts aus, wobei die Möglichkeit besteht, vertikale Nähte von oben nach unten zu schweißen.
Alle oben beschriebenen Elektroden, die zum Schweißen von kohlenstoffhaltigen und niedriglegierten Stählen mit jeglicher Art von Beschichtung vorgesehen sind, müssen den Anforderungen von GOST 9466-75 und GOST 9467-75 sowie den Anforderungen an die technischen Bedingungen für Elektroden entsprechen.
Die Spezifikationen können zusätzliche Anforderungen enthalten, die für ein effizienteres Prozessmanagement und / oder für das Erhalten von Schweißverbindungen mit besonderen Eigenschaften und erhöhter Betriebssicherheit erforderlich sind.
Beim Handschweißen arbeiten Sie ständig mit Elektroden. Dieses Element des Schweißprozesses ist nicht so einfach wie es scheint und hat seine umfassende Klassifizierung. Heutzutage ist es möglich, Produkte für jeden Bedarf auszuwählen, basierend auf den zu schweißenden Metallen, der Art der Ausrüstung, den erforderlichen Eigenschaften der Schweißnaht und einer Vielzahl von Hilfsparametern. Im Folgenden erfahren Sie mehr über die Klassifizierung von beschichteten Elektroden und deren Bezeichnung.
Elektroden, die für das Lichtbogenschweißen geeignet sind, werden in Schmelzen und Nichtschmelzen unterteilt. Schweißstäbe werden je nach Material aus Gusseisen, Stahl, Kupfer oder einem anderen Metall hergestellt. Sie spielen die Rolle einer Anode oder Kathode und fungieren auch als Zusatzstoff. Es gibt bedeckt oder unbedeckt.
Das Beschichten in Schmelzstäben erfüllt viele Funktionen vom Halten des Lichtbogens bis zur Bildung einer Gaswolke, die eine Oxidation der Schweißnaht verhindert.
Nicht verbrauchbare Elektroden zum Schweißen werden aus verschiedenen feuerfesten Materialien hergestellt - Graphit, Wolfram oder Kohle. Sie dienen dazu, den Lichtbogen zu zünden und zu halten, und die Füllung der Naht mit Additiven erfolgt durch manuelles Zuführen von schmelzbarem Material. 
Was ist die Schmelzelektrode?
Schmelzelektroden für das Lichtbogenhandschweißen bestehen aus einem inneren Stab und einer äußeren Schicht. Entsprechend den Anforderungen von Gosstandart werden verschiedene Stähle verwendet, um verschleißfähige Schweißelektroden herzustellen: kohlenstoffhaltige, mit einer großen oder geringen Anzahl von Verunreinigungen, Kupfer, Aluminium, Nickel und andere farbige Legierungen. Die Zusammensetzung des Stabes ist auf das geschweißte Material zurückzuführen, da beide Metalle zusammenpassen müssen. Ausnahme ist Gusseisen, das sowohl mit Stahl- als auch mit Kupfer- und Eisenelektroden verschweißt werden kann.
Wie der Kern besteht auch die äußere Schicht aus dem zu schweißenden Metall, weshalb die Zusammensetzung etwas variieren kann. Trotzdem führt es immer die folgenden Funktionen aus:
- trägt zur Aufrechterhaltung des Bogens bei;
- erzeugt Schlacke um das Schweißbad herum und schmilzt die mineralischen Bestandteile der Beschichtung;
- erzeugt ein Schutzgas, das durch Verbrennung der organischen Bestandteile der Beschichtung entsteht.
- führt Desoxidation oder Legierung von Metall durch.
Klassifizierung von beschichteten Elektroden
Angesichts der langen Liste verschiedener Variationen von Beschichtungen, Legierungen und anderen Parametern beschichteter Elektroden wurden diese zur bequemeren Suche nach dem gewünschten Stabtyp einer umfassenden Klassifizierung unterzogen. Die Arten der Schweißelektroden werden anhand solcher Zeichen unterteilt:
Zum Zielort:
- legierungen mit einem geringen Anteil an Verunreinigungen und Kohlenstofflegierungen;
- material mit einer großen Anzahl von Ligaturen;
- legierungen mit erhöhter Festigkeit und einzigartigen Eigenschaften;
- oberflächenelektroden mit einzigartigen Eigenschaften.
Typ - der Wert der Endnaht, gekennzeichnet durch Zugfestigkeit, temporäre oder punktuelle mechanische Wirkung.
Markenschweißelektroden - ein vom Hersteller für die interne Einstufung von Produkten festgelegter Wert. Aus diesem Grund kann die Kennzeichnung von Schweißelektroden mit den gleichen Parametern, aber von verschiedenen Herstellern unterschiedlich sein.
