Resursni qanday ishlash kerak. Biz qichqiriq usuli bilan kamon yoritamiz. Elektrodlarning turlari, tarkibi va tarkibi
Elektr tokini ishlatib, metall rodni eritish jarayoni yordamida odamlar ikki metall sirtni birlashtirganidan beri bir necha yuz yillar o'tdi. Ushbu tayoq elektroddir.
Elektrodning tarkibi va uning qiymati
Qoplama yoki uning yuzasi, metall - nikel, marganets, temir va minerallarning aralashmasidan iborat - chang holatida bo'lgan alumina, magneziya, ohaktosh. Metall eriydi va minerallar kislorod ta'siridan himoya qiladi. Bunday himoyalanish aloqani mustahkamlash uchun zarur. Ushbu aralashga qo'shimcha ravishda qo'shiladi, bu ularning turlari tomonidan tan olinishini osonlashtiradi.
Yopish uchun asos - nozik metall tel. Ularning turi ushbu mahsulotni ishlatish uchun ishlatilganiga bog'liq. Buning uchun asosan zanglamaydigan po'lat simli yoki karbonli sim ishlatiladi.
Mahsulot metall sirtini isitish va eritish uchun mo'ljallangan elektr tokining uzatilishi hisoblanadi.
Ertami-kechmi hayotda har bir kishi, masalan, elektr payvandlash va apparati yordamida kundalik hayotda nimani pishirish kerak bo'lsa, bunday vaziyatga duch keladi. Avvalo, sizda bo'lishi kerak payvandlash mashinasi va, albatta, ish qobiliyatlari, chunki elektrod bilan qanday ovqatlanishni bilish kerak.
Elektr payvandlash jarayonining printsipi
Uyda elektr payvandlash bilan pishiring, maksimal quvvat 160 Amp bo'lgan har qanday payvandlash mashinasidan foydalaning. Ish paytida, chuqur qismi va samolyot o'rtasida qo'zg'aysan bo'ladi. Muvaffaqiyatli ish uchun ba'zi qoidalarga amal qilish kerak:
- Payvandlashni talab qiladigan qismlarga tekisligida siz elektrodni ushlagichga biriktirilgan trafo - massa va boshqa simni uzatuvchi bir simni payvandlash joyining tekisligiga olib kelib, mahsulot oxiriga to'g'ri kelishi kerak. Bir kamon paydo bo'ladi.
- To'g'ri payvandlash uchun elektrodlar yordamida to'g'ri tayyorlanish kerak. Bunga qo'shma yuzadan kerakli masofani tanlash orqali erishiladi. Optimal masofa 2 dan 6 mm gacha. Arkning yuqori harorati natijasida metall manba sirtiga eriydi va metallning yuzasiga teskari zarba momentida hosil bo'lgan truba to'ldiriladi. Elektrodni birlashma uzunligi bo'ylab to'g'ri va to'g'ri yo'naltirsangiz, bu yiv erigan metall bilan to'ldiriladi.
- Samarali va yuqori sifatli natijalar uchun elektrodlarning o'zlari uchun muhim ahamiyatga ega. Ishni bajarish uchun uning turlarini foydalaning: po'lat, mis, quyma temir, bimetalik, guruch. Ular, shuningdek, 332, 350 va boshqalar kabi tovarlarga bo'lingan. O'z belgilarini belgilash uchun payvandlash viskozitesini belgilovchi maxsus indeks ishlatiladi va indeksdagi raqamlar metall qattiqligining darajasini ko'rsatadi. Tanlovda ishlatishingiz kerak bo'lgan asosiy qoida - bu metallning qalinligini hisoblash.
- Resursni muvaffaqiyatli bajarish uchun payvandlash elektrodini to'g'ri ushlab turish kerak. Taxminan 80 daraja burchakka to'g'ri kelishi kerak. Yassi paydo bo'lishi ikki usul bilan amalga oshirilishi mumkin: scribing (mahsulot tutish paytida, tutish paytida o'yin kabi) va ko'tarish (ular yuzaga tegib ketgan va kamon paydo bo'lganda ko'tariladi).
gorizontal tikuv
Faqat payvandlash elektrodini to'g'ri tutishgina emas, balki zarur amperajni tanlash ham muhimdir. Agar u juda kichik bo'lsa, kamon doimo chiqib ketadi.
