Elektrod iste'moli: qanday qilib to'g'ri hisoblash mumkin? Metindagi tonnaga teng elektrod iste'molini qanday hisoblash mumkin?
1 m tikuv uchun elektrod iste'moli muhim ko'rsatkich xarajatlar smetalarini tayyorlashda payvandlash. Butun loyihaning iqtisodiy ko'rsatkichi hisob-kitoblarning aniqligiga bog'liq. Elektrod iste'molini hisobga olishni mahsulot brendlari va payvandlash jarayonining usullari yaxshi biladigan tajribali qaynatgich amalga oshirishi kerak. U kelgusidagi ishlarning barcha nuanslarini inobatga olish kerak.
Hisoblash uchun umumiy formulalar
Iste'mol stavkasi payvandlash uchun zarur bo'lgan maksimal materiallar miqdori sifatida olinadi. Rationing payvandlash uchun elektrotlar iste'molini hisobga olishi, tartibga solinishi va tartibga solish usuli "bo'sh ishoralar" ni hisobga olish kerak:
H = H St + H pr + H Ave.
Ishni bajarish stavkasi va asosiy ishdagi xarajatlar ulushi sifatida belgilanadi:
- 12 mm qalinlikdagi po'lat payvandlashda - 15%;
- 12 mm qalinlikdagi po'latdan payvandlashda - 12%;
- alyuminiy va titanium qotishmalarini payvandlanganda - 20% gacha.
Mahsulotlarni alyuminiy va titanium qotishmalaridan tuzatish normasi:
- 8 mm qalinlikdagi alyuminiy uchun - 30%;
- 8 mm dan ortiq qalinligi bo'yicha alyuminiy uchun - 25%;
- titanium uchun - 35-40%.
Metallni ishlab chiqarishda elektrodlarni iste'mol qilish tugunli, portlatilgan, individual yoki oldindan ishlaydigan standartlar bilan belgilanadi. Ularning barchasi bir-biriga ulangan va 1 m uchun materiallarning qiymatini hisoblash asosida hisoblab chiqilgan payvand choki. Maxsus o'lchamlar uchun xarajatlar SNiPga muvofiq tartibga solinadi.
Xarajat qismida payvandlash metallining massasi va texnologik yo'qotishlarni o'z ichiga oladi:
bu erda N - 1 m uchun iste'mol tezligi,
M - 1 m gacha bo'lgan payvandlash metallining massasi,
K - yo'qotish koeffitsienti.
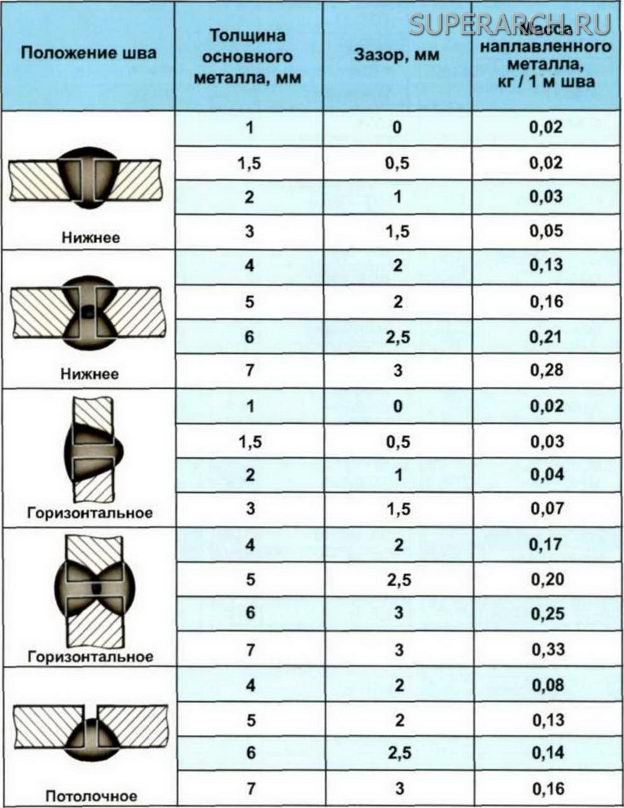
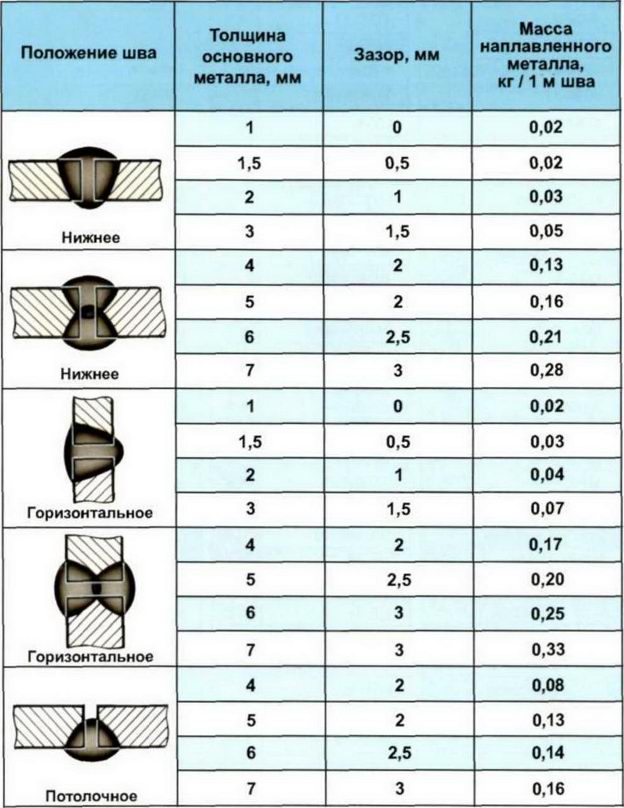
Dikişin (M) bir metrga qo'shilgan hissasi og'irligi tasavvurlar maydoni (S), materialning zichligi (p) va tikuv uzunligi (L = 1 m) ning mahsuloti sifatida hisoblanadi:
Kesma-joy maydoni haqiqatdan keyin olinadi va materialning zichligi ma'lumotnomalardan olinadi. Odatdagi çelikler uchun, u 7,85 g / sm ³ tengdir.
