Прийоми зварювання металів для початківців. Як правильно вибирати зварювальні електроди. Деякі нюанси зварювання
Практично для всіх ремонтних робіт необхідне використання зварювального апарату. Від якості виконання зварювальних робіт залежить надійність з'єднань і термін експлуатації металевих предметів.
При проведенні зварювальних робіт обов'язково використання захисної маски
Для того щоб виконувати зварювання своїми руками правильно, необхідно мати чітке уявлення про процес, порядку дій і техніки безпеки (користуватися захисними пристосуваннями). Також новачкові слід починати навчання з теорії - використовувати самовчитель або відео інструкції. За допомогою відео можна навчитися варити метал новачкові.
Етапи підготовки перед роботою:
- вивчення вимог техніки безпеки, інструкцій до електроінструменту;
- підготовка робочого місця (необхідно прибрати легкозаймисті предмети, відкрити вікна, видалити сторонні речі з проходів);
- перевірити працездатність, і залишити предмети пожежогасіння в безпосередній близькості до робочого місця.
Для безпечного проведення робіт своїми руками необхідно придбати захисну маску, одяг, рукавички та інші захисні засоби. Правильно підібрана маска повинна закривати обличчя і шию, а захисний одяг закривати шкірні покриви повністю.
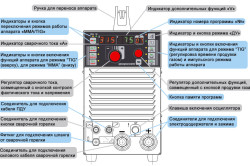
Використання зварювального апарату
Для проведення робіт своїми руками людина повинна володіти знаннями в необхідному обсязі з техніки безпеки та управлінні приладом, а також вміти їх правильно застосовувати. У відео показано, як варити метал полуавтоматом.
Що необхідно знати:
- основи виробництва зварювальних робіт;
- конструктивні особливості, режими роботи моделі апарата, яким буде проводитися зварювання.
Що повинен уміти зварювальник:
- вибирати зварювальні апарати та витратні матеріали (тип і кількість електродів) для кожної цілі;
- вміти готувати обладнання та робочі поверхні деталей, що зварюються;
- якісно варити метал;
- правильно застосовувати теорію і досвід для отримання рівних швів.
Правильний вибір обладнання та якісний матеріал підвищує якість робіт і скорочує час ремонту.
Призначення і різновиди
Апарати призначені для дугового зварювання з плавкими електродами. Сварка здійснюється переміщенням електрода вручну.
В складі зварювального напівавтомата є механізм, який автоматично подає дріт (плавиться елемент) до зварювальних поверхонь.
Переваги зварювання полуавтоматами:
- висока продуктивність праці;
- висока якість зварних швів;
- низька схильність до корозії поверхонь, що зварюються;
- можливість зварювання тонких металів.
Вузли зварювального напівавтомата:
- випрямляч - для перетворення струму;
- пальник;
- комплект для підключення до електромережі (подовжувач і вилка);
- набори зварювальних кабелів - з власниками, зажимами (для приєднання джерела струму напівавтомата до зварювальних поверхонь);
- механізм подачі плавкого елемента;
- балон із захисним газом;
- рукав для підключення апарату до балона з інертним газом;
- блок управління - для настройки режимів зварювання.
Види напівавтоматів за способом захисту зварного шва:
- В інертних газах (аргон, гелій і ін.). Найпоширеніший вид.
- Порошковим дротом. Є підвидом зварювання в інертних газах.
- Під шаром флюсу. Застосовується рідко.
За типом компонування розрізняють однокорпусні моделі, з розміщенням всіх деталей в одній конструкції, і двокорпусні, коли джерело випрямленої струму з блоком управління поміщені в один корпус, а пристрій подачі дроту - в інший. За способом установки на робочому місці - стаціонарні (не переміщує під час робіт) і пересувні, забезпечені колесами або шасі.
За характером підводиться струму поділяють на однофазні та трифазні, за формою струму - пульсуючий, імпульсний, постійний.