Elektrodni payvandlash vaqtida ushlab turish qobiliyati qo'lni to'ldirish va pishirishni yanada yuqori va yuqori tezlik bilan amalga oshirish imkonini beradi.
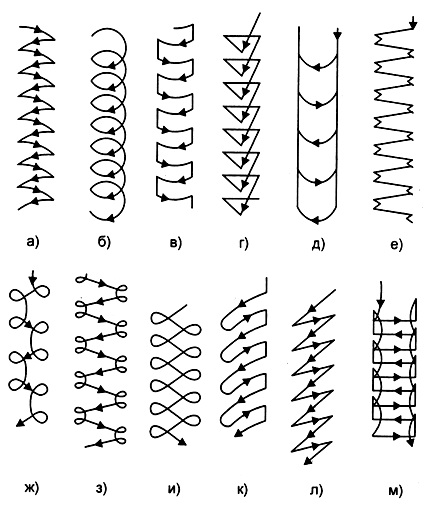
payvandlash paytida oxirgi elektrodning harakati
To'g'ri miqdorni tanlash
Ishga tayyorgarlik ko'rishning muhim usuli - elektrodlarning kerakli sonini hisoblash. Shunday qilib, bunday omillarni hisobga olish kerak: metallning qalinligi va og'irligi, tikuv uzunligi. Ushbu protsedura, elektrodni bir vaqtning o'zida bir-biriga o'tkazib turish uchun samarali va iqtisodiy tarzda ishlash imkonini beradi. Ularning sonini hisoblash uchun bir necha usullar qo'llaniladi. Eng mashhur gaz eritilgan metallning og'irligi hisoblanadi. Ularning soni hisoblangan birlik kilogrammdir. Sotib olish juda muhim chiqindilar. Sotib olishda kamida bir oz tejash uchun ularning tashqi ko'rinishini, elektrod payvandlash jarayonida oqimning kuchini hisobga olish kerak.
Shuningdek, payvandlash jarayonining avtomatik yoki yarim avtomatik ko'rinishini ham qo'llashingiz mumkin. Ushbu metodlar elektrodni aylana bo'ylab haydash zarurati bo'lib, uning qismlari va metallarini tekislash uchun zarur bo'lgan miqdorni sezilarli darajada kamaytirish imkonini beradi.
- Resurs texnikasi: asosiy tushunchalar
- Arkni yoritishni o'rganish
- Orqa yondirgichni bosing
- Nur arqon
- Yosini boshlashni oldini olish mumkin bo'lgan xatolar
- Payvandning oxiri
- Mehnat vositasining pozitsiyasi
- Xavfsizlik texnikasi
To'g'ri pishirish uchun ko'plab texnologik masalalar va nuanslar mavjud, ularning asosiy qismi payvandlash vaqtida mos elektrod holatidir.
Resursni himoya kiyim bilan bajarish kerak.
Payvandlash - bu ikki qismli qattiq bir parcha aloqaning qirralarini eritib olish yo'li bilan olingan jarayon. Zamonaviy texnologiyalar metall va seramika kabi bir xil va butunlay boshqa materiallarni payvandlab berasiz.
Siz turli yo'llar bilan payvand qilishingiz mumkin, lekin eng keng tarqalgan turmush sharoitlari elektr arqonning ishlashi uchun jarayonni amalga oshiradigan arqonlarni payvandlash. Ark, payvandlangan mahsulot bo'lgan 2 elektrod bilan yaratiladi. Butun jarayon yuqori haroratda amalga oshiriladi, u 7000 ° S ga etadi va bu siz deyarli har qanday metallni eritishga imkon beradi.
Payvandlash apparati ikkita kabelga ega, birining oxirida klip mavjud, ikkinchisining oxirida - ishchi moslama o'rnatilgan holatda. Qurilma ishlayotganda, elektrod va uning qismlari o'rtasida bir kamon hosil bo'ladi. Bu holda juda ko'p issiqlik chiqariladi, metall eriydi, shu tufayli uning qismlari ishonchli va bardoshli bo'linadi.
Elektr chizig'i ko'rinishi uchun uning qismini qisqa vaqtga tegizib, undan 3-4 mm masofani bosib oling.