Mundarija jadvaliga qaytish
Tahrirlash omillarini hisoblash
K koeffitsientining qiymati (K) chiqindilar, püskürtme va kıvrımlar tufayli texnologik yo'qotishlarni o'z ichiga oladi. Bu payvandlash usullari va usullari, payvandlangan material turlari, ish sharoitining murakkabligi bilan bog'liq.
Jadvalda moddiy iste'mol hajmining turli tipdagi elektrotlar uchun biriktirilgan massaga nisbati berilgan.
Bu ko'rsatkich püskürtme va chiqindilar kabi zararli moddalar va zararli moddalar tufayli hisobga olinadi. Shaffof halokni hisoblashda, uzunligi 50 mm bo'lgan, uzunligi 450 mm bo'lgan standart elektroddan olinadigan kaster. Agar haqiqiy uzunliklar farq qiladigan bo'lsa, unda o'zgarish qo'llaniladi.
L = (ga - 50) / (ga - Lo),
qaerda ga elektrodning uzunligi bo'lsa,
lo' - sham uzunligi.
Payvandlash, chiqindi va shinalar uchun yo'qotishlar qiymatlari payvandlash materiallarining pasport xususiyatlarida ko'rsatilgan.
Ishning murakkabligi manba joylari bilan belgilanadi. Pastki qismdan farqli bo'lgan hollarda quyidagi tuzatish omillari kiritiladi:
- tekislikda joylashgan - 1.05;
- vertikal tekislikda - 1,10;
- ship uchun - 1.20.
Faqatgina nazariy hisob-kitoblarga asoslangan metallni payvandlash ishlarining barcha nozikligini hisobga olish juda qiyin. Har qanday payvandlash usuli uchun normalar va qoidalar SNiP da batafsil tavsiflangan bo'lsa-da, sinov ishlarini bajarish tavsiya etiladi.
Sinovlar xuddi shu sharoitlarda va xuddi shu materiallarni mo'ljallangan tarzda ishlatiladi. Jarayonning uzluksizligini ta'minlash va kutilmagan moddiy xarajatlar tufayli kechikishlar oldini olish uchun materiallarni xarid qilish 5-7 foizli marj bilan bajarilishi kerak.
Plomba materiallarini saqlash uchun mos keladigan kuchlanish va oqimlarni kuzatib borish kerak. Saqlashni payvandlash jarayonida qo'lning burchagini o'zgartirish orqali erishish mumkin.
Maxsus zichlikli birikmalarga muhtoj bo'lmagan mahsulotlarda ishlatiladi singan tikuvlar 50-150 mm oralig'ida, ularning orasidagi masofa 100-300 mm va undan ortiq. Shuning uchun vaqtni sezilarli darajada tejash va elektrotlar iste'molini pasaytiradi.