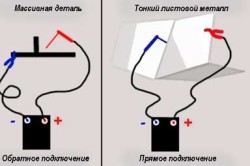
За полярності підключення зварювання може виконуватися на прямий (рідко) і зворотної полярності. На відео показано, як варити метал прямий і зворотною полярністю.
Також існує поділ за способом подачі плавкого елемента:
- Тягне типу, при якому механізм подачі, розташований в пальнику, витягує дріт з котушки.
- Типу, що штовхає. Механізм проштовхує дріт в рукав пальника.
- Тягнуть-штовхального типу.
Підготовка апарату до роботи
- Налаштування приладу. Після пробної зварювання необхідно встановити достатню силу струму. Як правило, в інструкції до виробу (або на корпусі напівавтомата) є інформація про поширених типах зварювання.
При правильно обраному значенні струму метал розтікається добре, а шов виходить тонким і акуратним. Тестова зварювання своїми руками вважається успішною, якщо крапля металу на зворотному боці поверхні має правильну форму.
Як виставити струм самостійно? Якщо метал не розплавляється, і деталі не з'єднуються, ток полуавтомата недостатній. Необхідно збільшити значення.
У тому випадку, коли при контакті апарату на поверхні з'являються наскрізні отвори, необхідно зменшити струм до того моменту, при якому зварювальний точка просідає, а на зворотному боці з'являється невелика крапля з розплавленого металу.
- Регулювання швидкості подачі інертного газу здійснюється згідно з даними в техпаспорті приладу. Установка необхідного значення виконується вентилем на редукторі.
Ознакою має бути діюча швидкості подачі газу є шов високої щільності.
- Налаштування витрати газу. При недостатньому витраті газу шов має пористу структуру.
Чи не рекомендовано виставляти завищені значення витрати газу, тому що надлишок не впливає на якість швів. Але при цьому збільшуються фінансові витрати на зварювальні роботи.
Після перевірки кількості захисного газу необхідно приступити до процесу зварювання.
До зварювальних робіт своїми руками слід приступати тільки після вивчення «Інструкції по ТБ при виконанні зварювальних робіт». Безпека процесу може бути забезпечена тільки при дотриманні всіх вимог і рекомендацій норм.

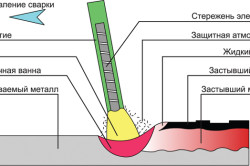
Процес виконання зварювальних робіт
Робочі поверхні зварювальних об'єктів необхідно очистити від бруду і знежирити спеціальними розчинниками. Заготовки міцно закріплюють так, щоб між місцем з'єднання не було зазорів і скосів.
Порядок дій:
- Встановити регулятор подачі плавиться електрода в робоче положення.
- Залежно від способу захисту:
- ємність на сварочніка наповнити флюсом;
- встановити порошковий електрод;
- відкрити клапан (вентиль) подачі інертного газу.
- Виконати зварювання: підвести на відстань 4 мм до місця передбачуваного шва і натиснути на пуск (тримати включеною до кінця процесу не більше 3 сек).
Сварка алюмінієвих поверхонь своїми руками:
- Для забезпечення безпеки необхідно приєднати клему заземлення до зварювальних поверхонь.
- Правильно встановити робочі параметри напівавтомата для алюмінію.
- Включити апарат.
- Дріт необхідно залишити з випуском 3 мм.
- Після появи дуги необхідно провести зварювання.
При тривалих контактах з поверхнею температура полуавтомата підвищується. При настанні перегріву відбувається автоматичне відключення апарату. Після того як прилад охолоне, зварювання можна продовжувати далі.
Сварка за допомогою інвертора

Інвертор для зварювальних робіт
переваги:
- компактність приладу, мала вага;
- високий ККД установки;
- швидкодія;
- плавне регулювання струму;
- невисока вартість.
На відео можна подивитися, як варити метал інвертором.

Сварка інверторним апаратом
Техніка безпеки
При виконанні зварювальних робіт можуть виникати небезпеки:
- ураження електричним струмом;
- виділення в атмосферу шкідливих викидів;
- опіки від бризок розпеченого металу.
