Payvandlangan birikmalar ijrosining texnologik xaritasi mavjud. Orqa va bo'g'inlar bilan bog'liq muammolar - nogironlik uchun to'g'ridan-to'g'ri yo'l! O'zingizni qanday qutqarish va og'riq haqida unutish kerak, tibbiyot fanlari doktori, professor Bubnovskiy Sergey Mixailovich
Marshrut Tayyorlangan materiallar uchun veldalash - texnologik va payvandlash jarayonini aniqlash. U muhim deb ta'riflaydi texnik xususiyatlari payvandlash tikuvini yaratishda talab qilinadigan ishning ketma-ketligi. Payvandlash tikuvi eng ko'p zaif joy Dizaynda texnologik karta mavjud gtalesga muvofiq ishlab chiqilgan va maxsus tekshiruv xizmatlari tomonidan boshqariladi.
Xaritani yaratish materiallarni o'rganish va payvandlash usulini tanlashdan boshlanadi. Natijada ishlab chiqarilgan dizayn ishlayotgan sharoitlarni tahlil qilish. Ma'lumot va hisob-kitoblar, payvandlash rejimlari, paslar soni, payvandlash tikuvining geometriyasi va qolgan parametrlar aniqlanadi.
Payvandlash texnologik jarayonlari xaritasi bunday ma'lumotlarni o'z ichiga oladi:
- payvandlangan qismlarning ma'lumotlari va xususiyatlari;
- payvandlashdan oldin ulanishni tayyorlash to'g'risida ma'lumot (qirralar, burchak va qirralarning o'lchami);
- miqdori, lentalarning joylashuvi va hajmi to'g'risidagi ma'lumotlar;
- payvandlash paytida partiya qanday belgilangan va qanday qilib deformatsiya yoki element siljishdan qochish to'g'risida ma'lumot;
- payvandlash yoki isitish ma'lumotlariga (agar kerak bo'lsa, kerak bo'lsa) atrof-muhit harorati (agar kerak bo'lsa);
- foydalanilishi mumkin bo'lgan uskunalar ma'lumotlari va sarflangan materiallar (elektrodlar, payvandlash simlari, himoya gaz);
- payvandlash rejimlari to'g'risida ma'lumot (hozirgi quduq va kuchlanish namoyish qilinishi kerak, payvandlash tezligi avtomatnata, gazni hisoblash va payvandlash simlari ozuqa kursi uchun ko'rsatilgan);
- olingan payvandlash tikilishini tekshirish va boshqarish usullari to'g'risida ma'lumot.
Xaritani chizishda asosiy qism - payvandlangan materiallarni, ularning xususiyatlari va xususiyatlarini o'rganish. Agar noma'lum kelib chiqishi va mulklarining materiallari noma'lum bo'lsa, unda namunalar qabul qilinadi va kompozitsiyani tahlil qilish va aniqlash uchun laboratoriyaga beriladi. Olingan ma'lumotlar asosida, sarf materiallari tanlanadi va payvandlashning shartlari va usuli aniqlanadi, bu qismlar uchun eng mos keladi. Hayotda strukturaviy po'lat U standartlar va shablonlarga muvofiq ishlab chiqariladi, shuning uchun eng keng tarqalgan metallar va materiallar uchun texnologik xaritalar yaratilgan.
Texnologik karta ketma-ket asarlar, rasmlar va ular uchun tushuntirishlar ro'yxatidan iborat. O'sish, baxtsiz hodisalar va yo'qotishlardan qochish uchun jarayonning rivojlanishidan foydalanish kerak, chunki bu butun ish kompleksi. Bosqichma-bosqich xatolik yuzaga kelishi mumkin payvandlamoq Agar boshqa barcha operatsiyalar amalga oshirilsa ham qulab tushdi.
Texnologik karta metall konstruktsiyalarni payvandlash
Unda ushbu texnologiyaning doirasi tavsifi mavjud. Bu erda ushbu texnologiyani qanday masofadan turib va \u200b\u200bqanday burchak struktsiyaning ishonchliligi va chidamliligini ta'minlash uchun ulangan qismlarga bog'langan ushbu texnologiya turlari ko'rsatilgan. Bu qanday sharoitda va qaysi haroratni payvandlashda (ochiq havoda) amalga oshirilishi kerakligini ko'rsatadi.