Ishning narxini sezilarli darajada pasaytirish uchun, avtomatik ishlov berishni qo'llash tavsiya etiladi, bu esa yuqori ish faoliyatini ta'minlaydi va qo'shilishning sifatini kamaytirmasdan kesishma maydonni kamaytirish orqali tejaydi. Bir qator choralar 30% gacha tejashga olib kelishi mumkin.
Har qanday metall konstruktsiyasini qurish jarayonining ajralmas qismi byudjetlashtirish va kelgusidagi moliyaviy xarajatlarni hisoblash uchun materiallarni iste'mol qilishni malakali va aniq rejalashtirish hisoblanadi. Faqat qurilishga jalb qilinadigan material miqdori emas, balki payvandlash vaqtida qancha elektrodni sarflash kerakligi ham hisobga olinadi.
Metall tonna uchun elektrod iste'molini to'g'ri hisoblash qobiliyati uchun ustuvor talablardan biri hisoblanadi professional manbalaryirik kompaniyalarda ishlash. To'g'ri hisob-kitoblarsiz, metall ishlarning aniq qiymatini, taxminiy daromadini aniqlash mumkin emas. Bu nuanslarning barchasi metall konstruksiyalarni qurish bilan shug'ullanadigan kompaniyalar uchun muhimdir.
Payvand chog'ida elektrod iste'moli
Ish oqimining ishlashi va davomiyligiga bevosita ta'sir ko'rsatadi. O'tkazilgan manba sarf materiallari yangilar bilan almashtirilishi kerak.
Agar payvandchi qo'lda kerakli elektrodga ega bo'lmasa, u yuqoriroq payvandlash vaqtiga ta'sir qiladi. Dolgu materiallarini sotib olish asosiy muammo emas. Har narsaga tayyorgarlik ko'rishni talab qiladigan narsa murakkabdir. Elektrodlarni qattiqlashtirilishi va quritilishi kerak. Bir yarim soatdan ikki soatgacha davom etadi.
Bir necha kilogramm metallni qoplash uchun elektrodlar kerak bo'lganda, bu holat juda muhim emas, chunki umumiy metal konstruktsiyalarni payvandlashdan farqli o'laroq. Har qanday oddiy, ham vaqt, ham moliyaviy xarajatlar bilan to'la. Ish jarayoni susaymaydi, shuning uchun metallarning tonnalari uchun qancha elektrod kerakligini to'g'ri hisoblash juda muhimdir.
Hisoblash usullari
Oqim tezligi kirish parametrlariga bog'liq:
- massa massasi;
- payvand choki uzunligi;
- iste'mol stavkalari.
Sirt qoplamining massasi - bu docking to'rini to'ldirgan metallning og'irligi. Ushbu parametrning aniq tafsiloti texnologik xarita payvandlash. Taxminiy hisob-kitoblarga ko'ra, uning ko'rsatkichi metall tuzilishining og'irligi bo'yicha 1 dan 1,5 foizgacha.
Dikişin o'lchamlari qo'shma chiziq o'lchov bilan o'lchanadi. Natijada bobda mavjud bo'lgan tikuvlarning umumiy soniga ko'payadi. Buning sababi shundaki, chuqur bo'g'inlar ikki yoki uchta tikuvni parallel yoki ketma-ket ravishda bir-biriga bog'lab qo'yilgan.
Iste'mol stavkasi payvand chokining bir metrdan ortiq bo'lgan massasi. U alohida birlik yoki qism uchun, hamda amalga oshiriladigan payvandlash ishlarining turiga qarab hisoblab chiqiladi.
Ushbu nüanslar hisobga olib, plomba mahsulotlari iste'molini hisoblash nazariy va amaliy jihatdan amalga oshirilishi kerak.

Nazariy hisoblash
Turli formulalardan foydalanishga asoslangan. Amalda, eng keng tarqalgan hisob-kitobning ikki turi mavjud:
- koeffitsient bo'yicha;
- jismoniy xususiyatlarga ko'ra.
Birinchidan sarf-xarajatlarning turli toifalarini o'z ichiga oladi va quyidagi formula bo'yicha aniqlanadi: H = M * K, bu erda M - payvandlangan metall massasi va K - qo'shimcha hissa moddasi koeffitsienti.