Die Dicke der äußeren Schicht - aufgrund ihrer Dickenverhältnisse zur Größe des zentralen Stabes - klassifiziert die äußere Schicht in dünne, mittlere Dicke, Dicke und sehr Dicke.
Stromart - Gleichstromelektroden, Wechselstrom mit direkter oder umgekehrter Verbindung.
Die Beschichtungszusammensetzung - es erfolgt eine Trennung an der Schweißelektrode mit einer sauren, basischen, Cellulose-, Rutil-Schicht mit einer erhöhten Eisenkonzentration, wobei die Abscheidung aus verschiedenen Schichten besteht.
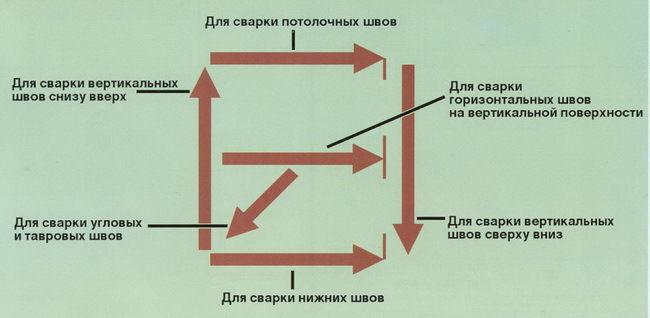
Entsprechend den zulässigen Positionen sind die Stangen in Artikel unterteilt, die für die Arbeit in folgenden Bereichen zulässig sind:
· Etwaige Bestimmungen;
· Alle außer der Vertikalen nach unten;
· Unten und vertikal aufwärts;
· Niedriger.
Nach der Qualität oder dem Zustand der Naht werden die Elektroden nach dem Arbeiten mit den Stäben in drei Gruppen unterteilt. Produkte von besserer Qualität gehören zur ersten Gruppe.
Dicke - ein Parameter, der den Durchmesser der Stahlbasis angibt, kann im Bereich von 1,6 bis 12 mm liegen.
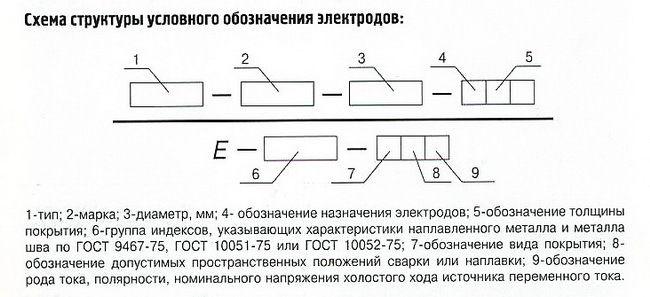
Kennzeichnung von Schweißelektroden und deren Interpretation
Um herauszufinden, welche Elektroden vorgestellt werden, sollten Sie deren Kennzeichnung überprüfen. Jedes Paket enthält Informationen zu 9 grundlegenden Eigenschaften gemäß GOST 9466-75.
![]()
- Typen beschichtete Elektroden zum Schweißen.
Hochfeste Stähle mit einem hohen Kohlenstoffanteil, hohen oder niedrigen Ligaturprozenten werden mit Elektroden gekocht, deren Kennzeichnung mit dem Symbol E - einer Elektrode beginnt. Dann gibt es Zahlen, die die maximal zulässigen Belastungen unter Zugspannung (kgf_mm2) angeben, und am Ende steht ein Index A - für erhöhte Stabilität Naht an Kunststoff und Stoßbelastungen. Zum Beispiel: E 42, E 50, E46 A, E 60 usw.
Hitzebeständige und hochlegierte Stähle: Das Symbol E, Zahlen hinter einem Bindestrich, zeigen Kohlenstoff an, gefolgt von Buchstaben und Zahlen - die ein bestimmtes chemisches Element (A - Stickstoff, M-Molybdän, F - Vanadium usw.) angeben, und seine Anzahl in Hundertsteln . Chemische Komponenten sind in absteigender Reihenfolge ihrer Menge im Produkt angeordnet. Zum Beispiel: e-09M; E-10KhZM1BF; E-30G2HM und so weiter. - Briefmarken Schweißelektroden
Stempel - der Parameter ist individuell und hängt ausschließlich vom Hersteller ab. - Durchmesser
Die Dicke des inneren Teils der beschichteten Elektrode variiert zwischen 1,6 und 12 mm, im Alltag wird meistens eine Dicke von 3-5 mm verwendet. - Zweck
Für die Arbeit mit Kohlenstoffstählen und mit einer geringen Anzahl von Verunreinigungen sowie einer Festigkeit von bis zu 60 kgf / m2 sind die Elektroden mit dem Buchstaben U gekennzeichnet.