Keyingi mahsulot texnik jarayonda eng keng va eng muhimdir. Unda payvandlash texnologiyasining o'zi va uning bunday sub'uslardan iborat texnik parametrlar mavjud:
- tayyorgarlik ishlari va ularni o'tkazish uchun qoidalar;
- ma'lumotni kiriting payvandlash ishlari;
- har bir ishning har bir bosqichining ketma-ketligi (lentalarni o'rnatish, tikuvlarni qo'llash tartibi);
- kasblar qayerda joylashtirilganligini ko'rsatadigan sxemalar va rasmlar ularga tushuntirilgan.
- xavfsizlik qoidalari amalga oshiriladigan shartlar;
- har bir operatsiya va umuman barcha ish uchun ijrochilar soni va hisob-kitob muddati;
- kerakli iste'mol materiallarini hisoblash.
So'nggi nuqtalar sizga texnik xarajatlarni, ish vaqtini va ularning foydalarini hisoblash imkonini beradi. Shunday qilib, payvandlash ishlari boshlanishidan ancha oldin ularni o'zgartirish va ularni tuzatishdan oldin o'zgartirish mumkin. Texnik jarayon jarayoni resurslar va mablag'larni hisoblash, shuningdek, odamlar soni va payvandlash jarayoni uchun zarur bo'lgan vaqtni hisoblash bilan tugaydi.
Take payvandlashning texnologik xaritasi
Bu asosiy narsalardan iborat bo'lgan hujjatni anglatadi:
- texnik jarayonning ko'lami;
- umumiy qoidalar va tavsiyalar;
- ish texnologiyalari va tashkil etilishi;
- sifat talablari;
- va mehnatni muhofaza qilish;
- ishlatilgan me'yoriy-texnik hujjatlar va adabiyotlar ro'yxati;
- payvandlash uchun texnologik kartalar.
Dastlab, ushbu kartalar qo'llaniladigan ob'ektlarga ko'rsatilgan. Keyin B. umumiy qoidalar Tasvirlaydi:
- ish texnikasi;
- ishlarni qabul qilish sifati va qoidalari jihatidan shartlar;
- xavfsizlik va mehnatni muhofaza qilish tadbirlari.
- haqiqiy texnologik xaritada bajarilgan ish turlari (quvurlar, montaj, EDGE TAYYoLASh).
Muhim qism barcha operatsiyalar va ularning xatti-harakatlarining ketma-ketligi bo'yicha ko'rsatmalar. Dastlabki ko'rinishdagi oldindan ko'rish kerakligi haqida aytib o'tilgan. Quvur, o'chirish va tarqatish armtektlari shikastlanish uchun tekshiriladi, bo'shliqlar tozalanadi va yig'ilishga tayyorlanadi. Muhim nuqta, agar mavjud bo'lsa (zarar) ruxsat etilgan me'yorlardan oshib ketsa, nima qilish kerakligini ko'rsatishdir. Er usti nuqsonlari silliqlash bilan bartaraf etiladi, qolgan devor qalinligi ruxsat etilgan minimal minimal minimal darajadan kam bo'lmasligi kerak. Quvurlarning uchlari va qo'rquvlar bilan kesilgan. Payvandlangan quvur qo'shilganida, zavod chiralmasinal yoki spiral tikuvlar bir-birlariga nisbatan 75 mm.
Xavfsizlikni payvandlashdan oldin bajarilishi kerak bo'lgan ko'rsatmalar mavjud. Talablar, shuningdek, platformani qanday qilib payvandlash orqali metall konstruktsiyalar amalga oshiriladigan platformani qanday jihozlash kerakligini ko'rsatadi va qaysi yong'in inventarizatsiyasi ishlatiladi. Payvandlash yo'lakning diametri asosida ushbu texnologik xaritaning bir qismi bo'lgan operatsion va texnologik kartalarga muvofiq o'tkazilishi kerak.
Ish sifatiga qo'yiladigan talablar Payvandni tekshirish va ruxsat etilgan og'ishlarni tekshirish usullarini o'z ichiga oladi. Kamchiliklarni tuzatish tartibi va tartibi va tartibi ko'rsatilgan.
Operatsion va texnologik xaritalar barcha tarkibida bo'ladi texnik xususiyatlari Payvandlash uchun talab qilinadi:
- ob'ektni payvandlash;
- quvur xususiyatlari;
- payvandlash materiallari;
- shaklni kesish qirralari va payvandlash;
- xizmat qilish (agar kerak bo'lsa);
- payvandlash rejimlari;
- qo'shimcha talablar va tavsiyalar;
- majlis va yig'ish operatsiyalari ro'yxati va ketma-ketligi.
