Yangi boshlanuvchilar uchun metallni payvandlash usuli. Resurs elektrodlarini qanday tanlash mumkin. Payvandlashning ayrim nuances
Barcha ta'mirlash ishlarida deyarli bir payvandlash mashinasidan foydalanish kerak. Ishlash sifatidan payvandlash ulanishning ishonchliligiga va metall buyumlarning hayotiga bog'liq.
Payvandlash ishlarini bajarayotganda himoya niqobidan foydalanish kerak
Payvandlashni o'zingizning to'g'ri bajarishingiz uchun jarayonni, protsedura va xavfsizlik choralarini aniq bilib olishingiz kerak (himoya uskunalaridan foydalaning). Shuningdek, yangi boshlovchi nazariyani o'rganishni boshlashi kerak - o'z-o'zini ko'rsatma qo'llanmasini yoki video ko'rsatmalaridan foydalaning. Videoning yordami bilan siz yangi boshlovchi uchun metallni qanday tayyorlashni o'rganishingiz mumkin.
Ishga tayyorgarlik bosqichlari:
- xavfsizlik talablarini o'rganish, elektr asboblari uchun ko'rsatmalar;
- ish joyini tayyorlash (Yonuvchan buyumlarni olib tashlash, ochiq oynalarni ochish, yo'laklardan begona narsalarni olib tashlash kerak);
- ish faoliyatini tekshirib ko'ring va ish joyiga yaqin joyda yong'in chiqadigan narsalarni qoldiring.
O'z qo'llaringiz bilan xavfsiz ishlash uchun siz himoya niqobi, kiyim, qo'lqop va boshqa himoya vositalarini sotib olishingiz kerak. To'g'ri niqob yuz va bo'yni qoplab turishi kerak, himoya kiyim esa terini butunlay yopishi kerak.
Manba mashinasidan foydalanish
Ishni qo'l bilan bajarish uchun inson xavfsizlik va asboblarni nazorat qilish bo'yicha zarur bilimga ega bo'lishi kerak va ularni to'g'ri qo'llashi kerak. Videoda qanday qilib yarim avtomatik tarzda metallni payvand qilish mumkinligi ko'rsatilgan.
Bilishingiz kerak bo'lgan narsalar:
- payvandlash asoslari;
- dizayni xususiyatlari, payvandlash uchun ishlatiladigan apparatlar modelining ishlash tartibi.
Payvandchi nima qilishi kerak:
- har bir maqsad uchun payvandlash manbalarini (sarflanadigan elektrodlarning turi va sonini) tanlash;
- payvandlanadigan qismlarning uskunalari va ish yuzalarini tayyorlashga;
- sifatli metall pishirish;
- hatto tikuvlarni olish uchun nazariya va tajribani to'g'ri qo'llash.
Uskunani to'g'ri tanlash va sifatli materiallar ish sifatini yaxshilaydi va ta'mirlash vaqtini qisqartiradi.
Maqsad va turlar
Qurilmalar uchun mo'ljallangan boshq manbai erigan elektrodlar bilan Resurs elektrodni qo'lda harakatlantirish orqali amalga oshiriladi.
Yaratilgan avtomatik payvandlash mashinasi payvandlashda ishlatiladigan sirtlarga tel (erituvchi element) avtomatik ravishda oziqlanadigan mexanizm mavjud.
Yarim avtomatik bilan payvandlashning afzalliklari:
- yuqori mehnat mahsuldorligi;
- yuqori sifatli payvandlash;
- payvandlangan sirtlarni korroziyaga nisbatan kam sezuvchanligi;
- nozik metallarni payvandlash imkoniyati.
Manba mashinasining komponentlari:
- rektifer - mavjudni aylantirish;
- burner;
- elektr aloqa to'plami (uzatma kabeli va vilka);
- sozlash payvandlash kabellari - ushlagichlar, kliplar (yarim avtomatik qurilmaning quvvat manbaini payvandlanadigan sirtlarga ulash uchun);
- eritish elementining yem mexanizmi;
- himoya gaz tsilindr;
- apparatni silindrga inert gaz bilan ulash uchun qo'l;
- nazorat birligi - payvandlash rejimlarini sozlash uchun.