Ikkinchi yo'l ishlatiladigan elektrod va xususiyatlarga asoslanib, payvandlanadigan metall konstruktsiyani quyidagi formula bilan hisoblash mumkin: G = F * L * F ning kesishish maydoni va L - uzunlikning uzunligi bo'lgan simning massasi.
Agar birinchi formula oqim tezligini hisoblash imkonini bersa, ikkinchi holda payvandlash metallining massasi. Ikkala hisob-kitoblar ham "jadvalli", ya'ni ular ma'lum elektrod turiga, metall turiga va tikuv hajmiga mos keladigan standart ko'rsatkichlarga asoslanadi.
Elektrod iste'molini koeffitsient bo'yicha hisoblash
Hisoblashni amalga oshirish uchun siz elektrodning aniq koeffitsientini (K) bilishingiz kerak, bu boshqa parametrlar kabi, "Qurilish materiallarini iste'mol qilish me'yorlarini ishlab chiqish qoidalari" ning RDS 82-201-96 ilovasida ko'rsatilgan.
Koeffitsient qiymati 1,5dan 1,9 gacha o'zgarib turadi. Kichkina indikator elektrodlarning ikkinchi guruhiga va eng yuqori oltiga to'g'ri keladi. Ish paytida ikkinchi guruhdan TsT-28 markasi ishlatilsa, K belgisi 1,5 ga teng.
Bir tonna metallni qoplash uchun kerakli elektrod miqdorini aniqlash uchun matematik hisoblash usuli yordamida biz 1500 kg, ya'ni H = 1000 * 1.5 qiymatini qo'lga kiritamiz. Shunga ko'ra, agar ko'proq yosh guruhlari brendini ishlatadigan bo'lsa, masalan, NZh-13 ishlatilsa, bu xarajatlar 1,8 ga teng bo'lgan koeffitsientga ega.
Amaliy hisoblash
Bu metall massasini aniqlash va payvandlangan sinov ishlarini bajarishni nazarda tutadi. Ular tugagach, kaltsinni o'lchab, kuchlanish va amperajni, tikuv uzunligini hisobga oling. Ushbu ma'lumotlarga asoslanib, muayyan uzunlikdagi payvandlash paychalarining kerakli elektrodlari sonini aniqlang.
To'liq hisoblash asosiy ishlarning bajarilishi vaqtida ham tashqi ma'lumot, ham joylashuv burchagi testda bo'lganlarga o'xshab qoladigan holatda bo'ladi. Noto'g'ri ta'riflarni bartaraf qilish uchun tajriba 3-4 marta takrorlanadi. Agar bu shart bajarilsa, hisoblash formuladan foydalanishga qaraganda aniqroq bo'ladi.
Hisob-xatolik
Hech qanday hisoblash usuli 100% aniqlik beradi. To'liq va uzluksiz ish oqimini ta'minlash uchun sarf materiallarini xarid qilish marj bilan tavsiya etiladi. Elektrodlar guruhida nomukammal va past sifatli mahsulotlarning mavjudligini hisobga olish kerak.
Payvandlashni to'xtatmaslik uchun hisoblarda olingan ma'lumotlarni besh yoki etti foizga oshiring. Bu har qanday favqulodda vaziyatdan xalos bo'lish kafolatlanadi. Sarf materiallari miqdori ham jarayonga, ham qo'shimchalar bilan to'ldirilgan tikuv turiga bog'liqligini hisobga oling.
Narxlarni qanday kamaytirish mumkin?
Resurslarni sarflash uchun sarflanadigan narsalarni saqlashga imkon beruvchi bir qancha shartlar mavjud, ammo u sifatga ta'sir qilmaydi:
- Qo'shimchalardagi eng katta tejamkorlik yarim avtomatik yoki avtomatik payvandlash mashinasidan foydalanishga imkon beradi. Ishlar qo'lda bajarilganda, yo'qotishlar besh foiz va undan yuqori. Avtomatik va yarim avtomatik jarayonlar bilan bu raqam ikki barobar past bo'ladi. Agar qo'shimchalar va mashina yuqori sifatga ega bo'lsa, sarflanadigan mahsulotlarning kamayishi maksimal darajada oshiriladi.
- Oqim va kuchlanish indikatorlari tanlangan plomba moddasiga to'liq mos kelishlari kerak. Shuning uchun, sozlash payvandlash mashinasi, ushbu parametrlarga alohida e'tibor qaratishingiz kerak.