До початку робіт необхідно:
- Підготувати місце проведення робіт - прибрати всі сторонні предмети, які не мають відношення до зварювального процесу. Встановити лампи (у разі недостатнього освітлення).
- Одягти захисний одяг: штани, куртку, рукавички, закрите взуття, маску.
- Перевірити: справність зварювального апарату, запас електродів, захисних газів, працездатність електромережі і комутаційних апаратів, підключення мережі до захисного заземлення та наявність протипожежних засобів захисту.
Для того щоб навчитися якісно варити метал, необхідно дотримуватися вимог, зазначені в інструкції з експлуатації. Крім того, в інструкції описаний порядок дій при виникненні аварійних ситуацій.
Сварка своїми руками за допомогою інверторів є досить безпечною, тому що дроти і основні елементи пристрою розташовані в пластмасовому герметичному коробі.
Основні правила техніки безпеки:
- Заборонено виконувати зварювальні роботи в дощову і снігову погоду. Апарат повинен бути захищений від дії вологи.
- Користуватися дозволено тільки повністю справними апаратами.
- Зварювання виробляти необхідно виключно в захисній масці з затемненим склом і рукавицях.
- На робочому місці повинні бути вогнегасники, пісок та ін.
Як правильно вибирати зварювальні електроди
Діаметр електрода необхідно вибирати відповідно до інструкції з експлуатації приладу. Марка плавиться елемента залежить від типу поверхонь, що зварюються.
Для перших проб підходять електроди у вигляді твердих стрижнів зі спеціальною плавиться оболонкою. Така конструкція практично завжди дозволяє отримати рівні шви. Для того щоб навчитися варити метал, що не рекомендовано використовувати старі електроди, тому що існує велика ймовірність того, що матеріал відволожився.
Електроди необхідно купувати перед проведенням робіт. Залишати «про запас» також не рекомендується.
Види зварювальних швів
По розташуванню розрізняють вертикальні, горизонтальні, нижні і стельові шви. Найпростішим є нижній шов, стельовий - найскладніший. На відео показано, як варити метал горизонтальними і вертикальними швами.
За докладеним зусиллям розрізняють переривчасті і безперервні шви. Переривання шва дозволено в місцях, де з'єднання не вимагають високої щільності.

Вольфрамові електроди для зварювання
По виду зварюваного шва
- косі,
- комбіновані,
- флангові,
- лобові.
За формою
- увігнуті,
- опуклі,
- нормальні.
Форма залежить від застосовуваного електрода і особливостей зварювальних конструкцій.
За типом сполук
- кутові - застосовуються для з'єднань деталей внахлестку, торцевих і з накладками;
- стикові - без нахлеста.
У представленому відео можна подивитися, як варити метал внахлест і без нього.
Відео
Сварка своїми руками вимагає знань теорії і практичних навичок. Навчитися варити метал можна самостійно. Після кількох тренувань вже можливо виконувати шви високої якості. При виконанні зварювання завжди необхідно дотримуватися інструкцій по експлуатації та правил техніки безпеки.
Зварювання - один з найбільш затребуваних технологічних видів робіт в сучасному будівництві. Це обумовлено тим, що зварний шов утворює міцне і надійне з'єднання металевих елементів конструкції. Матеріал, з якої вона виконана, може бути найрізноманітнішим при неймовірну складність конфігурації кінцевої деталі. Для того щоб виконати якісно поставлені завдання по зварюванню декількох деталей, необхідно правильно підібрати обладнання і мати деякі навички виконання. Але якщо досвід відсутній або малий, то навчитися тому, як самостійно, цілком можливо.
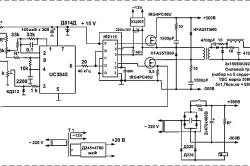
Деякі особливості инверторного зварювального апарату
Зварювальний інвертор є обладнанням, яке складається з таких елементів, як:
- система управління;
- перетворювач частоти;
- трансформатор, у якого висока частота;
- накопичувач;
- силовий і мережевий випрямлячі;
- мережевий фільтр.