Yuqoridagi maxsus birikma bilan qoplangan ishchi vosita sifatida metall rod ishlatiladi. Elektrodning standart uzunligi 30.35 sm, diametri esa 1.5.2.25.3.25 va boshqalar.
Resursli ulanishlar burchakli, T shaklida, biriktirish, bir-birining ustiga chiqish va boshqalar bo'lishi mumkin. Joylariga ko'ra ular gorizontal, vertikal va shipga egadirlar. Resurs tikuv bir yoki bir nechta o'tkazmalarda bajarilishi mumkin. Bu nuqta yoki doimiy bo'lishi mumkin.
Agar siz yangi boshlovchi bo'lsangiz va ilgari bu ishni hech qachon qilmagan bo'lsangiz, elektrodning payvandlash vaqtida bo'lishi kerak bo'lgan ma'lumotni boshidanoq ko'rib chiqish kerak.
Resurs texnikasi: asosiy tushunchalar
Payvandlash ishlarini boshlash uchun dastlab elektrodning tegishli pozitsiyasini berishingiz, uni yoqishingiz va payvandlash paytida elektrodning yoyini ushlab turishingiz kerak. Yosh payvandchi uchun kamon olovi muayyan muammolarga olib kelishi mumkin, ammo vaqt o'tishi bilan ular yo'q bo'lib ketadi.
Jismoniy mashqlar vaqtida ikkinchi muhim ahamiyatga ega - payvandlash paytida elektrodning pozitsiyasi. Bu nuqta tadqiqot paytida va boshida ta'kidlangan payvandlash. Kerakli tajribani olganidan so'ng, payvandlovchi payvandlash paytida elektrod o'rniga ko'proq e'tibor bermaydi, uning asosiy negizida payvandlash havzasida payvandlash paytida nima sodir bo'ladi. Yangi boshlovchi uchun payvandlash paytida elektrodning joylashuvi juda muhim ta'lim bosqichidir.
Treningning uchinchi bosqichida, odam elektrodning to'g'ri pozitsiyasini joylashtirgandan so'ng, payvandlash vaqtida, ya'ni payvandlash payining oxirini bajarish uchun elektrodning yoyini sinab ko'rishni o'rganish kerak.
Mundarija jadvaliga qaytish
Arkni yoritishni o'rganish

Elektrodni yong'oqlantirish manba qurilmalarining professional ifodasidir. To'g'ri aytish mumkin bo'lsa-da, - payvand chashmasini olov yoqing. Ushbu operatsiyani bajarish ish vositasining markasini, oqim kuchini tekshirish va payvandlash uchun tayyorlanish maqsadida amalga oshiriladi.
Arkni yoqish uchun ikkita usul bor, ular orasida harakatlanish turida farqlanadi va ular elektrodning boshqa pozitsiyasiga egadirlar.
- Elektrodni payvandlash paytida montaj qilish metallga tegish orqali uni yoqish uchun ishlaydi.
- Ushbu usulda metallga ishlaydigan asbob ishg'ol qilinadi.
Ushbu usullar bir-biriga o'xshashdir, ularni ishlatish payvandlash jarayonida payvandchining payvandlash paytida elektrodni o'rnatish texnikasining tanloviga bog'liq bo'lib, u ish sharoitlariga va uning shaxsiy tajribasiga bog'liq.
Mundarija jadvaliga qaytish
Orqa yondirgichni bosing

Ushbu usul bilan, arqon ishchi asbobga tegib turgan metall tufayli yonadi. Qoidaga ko'ra, payvandlash paytida elektrodning o'rnatilishi vertikal holda joylashganki va uning oxiriga metallga tegizish mumkin. Metallga tegib ketgan bir kamon paydo bo'lganda, ishchi moslamani harakatlantirishni boshlash kerak, aks holda u yopishadi.
Agar elektrod payvandlash paytida cho'zilsa, u isitiladi. Ushbu xatoni tuzatish uchun, payvandlash texnikasi quyidagilarni taklif qiladi. Elektrodning joylashuvini o'zgartirish va uni yopish nuqtasidan sindirib tashlash kerak. Ushbu tadbirdan so'ng, oxirida vizor paydo bo'lishi mumkin va keyingi ishni qiyinlashtiradi. Shuning uchun, agar visor paydo bo'lsa, uni taqillatish kerak. Buning uchun faqat ishlaydigan asbobni qattiq gorizontal yuzaga urib qo'ying.