- Iste'mol qilingan elektrotlar soni bir xil sharoitlarda o'zgarishi mumkin. Bu payvandlash paytida sarflanadigan mahsulotning holatiga bog'liq. Shuning uchun ko'pgina manbalar formulalar bilan chegaralanib qolmasliklarini va "mukammal" pozitsiyani topish uchun bir nechta testlarni o'tkazishni afzal ko'rishadi.
Ushbu uchta muhim shartga rioya qilish va saqlashning to'g'ri tanlovi deyarli o'ttiz foizga talab qilinadigan plomba moddasining miqdorini kamaytirish imkonini beradi. Bu juda ajoyib pul.
Dastlabki bosqichda siz payvandlash ishlarini bajarishni o'ylashingiz kerak bo'lgan elektrodlarning kerakli sonini hisoblashingiz kerak. Elektrod iste'molini iloji boricha aniqlang. Ko'plab metal konstruktsiyalarni ishlab chiqarishni rejalashtirganingizda qancha elektrod borishini bilish juda muhimdir.
Agar siz barcha hisob-kitoblarni to'g'ri bajaradigan bo'lsak, payvandlash jarayoni rejalashtirilgan rejaga muvofiq davom etadi va ishni bajarish uchun etarli elektrodlarga ega bo'lasiz. Elektrotlar iste'mol qilish darajasi payvandlash materialining maksimal mutlaq iste'moli hisoblanadi.
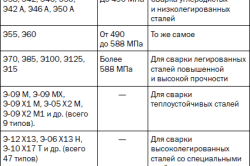
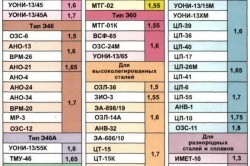
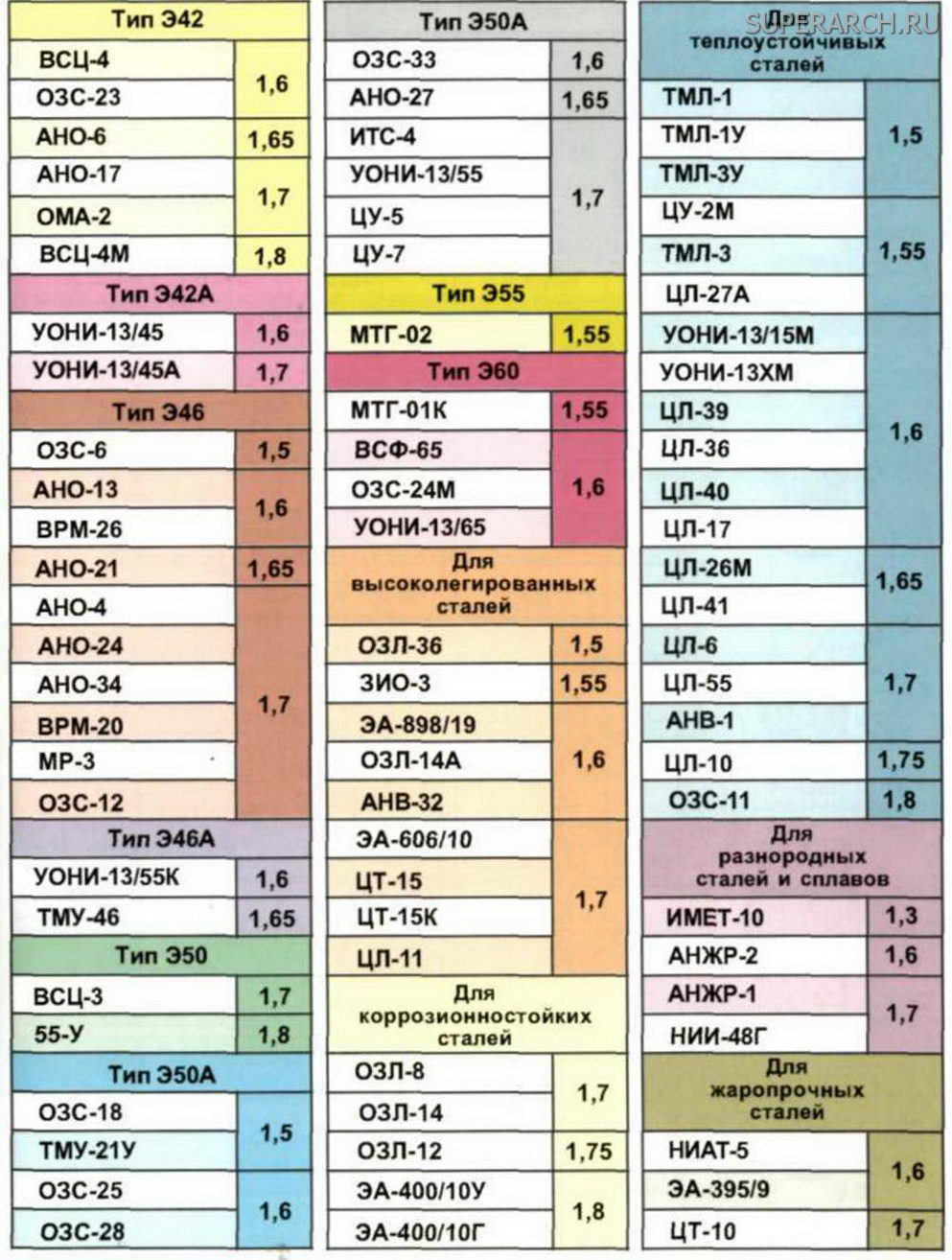
Quyidagi elektrodlar markalari bilan bog'liq elektrodlarning koeffitsientlari:
- Guruh 2 - K (diss.) = 1.5 - elektrod turlari: OZL-E6, OZL-5, TsT-28, OZL-25B;
- Guruh 3 - K (diss.) = 1,6 - elektrod turlari: TsL-17, OZL-2, OZL-8, ZIO-8, OL-6, OZL-7, OZL-3, OZL-21;
- Guruh 4 - K (diss.) = 1,7 - elektrod turlari: OZL-9A, GS-1, TsT-15, TsL-11, UONI-13 / NZh, TsL-9;
- Guruh 5 - K (diss.) = 1,8 - elektrod turlari: OZS-11, OZL-22, OZL-20, NZh-13;
- 6-guruh - K (diss.) = 1.9 - elektrod belgilari: ANZR-2, OZL-28, OZL-27;