Особливістю инверторного зварювального апарату є те, що він не призводить до стрибків електроенергії в мережі, до якої він приєднаний. Це обумовлено тим, що в його склад входить накопичувальний конденсатор, який забезпечує безперебійність електричної мережі, а також м'яке розпалювання дуги і подальше її утримання.
Незважаючи на такий досить складний склад, цей апарат є малогабаритним, що дозволяє його носити на плечі. При цьому на якість шва, виконаного за його допомогою, малі розміри не позначаються. Інверторний зварювальний апарат може бути використаний в побутових цілях, а також на виробництві. При його легкості роботи можна вести в досить важких місцях, до яких інша техніка та обладнання доставлені бути не можуть.
Для забезпечення безпечної роботи з інверторним зварювальним апаратом необхідно мати в наявності маску для зварника або окуляри. Також має бути в наявності необхідну кількість електродів, які відповідають марці стали.
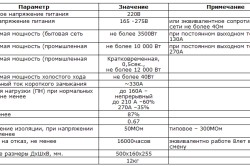
Характеристиками, за якими можна вибрати зварювальний інверторний апарат, є:
- можливість регулювання зварювального струму. для побутових потреб такий показник повинен бути в межах 160-200 А.
- Час безперервної роботи зварювальним інверторним апаратом. У паспортних даних це значення вказується в процентах. Наприклад, якщо вказано 40%, то це означає, скільки часу апарат може працювати надійно і без перегріву. Решта 60% припадають на відпочинок. Захист від перегріву встановлюється виробником. Вона відключає обладнання після досягнення цього коефіцієнта автоматично. Ці процентні показники наведені при максимальному навантаженні на інверторний зварювальний апарат.
- Потужність, яку він здатний спожити. Вказується 2 величини: в робочому стані, тобто коли відбувається безпосередньо процес зварювання, і на холостому ходу.
- Пристрій корпусу. Якщо конструкція кожуха передбачає додатковий захист від вологи і пилу, то такий апарат можна використовувати на виробництвах з підвищеними даними характеристиками. Для побутового використання посилення цих показників не потрібно.
Підготовка в роботі
Для того щоб починати зварювальні роботи, необхідно підготувати:
- маску для зварювальних робіт;
- спеціальний захисний одяг або будь-який одяг, яка здатна захистити від попадання іскор;
- рукавички з грубої тканини;
- молоток з гострим наконечником, за допомогою якого будуть збиватися окалина та гострі кути, які утворювались при зварюванні;
- електроди, які відповідають типу і марки стали.
При виборі електродів необхідно враховувати не тільки склад металу, але і його товщину, спрямованість шва. Слід мати на увазі, що при великому діаметрі електрода зростає споживання струму. А малі його діаметри придатні тільки при маленькій товщині металу. Тому якщо досвіду в зварювальних роботах не багато, то слід вибирати 2-3 мм електрод.
Виконання зварювальних робіт
Для того щоб правильно варити інверторним зварювальним апаратом, необхідно підібрати силу струму і марку електрода. Ці параметри визначаються товщиною металу, який необхідно з'єднати.
Електрод встановлюється в спеціальний держак. Не слід підносити електрод швидко до поверхні. Це може привести до залипання, тобто електрод прилипне до металу, і виробляти подальшу зварювання буде неможливо. Клему маси навішують на поверхню, на якій виконується зварювання.
Далі необхідно розпалити дугу. Для цього електрод під певним кутом підносять до металевої поверхні, 2-3 рази їм торкаються до неї. Тим самим відбувається активізація зварювального електрода і утворюється дуга. Оптимальна відстань від кінчика електрода до зварюваної поверхні, коли дуга буде триматися завжди в необхідному розмірі, є рівним діаметру самого електрода. На цій висоті бажано утримувати електрод протягом виконання всього шва. Далі електродом ведуть за місцем стику. Шов утворюється наплавленням металу.