Elektrodni payvandlash jarayonida qo'llash usuli payvandlash apparatidan ma'lum bir ish tajribasini talab qiladi, shuning uchun boshlang'ich ishlov berish dastruridan foydalanish tavsiya etilmaydi.
Mundarija jadvaliga qaytish
Nur arqon

Ushbu parametr yanada keng tarqalgan va uni bajarish yo'li bilan o'yin qutisidagi o'yinni qanday yoqtirganingizga o'xshash.
Ushbu usul oddiyroq hisoblanadi va shuning uchun yangi boshlovchi uchun mos. Qisqa vaqt ichida tegib turiladi va allaqachon yoritilgan qurilma orqaga qaytadi. Har bir narsa bir tekis harakatda amalga oshiriladi, uning yo'nalishi uni o'zgartirmaydi. Avvalgi ateşleme usuli, jarayon ikki bosqichga bo'lindi va ish asboblari turli yo'nalishlarda harakat qildi.
Ushbu usulning ahvoliga tushib qolish, odatda, oson erisha olmaydigan joylarda kamonni boshlash kerak bo'ladi. Ya'ni, ish tashlashni bajarish uchun instrumentga to'g'ri bir pozitsiya berilmaydi, yoyni faqat tegib turish kerak.
Mundarija jadvaliga qaytish
Yosini boshlashni oldini olish mumkin bo'lgan xatolar
Elektrotrodning xususiyatlari.
Agar boshq boshlash juda qiyin bo'ladi. Bu siz qabul qiladigan operatsiya paytida instrumentning pozitsiyasiga bog'liq emas, boshqa sabablar ham mavjud.
Agar boshq boshlashning iloji bo'lmagan sabablar:
- Yomon ommaviy aloqa. Uni to'g'ri o'rnatdingizmi yoki yo'qligini tekshirishingiz kerak.
- Metall bo'yoqdagi bo'yoqning mavjudligi yoyni yoqishning iloji yo'qligini bildiradi. Agar bo'yoq qatlami kichik bo'lsa, u o'tkir zarba bilan nayzalangan bo'lishi mumkin. Yassi hosil bo'lgandan keyin yuqori haroratni hosil qiladi, bo'yoq yonib ketadi va endi to'siq bo'lmaydi. Bo'yindan tozalash yaxshiroqdir, shuning uchun sizga ishlash osonroq bo'ladi.
Sharhlar:
- Ish tartibi
- Elektrodlarni nima oladi?
- Foydali maslahatlar
Payvandlash - bu juda ehtiyotkorlik, mas'uliyat, barcha qoidalar va qoidalarga rioya qilishni talab qiluvchi jarayon. Ushbu qoida har qanday payvandlash turi uchun qo'llaniladi. U faqat kerakli uskunalar va xavfsizlik uskunalari bilan amalga oshirilishi kerak. Katta assortimentda taqdim etiladigan elektrodlarni tanlashga alohida e'tibor berilishi kerak.
Agar texnologiya ta'qib etilmasa, unda sifatli payvandlashdan, tikuv egri chizig'idan, katta miqdorda cürufdan farq qiluvchi turli kamchiliklarning paydo bo'lishi mumkin.
Payvandlash jarayoni mas'uliyatli va ko'rinishi mumkin emas. Avval ishda zarur bo'lgan barcha materiallar va vositalarni tayyorlashingiz kerak. Shundan so'ng, yuzingizni va ko'zlaringizni himoya qiladigan maxsus qalqonni, maxsus qo'lqop kiyishingiz kerak. Orqa muntazam o'yin kabi yoqiladi. Tomning sirtidan elektrodning oxiri 3 mm masofada bo'lishi kerak - bu yassi uchun optimal o'lchovdir. Agar elektrod operatsiya vaqtida siqib qolsa, bu oqimning shikastlanganligini bildiradi, ya'ni ish boshlanishi noto'g'ri.