Payvandlash usuli bilan yarim avtomat qurilmalarning turlari:
- Shaffof gazlar (argon, geliy, va boshqalar). Eng keng tarqalgan turi.
- Yarim korpus. Bu indik gazni payvandlashning pastki ko'rinishidir.
- Oqim qatlami ostida. Kamdan kam foydalaniladi.
Joylashuvning turiga qarab, bir o'lchovli modellar farqlanadi, barcha detallar bir dizaynga joylashtirilgan va ikkita tanadan iborat bo'lganlar, agar nazorat blokli rektifikatsiya qilingan oqim manbai bir uyga joylashtirilsa va boshqa birovning ichgichi bo'lsa. Ish joyida montaj qilish usuli bo'yicha - statsionar (ish paytida ko'chib o'tmagan) va ko'chma, g'ildirak yoki shassis bilan jihozlangan.
Kirish oqimining tabiati bo'yicha bir martalik va uch fazali oqim pulsatsiyalanuvchi, pulsli, doimiy shaklda bo'linadi.
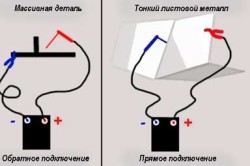
Ulanishning kutupluluğu bilan, payvandlash tekisda (kamdan-kam) va amalga oshirilishi mumkin teskari polarlik. Ushbu videoda metallni to'g'ridan-to'g'ri va teskari polariteyle qaynatish mumkin.
Eritma elementini oziqlantirish usuli bilan ajratish ham mavjud:
- Yontirgichda joylashgan oziqlantiruvchi qopqoqdan telni tortib olgan tortma turi.
- Bosish turi. Mexanizm simni mash'alka ichiga soladi.
- Tortib olish va itarish turi.
Qurilmani ishlashga tayyorlash
- Qurilmani sozlash. Sinovlarni payvandlagandan so'ng, etarli oqim kuchini o'rnatish kerak. Odatda, mahsulot uchun ko'rsatmalar (yoki yarim avtomatning tanasi) umumiy payvandlash turlari haqida ma'lumot beradi.
Joriy qiymat to'g'ri tanlanganida, metall yaxshi tarqaladi va tikuv nozik va toza. DIY payvandlash manbai, sirtning orqa tomonidagi metall tomchi to'g'ri shaklga ega bo'lsa muvaffaqiyatli hisoblanadi.
Siz o'zingizni qanday sozlash mumkin? Agar metall erimaydi va uning qismlari ulanmasa yarim avtomatik oqim kam. Qiymati oshirish kerak.
Qurilmaning teshiklari yuzasiga tegib ketishi natijasida yuzaga keladigan tokni payvandlash nuqtasi siqib chiqadigan nuqtaga qadar kamaytirish va teskari tomonda eritilgan metall tomchi paydo bo'lishi kerak.
- Ovqatni tartibga solish inert gaz qurilma ma'lumot varag'i ma'lumotlariga muvofiq amalga oshiriladi. Kerakli qiymatni belgilash vites qutisidagi valf tomonidan amalga oshiriladi.
To'g'ri sozlangan gazni uzatish ko'rsatkichining belgisi yuqori zichlikdagi tikuvdir.
- Gaz oqimini sozlash. Kam gaz oqimi bilan tikuvning gözenekli tuzilishi bor.
Chunki gaz oqimining yuqori darajada belgilanishi tavsiya etilmaydi haddan ziyod ortiqcha qatlamlarning sifatiga ta'sir qilmaydi. Biroq, payvandlash uchun moliyaviy xarajatlar ham oshib bormoqda.
Miqdor tekshirilgandan so'ng himoya gaz Payvandlash jarayonini boshlash kerak.