Legierte Baustähle mit einer Zugfestigkeit von mehr als 60 kg / m2 werden mit den mit - L gekennzeichneten Produkten verschweißt.
Produkte für Stähle mit niedriger Wärmeleitfähigkeit sind mit dem Buchstaben - T gekennzeichnet.
Metalle mit einem hohen Anteil an Verunreinigungen und einzigartigen Eigenschaften können mit Produkten, die mit - B gekennzeichnet sind, geschweißt werden.
Oberflächenschichten mit einzigartigen Eigenschaften werden mit den mit - N gekennzeichneten Produkten hergestellt. - Schichtdicke
Ein Wert, der das Verhältnis der Dicke der Beschichtung zum inneren Kern angibt. Wenn dieses Verhältnis weniger als 1,2 beträgt, wird das Produkt mit dem Symbol M gekennzeichnet und als dünn beschichtet bezeichnet. Die mittlere Schicht im Bereich von 1,2 bis 1,45 ist mit dem Symbol C gekennzeichnet. dicke - von 1,45 bis 1,8 sind mit dem D-Symbol und zuletzt das dickste gekennzeichnet, dessen Verhältnis mehr als 1,8 mit einer G-Markierung gekennzeichnet ist. - Die Haupteigenschaften der Naht
Die genauen Eigenschaften der Legierungen für jeden Typ dieser Werte sind ihre eigenen und geben die Stärke, die prozentuale Zusammensetzung der Verunreinigungen, die Arbeitstemperatur der Schweißnaht und eine Reihe anderer Indikatoren an. Diese Werte finden Sie in den entsprechenden Tabellen mit Dekodierung. - Art der Elektrodenbeschichtung
A - Säurebeschichtung.
B - Calciumfluorid.
C - Cellulose.
R - Rutil.
W - hoher Eisengehalt.
Es gibt auch gemischte Arten von Elektrodenbeschichtungen, die aufgrund ihrer Zusammensetzung mit mehreren Buchstaben gekennzeichnet sind. - Markierung von räumlichen Positionen
1 - alle
2 - alles außer der Vertikalen, nach unten gerichtet;
3 - unten plus vertikal (bottom-up);
4 - ausschließlich niedriger. - Art des Schweißstroms und Verbindung
- Index 0-Elektroden für Gleichstrom und umgekehrte Verbindung;
- Index 1,4, 7 - gibt die Produkte für jegliche Art von Spannung und Verbindungen an;
- Zeiger - 2,5,8 - beliebiger Strom, aber die Verbindung muss direkt sein;
- Indizes - 3,6,9 für alle Ströme und umgekehrte Verbindung.
Hersteller von Schweißelektroden
Hier sind die drei führenden Hersteller von beschichteten Elektroden in Russland:
- SPE "Schweißen von Eurasien". Seit mehr als 70 Jahren hat das Unternehmen den gesamten Produktionszyklus von Elektroden beherrscht und produziert derzeit alle Arten von Elektroden - Schmelzen, Schweißen, für legierte Stähle und viele andere.
- CJSC "Elektrodenanlage". Der Hersteller ist bekannt für seine Produkte, die an die größten Maschinenbaubetriebe des Landes geliefert werden. Das Unternehmen stellt auch Produkte für den Durchschnittsverbraucher her. Professionelle Schweißer bemerken den Arbeitskomfort und die Qualität der Produkte dieses Unternehmens.
- LLC NPO Spetselektrod. Produkte dieses Unternehmens sind mehr als 50 verschiedene Marken von Verbraucherstangen mit einer Dicke von bis zu 6 mm. Die Produktion nimmt auch Einzelaufträge an.
Vergessen Sie nicht die Weltführer, die drei Besten:
- Esab ist ein Unternehmen mit einer hundertjährigen Geschichte und Produkten, die als die besten der Welt gelten. Diese schwedischen Elektroden sind auf allen Kontinenten als höchste Qualität bekannt.
- Kobe Steel ist ein japanisches Unternehmen, das durch die Lieferung seiner Produkte an Ölunternehmen an Popularität gewonnen hat.
- Klöckner & Co SE ist ein deutsches Unternehmen, das Stahl und Verschleißteile für das Schweißen herstellt. Elektroden zum Schweißen dieser Firma sind in Russland sehr beliebt und weit verbreitet.