Ish tartibi

Qanday qilib pishirasiz? Elektroddagi metalning miqdorini kamaytirish uchun kerakli darajaga tushirish kerak degan ma'noni anglatadigan bo'lsak, payvandlangan sirt va elektrodning o'zi bu jarayoni kuzatish uchun doimo to'g'ri bo'shliqni saqlash kerak. Ushbu ish qoidalariga rioya qilish tavsiya etiladi:
- Barcha payvandlash jarayonida bu bo'shliqni saqlab turish kerak: u sizning zahiralar havuzini boshqarishni, mukammal xususiyatlarga ega yuqori sifatli payvand qilishni ta'minlaydi.
- Juda katta bo'shliqni amalga oshirish mumkin emas, chunki payvandlash chog'i "sakrash" bilan boshlanadi, penetrasyon yomonlashadi, depozit materialni nazorat qilish qiyin bo'ladi.
- Agar bo'shliq kichik bo'lsa, unda asosiy materialni isitish uchun vaqt oddiygina qolmaydi, va tikuv dumaloq, dumaloq shaklda bo'ladi, uning yon tomonlarida ko'rinmay qolgan qismlar ko'rinadi.
Mundarija jadvaliga qaytish

Qanday qilib pishirasiz, oxirida yuqori sifatli va tekis tikani olishingiz mumkin? Bilan boshq manbai tikuvni ehtiyotkorlik bilan shakllantirish kerak. Texnika juda murakkab emas, lekin barcha standartlarga mos kelishi kerak:
- Formaning o'zi zigzag yoki dumaloq harakatlarda amalga oshiriladi, ikkinchisida manba hovuzini kuzatishda yon tomonga harakat qilish kerak.
- Hammom bir doira ichida taqsimlanadi, harakat silliq bo'lishi kerak.
- Zigzag harakati yonma-yon tomondan amalga oshiriladi, banyolar issiqdan tashqarida harakat qiladi.
Yo'l bo'ylab harakatlanayotganda, barcha elektrod elektrodidan orqada qolishi kerak. Ba'zi hollarda metalning o'zi etarli emasligi sababli, qisqa qisqartirishlar kerak. Ushbu tikuvning chetida qoladigan kichik truba, uning darajasi metalldan past bo'lishi kerak. Ko'pincha pishirish haqida savol tug'iladi, hali payvandlashda etarli tajribaga ega bo'lmagan yangi kelganlarga murojaat qiling. Bu yerda moyillik qanchalik katta ekanini esga olishimiz kerak. Buning aksincha, no'xagining qanchalik kichikligi, yumshoqroq va neaterni tikishidir.
Ko'pincha payvandlash qoidalariga rioya qilmaslikda bunday xatolar ro'y beradi:
- Agar siz juda ko'p burilish qilsangiz, natijada paydo bo'ladigan kamon tikuvni qattiq bosadi va bu shunchaki boshqarilmaydigan hammomni ishlab chiqaradi, demak, payvandlash sifati past bo'ladi.
- Elektrod tikuvdan uzoqlashganda, orqa quvvati orqaga yo'naltiriladi. Resurs suzadigan, ya'ni yuksalish, uning sifati yomonlasha boshlaydi.
- Elektrod payvandlash nuqtasining ustki qismida turibdi, issiqlik esa uning ostida to'planib qoladi. Bu haqiqatga olib keladi payvand choki hammomni bosishga boshlaydi, juda chuqur eriydi.
Mundarija jadvaliga qaytish
Elektrodlarni nima oladi?
Arkni payvandlash uchun maxsus elektrodlar qo'llaniladi. Ular har xil turdagi metall naychalar bo'lib, ular payvandlanadigan qismni oqim bilan ta'minlaydi. Ish paytida qismlarning qirralari oqim ta'siri ostida eriydi, undan keyin elektrodning o'zidan metallning yordami bilan tikuvni asta-sekin to'ldiradi.
Harakat qilayotganda payvand choki elektrodga oqim qatlami mavjudligi sababli gazni himoya qilish yuzaga keladi. Shuning uchun aniq elektrod va diametri aniq ish turiga mos keladigan diametri tanlash muhimdir. U payvandlanadigan qismlarning qalinligiga bog'liq:
- qalinligi 2 mm, elektrod diametri - 2-2,5 mm;
- qalinligi 3 mm, diametri 2,5-3 mm;
- qalinligi 4-5, diametri - 3-4 mm;
- qalinligi 6-12 mm, diametri 3-4 mm;
- qalinligi 13 mm, diametri 5-6 mm.