O'z qo'llaringiz bilan payvandlash ishlarini faqatgina "payvandlash operatsiyalari vaqtida xavfsizlik choralari bo'yicha yo'riqnoma" ni o'qib chiqqandan so'ng boshlash kerak. Jarayon xavfsizligi, agar standartlarning barcha talablari va tavsiyalari bajarilgan bo'lsa, ta'minlanishi mumkin.

Payvandlash jarayoni
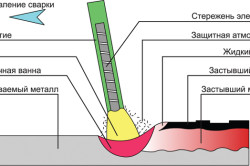
Resursli buyumlarning ishlaydigan sirtlari axloqsizlikdan tozalanishi va maxsus erituvchilar bilan yog'liligini ta'minlashi kerak. Bo'shliqlar kesishmasidan qat'iylashib, kavşak o'rtasida bo'shliqlar va burmalar mavjud emas.
Ish tartibi:
- Eritadigan elektrodli oqim nazoratini ish holatiga o'tkazing.
- Himoya usuliga qarab:
- tankni oqi bilan to'ldirishda;
- chang elektrodini joylashtiring;
- inert gaz ta'minot vanasini oching.
- Resurs: mo'ljallangan payvand joyiga 4 mm masofada olib keling va boshlashni boshlang (jarayonning oxirigacha 3 soniyadan ortiq bo'lmagan vaqtgacha).
Manba alyuminiy sirtlari o'z qo'llarim bilan:
- Xavfsizligingizni ta'minlash uchun siz yerni terminalini payvandlanadigan yuzalarga ulashingiz kerak.
- Yarim avtomatik alyuminiy uchun ish parametrlarini to'g'ri sozlang.
- Mashinani yoqing.
- Tel 3mm chiqishi bilan qoldirilishi kerak.
- Kamar paydo bo'lganidan keyin payvandlash kerak.
Yuz bilan uzoqroq aloqa qilgan holda yarim avtomatik qurilmaning harorati oshadi. Haddan tashqari qizib ketish sodir bo'lganda, qurilma avtomatik ravishda o'chadi. Qurilma soviganidan keyin payvandlash davom etishi mumkin.
Inverterni payvandlash

Resurs invertori
Foyda:
- qurilma kompaktligi, kichik vazn;
- o'rnatishning yuqori samaradorligi;
- tezlik;
- tokni to'g'ri sozlash;
- arzon narx
Videoda siz invertor bilan metallni qanday pishirishni ko'rishingiz mumkin.

Manba inverter mashinasi
Xavfsizlik texnikasi
Payvandlash jarayonida xavfli bo'lishi mumkin:
- elektr toki urishi;
- atmosferaga zararli chiqindilar chiqarilishi;
- issiq metallning chayqalishidan kuyadi.
Ish boshlanishiga qadar bu kerak
- Mehnat saytini tayyorlash - payvandlash jarayoniga aloqador bo'lmagan barcha xorijiy narsalarni olib tashlang. Chiroqni yoqing (yorug'lik yo'qligida).
- Himoya kiyimi: shim, ko'ylagi, qo'lqop, yopiq poyabzal, maska.
- Tekshiring: payvandlash mashinasining sog'lig'i, elektrodlarni etkazib berish, himoya qiluvchi gazlar, elektr tarmog'i va kommutatsiya qurilmalarining ishlashi, tarmoqning tuproqqa tutashuvi, yong'inga qarshi uskunalarning mavjudligi.
Metallni tayyorlashni o'rganish uchun qo'llanmada ko'rsatilgan talablarga amal qilish kerak. Bundan tashqari, qo'llanmada favqulodda holatlarning tartibi ko'rsatilgan.
Invertorlar yordamida o'z qo'lingizni payvandlash juda xavfsizdir, chunki simlar va qurilmaning asosiy elementlari plastik muhrlangan qutida joylashgan.
Asosiy xavfsizlik qoidalari:
- Yomg'irli va qorli ob-havoda payvandlash ishlarini bajarish taqiqlanadi. Qurilma namlikdan himoyalangan bo'lishi kerak.
- Faqat to'liq jihozlangan qurilmalardan foydalanishga ruxsat beriladi.