Endi uni yanada aniqroq qilish uchun hisob-kitoblarni qilaylik. Misol uchun, biz OZL-8 elektrodlari yordamida 5 kilogramm metallni eritdik. Biz ko'p metallni payvand etdik, so'ngra to'siqning kesimini hisobladik, uni tikuv uzunligi bo'yicha ko'paytirdik va qalinligi bilan ko'paytirdik. Natijada, biz 5 kgga egamiz.
Endi biz payvandlash metallining massasini (5) koeffitsient bilan ko'paytiramiz. Bizning elektrotlarimiz uchun 1,6 dir. Shunday qilib, 5 x 1.6 = 8. 5 kg metallni payvand qilish uchun 8 kg OZL-8 elektrodiga ehtiyoj bor.
Hisob-kitoblarni bajarayotib, siz to'g'ri bo'lishi kerakligini eslayman, chunki hatto kichik xatolar elektrod sotib olish bo'yicha xarajatlaringizni oshirishi yoki aksincha, siz xarid qilgan miqdorga ega bo'lmasligingiz mumkin.
Misol uchun, bir tonna metalni payvand qilish uchun elektrodlar sonini hisoblashimiz kerak. Biz hisoblaymiz: 1000 x 1.6 = 1,600 kg OZL-8 elektrodlari.
Avvalo, bu turdagi elektrotlar iste'molini aniqlash, 1 kg metallni qoplash uchun kerak. Buning uchun maxsus formuladan foydalanishingiz mumkin:
H = M * K diss,
k nuqtasi elektrotlar iste'mol koeffitsienti (quyida keltirilgan rasmda ko'rsatilgan) va M - metall massasi.
Payvand chog'ida qancha elektrod iste'mol qilinishini hisoblashingiz mumkin bo'lgan boshqa formula mavjud:
G = F x L xolning og'irligi (1 sm 3),
qaerda: F-maydoni enli. tasavvurlar; G-mass ep. Metall va L - tikuv uzunligi.
Elektrotlar iste'molini kamaytirish uchun siz avtomatik yoki yarim avtomatik payvandlash dastgohidan foydalanishingiz mumkin. Bunday qurilmalar bilan payvandlashda yo'qotish 3%, qo'lda ish bilan - 5%. Shu sababli, avtomatik va yarim avtomatik manbaani qo'llash juda foydali, chunki u zarur materiallarning miqdorini kamaytiradi.