Не можна швидко вести електрод по стику поверхонь, що зварюються. Це зв'язано з тим що:
- Знижується якість шва, тобто наплавление металу буде нерівномірним.
- Гасне дуга між поверхнею зварювання і електродом. Новий її розпал може привести до зайвого наплавленню або прожига.
Якщо в процесі виконання роботи утворилися окалина і надлишки наплавленого матеріалу, то їх необхідно прибрати. Це роблять за допомогою молотка або іншого металевого інструменту.
Зварювальний шов необов'язково може бути суцільним. Якщо необхідно його перервати, то електрод піднімають вище. Так відбувається розрив дуги, і процес виконання шва зупиняється. Далі дугу розпалюють на новому місці, і процес триває.
Деякі нюанси зварювання
Щоб у шва були мінімальні дефекти і правильно варити інверторним зварювальним апаратом, необхідно розташовувати лінію ванни нижче, ніж знаходиться поверхню металу, що зварюється. Якщо проникнення дуги в металеву деталь є глибоким, то вона проштовхує ванну назад, тим самим відбувається утворення шва. Тому при виконанні робіт необхідно спостерігати за тим, щоб утворений шов був врівень з металом.
Сам рух електрода по шву може бути різним. Надійний і ідеальний шов може утворитися при виконанні кругових або зигзагоподібних рухів. При виконанні кругових рухів необхідно уважно контролювати те, як формується шов, щоб ванна була рівномірно розподілена по колу. При русі електрода зигзагом потрібно уважно дивитися за тим, щоб шов починав утворюватися з одного краю ванни, потім - на її верху, після цього - на іншому кінці. При цьому все повинно відбуватися рівномірно.
Шов зигзагом досить складний у виконанні і якісно може бути виконаний вже зварювальником з досвідом.
Для побутових потреб цілком достатньо володіти технікою суцільного шва валиком.
Проріз металевої деталі відбувається тоді, коли електрода не вистачає, для того щоб повністю заповнити зварену ванну при поперечному русі. Контроль зовнішніх кордонів ванни дозволить уникнути утворення бічного прорізу. Для того щоб регулювати ванну, використовують силу дуги, яка розташована між зварюваної поверхнею і електродом. Інверторний зварювальний апарат дозволяє контролювати її плавно і постійно.
Крім того, якщо змінити кут нахилу електрода до поверхні, можна змінити розмір ванни. Тобто при максимально вертикальному розташуванні електрода утворюється проте опуклий шов. Це пов'язано з тим, що при такому розташуванні все необхідне тепло знаходиться безпосередньо під ним.
Значить, ванна цілком спрямована вниз, навколо метал добре проплавляя. Якщо нахилити електрод, то вся температура спрямована назад, тим самим піднімаючи метал і утворюючи шов.
Починаючим фахівцям варто переглянути зварювальні роботи відео уроки для того, щоб уникнути поширених помилок, і зробити свою роботу якісною та безпечною. Завжди потрібно пам'ятати, що перед початком роботи треба надягти спецодяг, а саме:
замшеві і (або) брезентові рукавиці; фартух або халат; ; кирзові черевики.
Світлофільтр для маски підбирається індивідуально для кожної людини, в залежності від чутливості очей до світла, товщини електрода і потужності струму. Чим ці показники вищі, тим більший номер захисного фільтра треба використовувати. Після комплектації маски фільтром необхідно перевірити наявність можливих зазорів, подивившись на світло. Заміну стекол потрібно проводити в міру того, як на них з'являються подряпини або забруднення, що заважають чітко бачити зварювальну ванну і шов.
Перед початком роботи треба ретельно очистити оброблювану поверхню від забруднень, іржі або масляних плям. Тільки так можна розраховувати, що якісно будуть проведені зварювальні роботи, відео уроки по яким розміщені на нашому сайті.

вибір електродів
(Відео) починається з вибору електрода. Як правило, його товщина повинна дорівнювати товщині деталі. Також вибір залежить від використовуваного матеріалу.
Для стали найкраще підходять формати АНО і УОНІІ і категорії 1, 2 і 3.