- Manba faqatgina qorong'i shisha va qo'lqopli himoya niqobi ostida amalga oshirilishi kerak.
- Ish joyi söndürücüler, qum va hokazo bo'lishi kerak.
Resurs elektrodlarini qanday tanlash mumkin
Elektrod diametri qurilmaning foydalanish ko'rsatmasiga binoan tanlangan bo'lishi kerak. Elektrlash elementining markasi payvandlanadigan sirt turiga bog'liq.
Maxsus erigan qobiqli qattiq rodlar shaklidagi elektrodlar birinchi namunalar uchun mos keladi. Ushbu dizayn deyarli doimo tekis tikuvlarni olish imkonini beradi. Metallni qanday tayyorlashni o'rganish uchun eski elektrodlardan foydalanish tavsiya etilmaydi materialning nam bo'lganligi ehtimolligi yuqori.
Elektrodlar ishdan oldin sotib olishlari kerak. "Kelajakka" ketish ham tavsiya etilmaydi.
Manba tikish turlarining turlari
Joylashuvga ko'ra, vertikal, gorizontal, pastki va shipning bo'g'inlari. Eng oddiy pastki tikuv, ship - eng qiyin. Videoda gorizontal va vertikal tikuv bilan qanday qilib metallni payvand qilish ko'rsatilgan.
Amaliy sa'y-harakatlarga ko'ra, intervalgacha va uzluksiz tikuvlar mavjud. Qo'shimchalar yuqori zichlik talab qilmaydigan joylarda tikuvning uzilishiga yo'l qo'yiladi.

Resurs uchun volfram elektrodlari
Resurs tikish turiga qarab
- ezilgan
- birlashgan,
- qanot,
- frontal
Formada
- konkav
- zarba
- normal.
Ushbu shakl elektrodga va payvandlanadigan strukturalarning xususiyatlariga bog'liq.
Ulanish turi bo'yicha
- burchakli - qisqich, uchi va qoplamali qismlarni birlashtirish uchun ishlatiladi;
- bo'g'imlarning bo'g'imlari - qoplamasdan.
Taqdim etilgan videoda siz qanday qilib metallni bir-biri bilan qoplangan holda va qanday qilib payvand qilishni ko'rishingiz mumkin.
Video
Do-it-yourself payvandlash nazariya va amaliy ko'nikmalarni bilishni talab qiladi. Siz o'zingizni metall tayyorlashni o'rganishingiz mumkin. Bir necha treningdan so'ng yuqori sifatli tikuvlarni bajarish mumkin. Payvandlashda har doim ish yo'riqnomalari va xavfsizlik qoidalariga rioya qiling.
Payvandlash - zamonaviy qurilish ishlarining eng mashhur texnologik turlaridan biri. Buning sababi payvandlash strukturaning metall elementlarini kuchli va ishonchli birlashtiradi. U tayyorlangan material oxirgi qismning konfigürasyonunun aql bovar qilmaydigan murakkabligi bilan juda farq qilishi mumkin. Bir necha qismni payvandlashda sifatli vazifalarni bajarish uchun to'g'ri jihozni tanlash va ba'zi ijro etuvchi mahoratga ega bo'lish lozim. Ammo agar tajriba yo'q yoki kichik bo'lsa, o'zingizga qanday qilib o'rganish mumkin, bu mumkin.
İnvertör manba mashinasining ayrim xususiyatlari
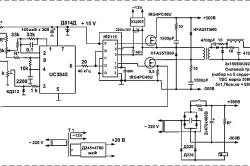
Resurs indikatori quyidagi elementlardan iborat bo'lgan uskunadir:
- nazorat qilish tizimi;
- chastota konvertori;
- yuqori chastotali transformator;
- haydovchi;
- kuch va tarmoqni uzatuvchi qurilmalar;
- tarmoq filtr.
İnverterli payvandlash mashinasining o'ziga xosligi shundaki, u elektr tarmog'idagi elektr quvvati kuchayib ketishiga olib kelmaydi. Buning sababi shundaki, u uzluksiz elektr tarmog'ini ta'minlovchi saqlash kondansatgichini, shuningdek, kamonni yumshoq tutishni va uni keyinchalik ushlab turishni o'z ichiga oladi.