Payvand chog'ida yo'qotishlarni hisoblash
Hisob-kitoblarni amalga oshirishda iloji boricha aniq va ehtiyotkor bo'lish muhim, ammo bu holatda ham xato haqida eslash muhim, chunki elektrod sonini hisoblashda summa mutlaq to'g'ri bo'lmaydi. Shuning uchun uni sotib olayotganda uzluksiz va to'liq ishni ta'minlash uchun kichik cheklovlar bilan materiallarni olish kerak.
Bunga qo'shimcha ravishda, operatsiya vaqtida nobud bo'lgan mahsulotlar va kutilmagan xarajatlar sababli payvandlash materiallari iste'mol qilinishidan hech kim himoya qilinmaydi, shuning uchun sotib olish vaqtida sotib olingan elektrodlar aktsiyalari o'rtacha 5-7 foizni tashkil qilishi kerak.
Shuningdek, hisoblashda texnologik jarayonning o'ziga xos xususiyatlarini hisobga olish kerak, bu esa ba'zi hollarda elektrodlarni qo'shimcha iste'mol qilishni ta'minlaydi. Ushbu maqolada keltirilgan formulalar ko'plab qurilish kompaniyalari tomonidan ma'lum mahsulot miqdori uchun payvandlash materiallarini sarflashni aniqroq aniqlash uchun muvaffaqiyatli foydalaniladi. Agar siz ish davomida qaysi moddiy iste'molni hisoblashingiz mumkin bo'lsa, bu payvandlash materiallari va uskunalarini xarid qilish narxini kamaytiradi, shuningdek, payvandlash vaqtini tejaydi.
Qo'shimcha materiallar

İnverterni payvandlash - Zamonaviy payvandlash mashinasi oddiy, ishlatish uchun qulay, har qanday payvandlash ishini oson va eng qisqa vaqt ichida engishingizga yordam beradi. Aqli narsalarni qabul qiling inverter manbai ham qiyin bo'lmaydi.

Elektrodlarni quritish qoidalari haqida gapirganda, ularni saqlash haqida unutmang. Elektrodlar tegishli sharoitlarda saqlansa, ular uzoq vaqt davom etadi. Quritish uyda amalga oshirilishi mumkin, ammo buning uchun siz to'g'ri pechni tanlashingiz va har bir paket uchun ko'rsatmalarda mavjud bo'lgan barcha shartlarni bajarishingiz kerak.
Payvandlash uchun zarur elektrodlar sonini aniq hisoblash payvandlashning tayyorgarlik bosqichining muhim tarkibiy qismlaridan biridir. Payvandlash jarayonining samaradorligi, uning samaradorligi va asosiy va yordamchi materiallarni sotib olishga ajratilgan mablag'larning to'g'ri taqsimlanishi ushbu hisob-kitoblarning qanchalik aniq amalga oshirilishiga bog'liq.
Payvandlash paytida elektrodlar sonini aniq hisoblash uchun bir necha parametrlarni ko'rib chiqish kerak:
- payvandlash metallining og'irligi;
- payvandlash uchun mavjud elektrod sarf-xarajatlari;
- payvandning uzunligi.
Payvand chog'ida payvandlash elektrodlarining iste'mol qilish darajasi mahsulotning ishlab chiqarilishida ishlatiladigan maksimal miqdor bo'lib, barcha texnologik talablarga rioya qilish.
Elektrodlarning mavjud iste'mol stavkalarining turlari.
Hozirgi vaqtda ishlarning qaysi bosqichida muhokama qilinayotganligiga qarab, elektrodlarning bir necha iste'mol stavkalari qo'llaniladi. Ushbu holatda barcha normalarni to'rt asosiy guruhga bo'lish mumkin:
- Operatsion me'yorlar - muayyan texnologik operatsiyani o'tkazishda elektrotlar iste'mol qilish stavkalari, ya'ni to'g'ridan-to'g'ri payvandlash jarayonida.
- Batafsil me'yorlar - bir manba qismini ishlab chiqarish uchun qancha elektrod sarflash kerakligini belgilovchi me'yorlardir.
- Nodal me'yorlar - birgina payvandlash moslamasini ishlab chiqarish uchun elektrotlar iste'mol qilish darajasi.
- Birlamchi manbalar mahsulotini ishlab chiqarish uchun elektrodlarning iste'mol stavkalari standart stavkalari.
Bu normalarning barchasi o'zaro bog'liqdir. Shunday qilib, individual me'yorlarni belgilash uchun tugunga xos normalarni bilishingiz va tugunga xos normalarni aniq hisoblash uchun siz batafsil normalarni bilishingiz kerak.