Texnologik kartalar Payvandlash quvurlar va boshqa metall konstruktsiyalar to'liq bir xil tashqi ko'rinishAmmo tarkibda farq qiling va to'ldiring.
Payvandlash - Metall tayyorlash, payvandlash bo'g'ini va keyingi nazorat bilan bog'liq bo'lgan muayyan harakatlar tartibida amalga oshirilishi kerak. Agar to'lanmagan bo'lsa, payvandlangan tikuv, har qanday payvandlangan dizaynda zaif joy. Buning sababi payvandlash texnologiyasini ishlab chiqishda yoki umuman yo'qligi, nazoratsiz, muvaffaqiyatsiz tanlovda bo'lishi mumkin payvandlash uskunalari va materiallar. Natijada, tashkilot uni bartaraf etish uchun katta miqdordagi nikoh va yo'qotishlar keltirilgan. Siz payvandlash ishi uchun to'g'ri ishlab chiqilgan ko'rsatmalar va uning ijrosini boshqarishni zarar etkazishingizga to'sqinlik qilishingiz mumkin.
Xo'sh, payvandlash uchun texnologik xarita nima? Payvandlash texnologik jarayoni yoki uni payvandlash texnologik xaritasi deb ataladigan narsa ma'lum bir birikmaning rivojlanishiga olib keladi, unda payvandlangan qo'shma qo'shma qo'shma qo'shma materiallar belgilangan, aslida belgilangan texnologik parametrlar Bu payvandlash moslamalari uchun ko'rsatma. Payvandlashning texnologik xaritasi 30 yillardan oshgan 1984 yil 1 yanvarda faol ravishda tasdiqlangan va joriy qilingan. Metall payvandlash texnologiyasini ishlab chiqishda har bir payvandlangan aralashma payvandlash texnologik kartasiga muvofiq ishlab chiqarilishi kerak.
Payvandlash texnologiyasi kartasi quyidagi ma'lumotlarni o'z ichiga olishi kerak:
1. Asosiy metall haqida ma'lumot.
2. Payvandlash ulanishining sifati va tayyorlash to'g'risidagi ma'lumotlar: Ma'lumotlar (bo'shliqning o'lchami, xiralikning o'lchami, moylanishning kattaligi va boshqalar), oldindan tozalash va hokazo. , tikuvning o'lchamlari.
3. Payvandlangan mahsulotni mahkamlash va mumkin bo'lgan isitish to'g'risidagi ma'lumotlar. Shuningdek, payvand chog'ida passiyalar ketma-ketligi.
4. Ishlatilgan payvandlash uskunalari va payvandlash materiallari haqida ma'lumot. Payvandlash materiallari va uskunalarini tanlash adabiyotlardan olingan turli xil ma'lumotlarga, shu jumladan professional payvandlash (jurnallar, buyumlar), ularning tajribasi, shuningdek tashkilotlarning chaqiruvlarida.
5. Payvandlash usuliga qarab payvandlash rejimi haqida ma'lumot quyidagilarni o'z ichiga olishi mumkin: payvandlash oqimi, Arc kuchlanish, payvandlash tezligi, payvandlash paytida qutb himoyadagi G'azoTavsiya etilgan payvandlash rejimlarining buzilishi payvandlashning metall va yaqin atrofdagi zonalarni qabul qilishga olib kelishi mumkin.
6. Payvand choklari va sifatini nazorat qilish usullari va hajmining shakli haqida ma'lumot.
Payvandlash jarayonini ishlab chiqish payvandlangan materiallar va payvandlash usulini tanlashdan boshlanadi. Shundan so'ng, payvandlash dizayni boshlanadigan sharoitlarni tahlil qilish va nima bilan belgilanadi normativ hujjatlar Ushbu dizaynni ishlab chiqarish va ishlatish normallashtiriladi. Bundan tashqari, me'yoriy adabiyotlar va hisoblangan ma'lumotlarga ko'ra, payvandlash rejimi aniqlangan, hisoblangan kerakli miqdor O'tish joylari, payvandlangan geometriya va boshqa parametrlar.