Bu juda murakkab kompozitsiyaga qaramasdan, bu qurilma ixchamdir, bu esa uni elkasida kiyishga imkon beradi. Bunday holda, uning yordami bilan tayyorlangan tikuvning sifati kichik hajmga ta'sir qilmaydi. Invertor payvandlash apparati uy sharoitida, shuningdek ishlab chiqarishda ham foydalanish mumkin. Ishning qulayligi bilan siz boshqa texnika va uskunalarni yetkazib bera olmaydigan juda qiyin joylarda harakat qilishingiz mumkin.
Ta'minlash uchun xavfsiz ish inverter bilan payvandlash mashinasi Siz payvandlash maskalari yoki ko'zoynaklaringiz bo'lishi kerak. Chelik po'latga mos keladigan elektrodlarning kerakli miqdori ham mavjud bo'lishi kerak.
Resurs invertor qurilmasini tanlash mumkin bo'lgan xususiyatlar quyidagilardir:
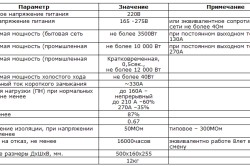
- Tartibga solish imkoniyati manba oqimi. Uchun ichki ehtiyojlar bu ko'rsatkich 160-200 A oralig'ida bo'lishi kerak.
- Resurs inverteri tomonidan doimiy ish vaqti. Pasport ma'lumotlarida ushbu qiymat foiz sifatida ko'rsatiladi. Misol uchun, agar 40% ko'rsatilsa, bu qurilmaning qancha vaqt ishlashini ishonchli va ortiqcha qizib ketmasligi kerak. Qolgan 60% dam olishdan keladi. Haddan tashqari issiqlik himoyasi ishlab chiqaruvchi tomonidan o'rnatiladi. Avtomatik ravishda ushbu nisbatga erishilganda jihozni o'chiradi. Ushbu foizlar, invertör manba mashinasida maksimal yuk ostida berilgan.
- U iste'mol qila oladigan kuch. Ikkita qiymatlar ko'rsatiladi: ish sharoitida, ya'ni payvandlash jarayoni sodir bo'lganda va bo'sh bo'lganda.
- Qurilma uyasi Qopqonning dizayni namlik va changga qarshi qo'shimcha himoya qilishni ta'minlasa, bunday apparatlar rivojlangan ma'lumotlar xususiyatiga ega tarmoqlarda qo'llanilishi mumkin. Uy foydalanish uchun ushbu ko'rsatkichlarni mustahkamlash talab qilinmaydi.
Ishga tayyorgarlik
Payvandlash ishlarini boshlash uchun quyidagilarni tayyorlash kerak:
- payvandlash maskasi;
- maxsus himoya kiyim yoki uchqunlarga qarshi himoya qilishga qodir har qanday kiyim;
- qo'pol mato sportchisi;
- payvandlash vaqtida hosil bo'lgan shkala va o'tkir burchaklarni kesib o'tkir uchi bo'lgan bolg'a;
- po'latning turi va naviga mos keladigan elektrodlar.
Elektrotlar tanlashda metallning tarkibiy qismini emas, balki uning qalinligini, tikuv yo'nalishini ham hisobga olish kerak. Shuni yodda tutingki, katta elektrod diametri bilan joriy iste'mol kuchayadi. Va uning kichik diametri faqat kichik metall qalinligi uchun javob beradi. Shuning uchun payvandlashda ko'p tajriba mavjud bo'lmasa, 2-3 mm elektrod tanlanishi kerak.
Manba
Inverterli payvandlash mashinasi bilan to'g'ri pishirish uchun elektrodning oqimi va markasini mustahkamlash kerak. Ushbu parametrlar birlashtirilishi kerak bo'lgan metallning qalinligi bilan aniqlanadi.