Kasb-hunarga ishlov berish uchun diametri 1,6 mm bo'lishi kerak, u qalinligi 1 mm gacha bo'lgan qismlarga nozik va nozik ish uchun qo'llaniladi. Qo'llaniladigan barcha elektrotlar ham guruhlarga bo'linadi:
- diametri (23 mm dan 6 mm gacha);
- markalash bo'yicha (maqsadga va boshqa xususiyatlarga qarab);
- ishlab chiqaruvchi tomonidan.
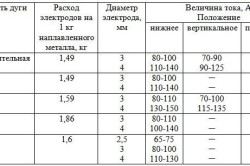
Shuningdek, diametrga qarab, barcha payvandlash elektrodlari muayyan turdagi oqim uchun tanlanadilar:
- 2 mm - payvandlash oqimi 55-65 A;
- 2,5 mm - pishirish oqimi 55-80 A;
- 3 mm - payvandlash oqimi 70-130 A;
- 4 mm - payvandlash oqimi 130-160 A;
- 5 mm - manba oqimi 180-210 A
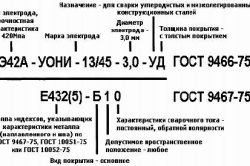
Elektr yordamida qanday tayyorlanishni so'rashganda, etiketkaga e'tibor berish kerak:
- Uchun to'g'ridan-to'g'ri oqim UONI markalash, og'ir yuklarga tushadigan temir tuzilmalar uchun ishlatiladi.
- Umumjamoa OZS ning bevosita / muqobil oqimi bilan ishlash uchun mo'ljallangan. Ishdan keyin kamroq shlakli qoldiqlar qolsa, payvandlash oqimi kamroq sarflanadi.
- Rutilli qoplama bilan - MP3. Ular o'zgaruvchan, to'g'ridan to'g'ri oqim bilan qo'llaniladi.
- Universal - ANO-4, kichik paketlarda sotiladi.
- Ixtisoslashtirilgan - TsU-5, quvurlarni payvandlashda ishlatiladi.
- TsCh-4 quyma temir bilan ishlash uchun javob beradi.
- TsL-11 zanglamas po'latdan yasalgan.
- OK 96.20 alyuminiydan payvandlash uchun ishlatiladi.
- KOBELKO LB-52U gaz va suv quvurlarini payvandlashda ishlatiladi. Ular eng yaxshi deb hisoblanadilar, ammo ularning narxi ancha yuqori. Odatda oddiy ish uchun foydalanilmaydi, chunki sifat va narx bo'yicha bir qator boshqa, ko'proq mos keladi.
Yo'riqnoma
Plitalarni bir-biriga tuting.
Qatlamni tikuvda (5-10 mm gacha) qisqa tikuvlar bilan birgalikda 50-100 mm oraliq masofa bilan amalga oshiriladi. Muntazam ravishda to'xtab turish bilan payvandlashni amalga oshiring - arqni o'chiring (elektrodni chiqarib tashlang) va metallni sovutish uchun vaqt topa olmaslik uchun tezda yondiring. Uzluksiz chastotali vaqt qalinligi va oqimning kuchiga bog'liq. 1 mm qalin va ingichka qatlam uchun 1-3 sekund bo'lishi kerak.
Barglarni butunlay payvandlang.
Pishiriq pishiri intervalgacha tikuv, vaqti-vaqti bilan elektrodni yangi (sovuq) interfeysga o'tkazadi. Bu esa, metallning mustahkam burilishidan qochadi - ayniqsa, bo'g'in uzunligi nisbatan katta (200-250 mm dan ortiq) bo'lsa. Uzluksiz tikuvning uzunligi qanchalik qisqa bo'lsa, unda kamroq choklar. To'siqning bir uchida pishirishni boshlang, keyin boshqa tomonga o'ting, so'ngra markazga va boshqalarga o'ting.