Elektrodlar iste'molini hisoblash.
Elektrodlarni payvandlash bilan bog'liq aniq vazifani bajarish uchun hisoblashni mutanosib mutaxassis amalga oshiradi, keyinchalik payvandlash ishlarini bajaradi. Bu mutanosib hisob-kitoblarning aniqligini ta'minlaydi, chunki mutaxassis barcha payvandlash jarayonining nuktalarini biladi, elektrotlar tovarlari va xususiyatlariga yaxshi ma'lum va shuning uchun an'anaviy texnikalar va formulalarni ishlatish bilan emas, balki payvandlashning barcha xususiyatlarini ko'paytirishi mumkin, yoki aksincha, elektrodlarning odatiy iste'molidan kamroq.
- Hisoblashning nazariy usuli.
Payvandlash paytida elektrotlar iste'molini eng aniq hisoblashda yordam beradigan bir necha usullar mavjud. Ko'pgina mamlakatlarda eng keng tarqalgan usullardan biri - manba metallining massasiga asoslangan usul bo'lib, bu holda elektrodlarni iste'mol qilish kilogrammda hisobga olinadi.
H = M * K (diss.)qaerda
M - payvandlash metallining massasi (kg)
K (diss.) - elektrod iste'mol koeffitsienti.
Ushbu formula bilan ishlash metallning massasini hisoblashning ayrim xususiyatlarini va koeffitsientni aniqlashni talab qiladi.
Resurs metall massasini aniqlash uchun uning kesma maydonini oling va maxsus stollarda topilgan metallning zichligi va payvand uzunligi bilan ko'paytiriladi.
Elektrodlarni iste'mol qilish koeffitsientini aniqlash uchun elektrodning markasini aniq bilish kerak, chunki u payvandlash jarayonida karbon monoksit miqdori va metallning parchalanishi, shuningdek, kalsin elektrodining uzunligi unga bog'liq. Bunday holda, kalsinaning uzunligi 450 mm bo'lgan umumiy elektrod uzunligi 50 mm. Odatda, 1,6 koeffitsienti olinadi, ammo zanglamaydigan po'latdan payvandlashda, shuningdek, refrakter metallardan koeffitsient 1,8 ga teng bo'lishi mumkin.
- Amaliy hisoblash usuli.
Yuqorida keltirilgan elektrodlar sonini hisoblashning nazariy usullaridan tashqari, amaliy usul ham qo'llanilishi mumkin.
Buning uchun ma'lum miqdordagi metallni, aniq ma'lum bo'lgan massani va asosiy payvandlash ishlarini bajarishda undan foydalanadigan bir xil elektrodni ishlatib, payvandlash ishlarini bajarish kerak. Shu bilan birga, bunday payvand chokiva ishlatilgan rejim manba oqimiva payvandning makonli joylashuvi asosiy payvandlash jarayonida qo'llanilishi kerak bo'lgan shartlarga to'liq mos bo'lishi kerak. Natijada, olingan manba uzunligini aniqlab, payvandlash ishlarini bajarishda qancha elektrod talab etilishini hisoblash mumkin bo'ladi.
Payvandlash elektrodlarida iste'mol qilinadigan sonlarni kamaytirish mumkinmi?
Bu masala, albatta, har bir ishlab chiqaruvchini xavotirga soladi va payvandlashning miqdori qancha ko'p bo'lsa, elektrodlarni tejash muammosi shunchalik kuchayadi. Umumiy holda, elektrod iste'molini kamaytirish mumkin. Buning uchun bir nechta shartlarga rioya qilishingiz kerak:
- payvandlash jarayonida oqim va kuchlanish ishlatiladigan elektrod turiga to'liq mos kelish kerak
- avtomatik yoki yarim avtomatik payvandlashni qo'llash elektrod iste'molini kamaytirishga yordam beradi.
- bundan tashqari, elektrod iste'moli pasayishi, payvandlash vaqtida elektrod o'rnini o'zgartirishi ham mumkin.
Optimal usul va payvandlash usulini tanlash natijasida elektrotlar iste'moli taxminan 3% ga kamayadi va bu payvandlash uchun sarflanadigan xarajatlarning xarajatlaridan sezilarli darajada tejaladi va bir vaqtning o'zida dastgohni eng qulay ish sharoitlari bilan ta'minlaydi.