Леговані види стали потребують електродах 1Y, 2Y і 3Y. Цифри, при цьому, прямо пропорційні міцності наплавляємого шва.
Для кольорових металів підбираються відповідні електроди. А ось і силумін не піддаються звичайній зварці. Також новачкам не слід братися за чавун, так як цей процес вимагає високої кваліфікації та наявності великого досвіду роботи.
Після приєднання електрода до инвертору необхідно виставити силу струму, яка вказана на корпусі апарату для різних видів матеріалів.
Урок зварювання для початківців (відео) показує, що не можна занадто швидко підносити електрод до оброблюваної поверхні, тому що це призводить до залипання.
Перед початком зварювання слід до виробу підключити клему маси, після чого можна починати процес зварювання.

підпал дуги
Сварка відео уроки вчать, що підносити електрод до оброблюваних деталей треба під кутом до поверхні, який становить 700. Потім варто кілька разів злегка вдарити по поверхні для. Після цього електрод треба відвести від поверхні металу на відстань, рівну діаметру електрода, і починати формувати ванну. Для прогрівання оброблюваного металу знадобиться 2-3 невеликих кругових рухів електрода по периметру зварювальної ванни. Треба стежити за тим, щоб її діаметр постійно був однаковим.
дугового проміжок
Переглядаючи зварювальні роботи (відео уроки), особливу увагу варто звернути на те, що дугового проміжок не повинен змінюватися. Це найголовніше і складне, чому треба навчитися початківцям сварщикам. Справа в тому, що під час зварювання електрод поступово зменшується в розмірах, і необхідно його постійно опускати.
Коли зазор менше норми, то основний метал не встигає прогріватися, і сплавлення поверхонь буде неякісним. При великому зазорі дугу важко утримувати на місці і управляти наплавляється металом. При збереженні постійного зазору формується якісний і акуратний шов, який гарантує надійне з'єднання деталей.

формування шва
Сварка відео уроки показують, як правильно виконувати кругові або зигзагоподібні руху електродом, щоб сформувати правильний шов. Якщо рухати ванну поперек, то при недоліку металу можуть залишатися підрізи, що представляють собою невеликі канавки по краях шва, розташовані нижче рівня поверхні. Уроки зварювання інвертором (відео) допоможуть уникнути таких помилок і навчать використовувати силу дуги для управління ванній. Основна ідея полягає в тому, що чим більше нахил електрода, тим більш опуклим буде шов, і навпаки.
Обробка шва
після охолодження зварювального шва з нього акуратно видаляють окалину за допомогою молотка, як показують відео на нашому сайті.

Контроль якості шва
Після закінчення зварювальних робіт необхідно перевірити якість швів методом зовнішнього огляду, контролю на герметичність і виявлення прихованих дефектів. До них відносяться напливи, підрізи, тріщини, пропали, непровари, наявність шлакових включень у швах і інші.
Сварка відео уроки допоможуть зрозуміти причини виникнення шлюбу. Це можуть бути скачки напруги в мережі, невірно вибраний кут нахилу електрода, прослизання в роликах, що подають зварного дроту, зміна швидкості зварювання під час формування шва і інші.
Ще по цій темі на нашому сайті:
-
Під словом зварювання загальноприйнято розуміти технологічний процес, де в результаті нагрівання встановлюється межмолекулярная і міжатомних зв'язків між частинами. Таким чином, з'єднуються безпосередні матеріали. Здебільшого... -
Проводити зварювання на горизонтальній поверхні може навіть новачок з невеликим досвідом роботи. А ось зробити якісний вертикальний шов без необхідних теоретичних знань і гарної практики ... -
Процес зварювання алюмінію і дюралюмінію має кілька особливостей, які потрібно враховувати як при роботі, так і при підборі обладнання для неї. По-перше, алюміній являє собою ... -
Кожен спосіб регулювання здатний позитивно позначатися на роботі зварювального агрегату, але є у кожного методу і свої недоліки, які бажано знати і вміти уникати неприємних ...