Elektrod maxsus ushlagichga o'rnatiladi. Elektrodni yuzaga tez olib kelmang. Bu esa, elektrodning yopishib ketishiga olib kelishi mumkin, ya'ni elektrod metallga yopishib qoladi va keyingi payvandlashni amalga oshirish mumkin bo'lmaydi. Tuproq terminali payvandlanadigan joyga osilgan.
Keyin arqonni yoqishingiz kerak. Buning uchun ma'lum bir burchakdagi elektrod metall yuzasiga keltiriladi, ular 2-3 marta unga tegishlidir. Bu payvandlash elektrodini faollashtiradi va arqonni hosil qiladi. Elektrodning uchidan payvandlanadigan yuzaga optimal masofa, kamon har doim kerakli hajmda saqlanadi, elektrodning o'zi diametriga teng bo'ladi. Ushbu balandlikda elektrodni barcha tikuvni bajarish davomida saqlab qolish maqsadga muvofiqdir. Keyin, elektrod qovoqda joylashgan. Dengiz metalining termoyadroviy qismi hosil bo'ladi.
Elektrodni payvandlanadigan sirtlarning birlashmasidan tezda olib o'tish mumkin emas. Buning sababi shundaki:
- Bir tikuvning sifati pasayadi, ya'ni metallning birlashishi notekis bo'ladi.
- Ark, payvandlash yuzasi va elektrod o'rtasida o'chiriladi. Yangi ateşleme haddan tashqari kaynaşmaya yoki yondirishga olib kelishi mumkin.
Agar ishni bajarish jarayonida chuqurlik va ortiqcha biriktirilgan materiallar shakllantirilgan bo'lsa, ularni olib tashlash kerak. Bu bolg'a yoki boshqa metall vositalar bilan amalga oshiriladi.
Manba tikuvi mutlaqo mustahkam bo'lmasligi mumkin. Agar uni to'xtatish kerak bo'lsa, elektrod yuqori ko'tariladi. Bu yomg'irning buzilishi va tikuv jarayoni to'xtaydi. Keyin kamon yangi joyga otlanadi va jarayon davom etadi.
Payvandlashning ayrim nuances
Dikişin minimal kamchiliklari bo'lishi va inverterli payvandlash mashinasi bilan to'g'ri pishishi uchun, vannalar liniyasini payvandlanadigan metall yuzasidan pastroq joylashtirish kerak. Agar metall chuqurga yoy tushib qolsa chuqurroq bo'lsa, u hammomni orqaga qaytaradi va shu bilan tikani hosil qiladi. Shuning uchun, ishlayotganda, hosil bo'lgan tikuv metall bilan yuvilishi kerak.
Elektrodning tikuv bo'ylab harakatlanishi boshqacha bo'lishi mumkin. Dairesel yoki zigzag harakatlarida ishonchli va mukammal tikuv shakllanishi mumkin. Dairesel harakatlarni amalga oshirayotganda, hammom bir doira ichida teng ravishda taqsimlansin uchun, tikuvning qanday qilib shakllanishini diqqat bilan nazorat qilish kerak. Zigzag elektrodlari harakatga kelganda, siz tikuvning hammomning bir uchida, so'ngra yuqori qismida, so'ngra boshqa tarafdan paydo bo'lishini diqqat bilan kuzatib boring. Bu holda, hamma narsa bir xil bo'lishi kerak.
Zikzak tikuvi bajarilishda juda murakkab va sifat jihatidan tajribaga ega bo'lgan payvandchi tomonidan amalga oshirilishi mumkin.
Ichki ehtiyojlar uchun, doimiy tikuv rollarda texnikasi etarli.
Yivli metall qism elektrodning lateral harakatlanish vaqtida manba qilingan vannani to'liq to'ldirish uchun etarli emasligi bilan yuzaga keladi. Vannaning tashqi qirralarini nazorat qilish yon slanets shakllanishiga yo'l qo'ymaydi. Hammomni tartibga keltirish uchun payvand chokini qo'lda va elektrod o'rtasida joylashtiriladi. Inverterli payvandlash mashinasi sizni uni doimiy va doimiy ravishda boshqarishga imkon beradi.