Manba nozik metall boshi
Po'latning chekkalari orasidagi umumiy uzunlik bo'ylab minimal bo'shliqni oling. Ideal vaziyat - aniqlik yo'qligi. Yumshoq metall burchakni payvand qilish uchun qo'shma taglikka mos keladigan yordam paddan foydalaning. Biror invertor va yaxshi (import qilingan) elektrodlar bilan mumkin bo'lsa-da, qoplamasiz nozik (1 mm va ingichka) po'lat-payvandlangan po'latni payvand qilish juda qiyin. Texnologiyaning o'zi payvandlash (tanlash manba oqimi, yopishqoqlik, intervalgacha va bosqichma-bosqich payvandlashdan foydalanish) bir-biriga bog'lab qo'yilgan payvandlash bilan bir xil bo'ladi.
Qaytib olinmaydigan po'lat astar bilan payvandlash
Agar buyumlar dizayni qayta tiklanmaydigan qoplamaning mavjudligiga imkon bersa, unda 13-15 mm kenglikdagi asosiy qatlam kabi bir xil qalinlikdagi po'lat po'latni joylashtiring. Manba qilingan metallning mahkamlanganligiga ishonch hosil qiling. Bunday astar, qo'shma qismida bir necha millimetrlik bo'sh joy bo'lsa ham, qismning payvand qilinishiga imkon beradi. Bu holda qoplama qismga payvandlanadi.
Mis bilan qoplangan payvandlash
Agar olinmaydigan qoplamaning mavjudligi qabul qilinmasa, qo'shma ostidagi mis (biroz ko'proq qalin) qo'ying. Mis issiqlikni olib tashlaydi va qog'ozning yonishini oldini oladi. Payvand chikishdan keyin astarni echib oling.
Po'latdan tortib olinadigan qoplamali payvandlash
Agar olib bo'lmaydigan qoplamaning qabul qilinishi mumkin emas bo'lsa, lekin mis chizig'i bo'lmasa, qismni po'lat qoplamali payvandlang va ehtiyotkorlik bilan burchakni tegirgich bilan olib tashlang.
Payvandlash - isitish va deformatsiyalash vaqtida payvandlangan materiallar orasidagi interatomik birikmalar paydo bo'lishi tufayli doimiy bo'g'inlarni hosil qilish jarayoni. Faqat metallarni faqatgina payvandlash mumkin emas, balki plastiklarda ham. Ko'pincha biz temir va issiqlikni yopishtiruvchi plastmassalarni payvandlash bilan shug'ullanishimiz kerak.
Sizga kerak bo'ladi
- - elektr boshq manbai uchun payvandlash apparati;
- - gazni payvandlash;
- - payvandlash elektrodlari;
- - plastmassa quvurlar uchun payvandlash mashinasi;
- - isitish moslamasi (temir, elektr pechka va boshqalar).
Yo'riqnoma
Siz zanglamas po'latdan yasalgan buyumlarni ishlov berish uchun mo'ljallangan aksessuarlardan foydalanishga ruxsat berilganligini bilishingiz kerak. Bular silliqlash g'ildiraklari va kamarlari, zanglamaydigan po'latdan tayyorlangan cho'tkalar va portlatish. Iltimos, ba'zan siz po'lat va shisha fraktsiyalar bilan karbonli po'lat kabi boshqa materiallarni ishlating.
Paxta payvandlashdan keyin payvandlashning eng samarali usullaridan biri hisoblanadi. To'g'ri ishlatilganda, quyqalar zararli oksidli qatlamni, shuningdek, krom miqdorini kamaytiradigan zonani bartaraf etadi.
Muayyan sharoitlarga bog'liq holda, quyqani namlash, sirtga qo'llash yoki mahsulotlarni pasta bilan qoplash orqali amalga oshiriladi. Eng ko'p ishlatiladigan aralash kislota suv bilan birgalikda ishlatiladi. Zanglamas po'latdan ishlov berish vaqti kislotalarning konsentratsiyasiga, o'lchovning qalinligigacha, harorat va zanglamaydigan po'latdan iborat.
"Zanglamaydigan po'latdan" payvandlash jarayonining so'nggi bosqichi - payvand choki darajasining ko'rsatkichini asosiy varaqning tegishli ko'rsatkichiga olib keladi. Bunga chuqurlikdan so'ng silliqlash va parlatish orqali erishiladi. Bunday davolash odatda strukturaning korroziyaga chidamliligini oshiradi.
Manbalar:
- Zanglamaydigan po'latdan payvandlash, payvandlash xususiyatlari.