Bundan tashqari, elektrod burchasini sirtga o'zgartirsangiz, vannaning o'lchamini o'zgartirishingiz mumkin. Ya'ni elektrodning maksimal vertikal holatida konveks tikuvi hosil bo'ladi. Buning sababi shundaki, bu tartib bilan barcha zarur issiqlik to'g'ridan-to'g'ri ostidadir.
Buning ma'nosi shuki, hammom to'liq pastga tushadi, metall yaxshi eritiladi. Agar siz elektrodni bog'lab qo'ysangiz, u holda butun temperatura orqaga yo'naltiriladi, shu bilan metallni ko'tarib, tikani hosil qiladi.
Boshlang'ichlar keng tarqalgan xatolardan qochish va ishlarini xavfsiz va yuqori sifatli qilish uchun payvandlash video darslarini ko'rib chiqishi kerak. Ishni boshlashdan oldin, siz ish kiyimlarini kiyib olishingiz kerak, yani:
zambil va / yoki kanvas qo'lqoplari; apron yoki robe; ; kersey poyafzallari.
Maskaning filtri har bir kishi uchun tanlangan, ko'zning sezgirligiga, elektrod qalinligi va oqim kuchiga qarab tanlanadi. Ushbu ko'rsatkichlar qanchalik baland bo'lsa, himoya qiluvchi filtrdan foydalaning. Niqobni filtrdan so'ng, yorug'likni qarab, bo'shliqlarni tekshirib ko'rishingiz kerak. Shishalarni almashtirish ularni chizish yoki axloqsizlik bilan namoyon bo'ladigan tarzda amalga oshirishi kerak, bu esa manba hovuzini va tikuvni ko'rishni qiyinlashtiradi.
Ishga kirishishdan avval, axloqsizlik, zang yoki yog'lardan ishlov berilgan sirtni yaxshilab tozalash kerak. Bu manba ishlarini yuqori sifatli, video darslarimiz veb-saytimizga joylashtirilgan holda amalga oshirilishini kutishning yagona usuli.

Elektrod tanlovi
(video) elektrod tanlovi bilan boshlanadi. Qoida sifatida, uning qalinligi qismning qalinligiga teng bo'lishi kerak. Bundan tashqari, tanlash tanlangan materialga bog'liq.
ANO va UONII formatlari va 1, 2 va 3 toifalari po'lat uchun juda mos keladi.
Alyuminatsiyalangan po'latlarning 1Y, 2Y va 3Y elektrodlari bo'lishi kerak. Biroq, raqamlar manba tikuvining kuchi bilan to'g'ridan-to'g'ri proportsionaldir.
Rangli metallar uchun tegishli elektrodlar tanlanadi. Va bu erda siluminan an'anaviy payvandlash uchun javobgar emas. Bundan tashqari, yangi boshlanuvchilar quyma temirga tushmasligi kerak, chunki bu jarayon yuqori malakali va katta tajribaga ega.
Elektrodni inverterga ulab bo'lgandan so'ng, har xil turdagi materiallar uchun birlik holatda ko'rsatilgan oqim kuchini belgilash kerak.
Yangi boshlanuvchilar uchun payvandlash saboq (video) elektrodani ish yuzasiga juda tez olib kelish mumkin emasligini ko'rsatadi, chunki u yopishqoqlikka olib keladi.
Payvandlashni boshlashdan oldin, yerni terminalni mahsulotga ulang, shundan keyin payvandlash jarayonini boshlashingiz mumkin.

Arson boshq
Payvandlash video darslari shuni o'rgandiki, elektrodni ishlov beriladigan qismga olib kelish uchun yuza burchak ostida bo'lishi kerak, ya'ni 700 bo'lishi kerak. Keyin bir necha marta sirt uchun engil zarba berish kerak. Shundan so'ng, elektrod metall yuzasidan elektrodning diametriga teng masofaga chiqarib tashlanishi va hammom hosil qilishni boshlashi kerak. Qayta ishlangan metallni isitish uchun payvand chokining atrofidagi elektrodning 2-3 dairesel harakatlari talab qilinadi. Uning diametri doimo bir xil bo'lishini ta'minlash kerak.
Arqon bo'shlig'i
Payvandlash ishlarini (video darslar) qarab, kamon bo'shlig'ining o'zgarmasligi kerakligiga alohida e'tibor qaratish lozim. Ajablanarli manbalar o'rganish kerak bo'lgan eng muhim va qiyin narsa. Aslida payvandlash paytida elektrod asta-sekin pasayib ketadi va uni doimiy ravishda tushirish kerak.
Bu bo'shliq me'yordan kamroq bo'lganida, asosiy metalning isishi vaqtga ega emas va sirtlarning sintezi past sifatli bo'ladi. Katta bo'shliqqa ega bo'lgan kamon joyni ushlab qolish va metallni nazorat qilish qiyin. Doimiy bo'shliqni saqlab turishda yuqori sifatli va choksiz tikuv shakllanadi, bu qismlarni ishonchli ulanishi kafolatlanadi.

Resursni shakllantirish
Payvandlash video darslari to'g'ridan-to'g'ri tikuvni hosil qilish uchun elektrod bilan dumaloq yoki zigzag harakatlarini to'g'ri bajarish mumkinligini ko'rsatadi. Hammom bo'ylab harakatlanadigan bo'lsa, unda metall etishmovchiligi mavjud bo'lib, pastki qismida joylashgan tikuv qirralarining bo'ylab kichik oluklar bo'lishi mumkin. Inverterli payvandlash saboqlari (video) bu kabi xatolardan qochish uchun yordam beradi va vannaxonni boshqarish uchun kamarning kuchidan foydalanishni o'rganadi. Asosiy g'oya shundaki, elektrodning moyilligi qanchalik katta bo'lsa, unib chiqadigan tovush ko'proq bo'ladi va aksincha.
Resurslarni qayta ishlash
Sovutgandan so'ng payvand choki saytimizdagi videoda ko'rsatilgandek, uni bolg'acha bilan o'lchovdan ehtiyotkorlik bilan olib tashlashadi.

Resurslarning sifatini nazorat qilish
Payvandlash ishlari tugallangandan so'ng tashqi inspektsiya, oqish sinovi va yashirin nuqsonlarni aniqlash orqali tikuv sifatini tekshirish kerak. Bularga nodullar, pastki qismlar, yoriqlar, kuyishlar, penetratsiya etishmovchiligi, dumalaklardagi shlakli inkluziyalar mavjudligi va boshqalar kiradi.
Resurs video darslari sizga nikohning sabablarini tushunishga yordam beradi. Ular tarmoqdagi kuchlanishlar, elektrodning notekis tanlangan burchagi, payvandlash paychalarining besleme silindrlarida siljishi, payvandlash jarayonida payvandlash tezligining o'zgarishi va boshqalar bo'lishi mumkin.
Ushbu mavzu bo'yicha batafsilroq bizning saytimizda:
-
"Payvandlash" so'zi odatda isitish natijasida intermolekulyar va interatomik birikmalar hosil bo'ladigan texnologik jarayon sifatida tushuniladi. Shunday qilib, to'g'ridan-to'g'ri materiallar bog'liq. Asosan... -
Hatto kichik tajribaga ega bo'lgan boshlovchi ham gorizontal yuzada payvandlashni amalga oshirishi mumkin. Biroq zarur nazariy bilim va yaxshi amaliyotsiz yuqori sifatli vertikal tikuvni yaratish ... -
Aluminiy va alyuminiyni payvandlash jarayoni bir nechta xususiyatlarga ega, ular ishlash vaqtida ham, uni tanlashda ham e'tiborga olinishi kerak. Birinchidan, alyuminiy ... -
Har bir tartibga solish usuli payvandlash birligining ishiga ijobiy ta'sir ko'rsatishi mumkin, lekin har bir uslub o'z noqulayliklariga ega, uni bilish va yoqimsiz ishdan qochish kerak.