Har bir texnologik payvandlash kartasi texnik hujjatlar va loyiha xususiyatlarini ko'rsatish uchun qo'shimcha foydalaniladigan identifikatsiya raqamini oladi. Ishlab chiquvchining o'zi payvandlashning texnologik jarayonining xaritasi olib kelinadi, u o'z imzoini shaklning pastki qismiga qo'yadi.
Ishlab chiqarishda ob'ektni qurishda to'plam bo'lishi kerak 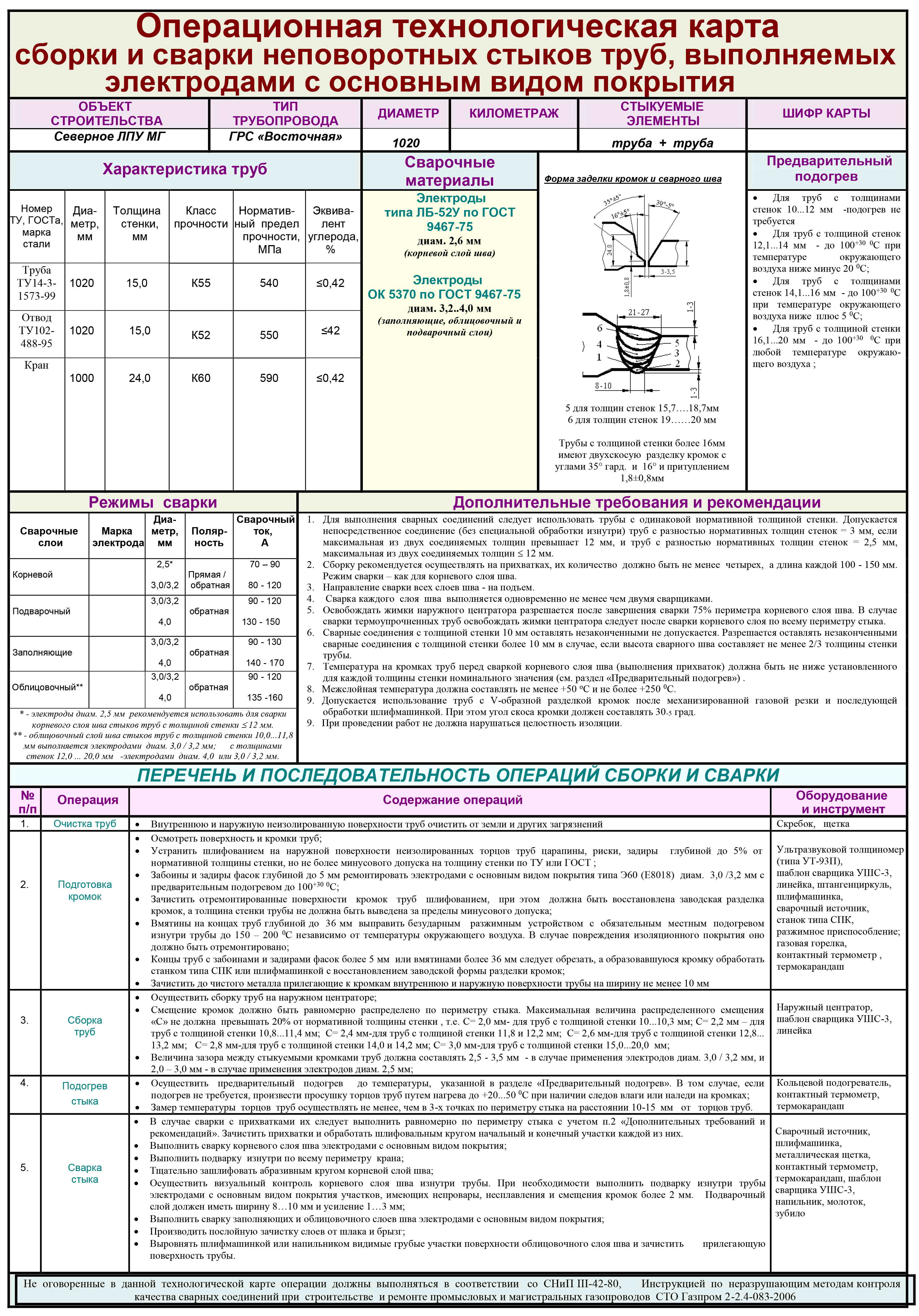 Barcha ishlatilgan turdagi texnologik kartalar payvandlangan ulanishlar. Payvandlashning texnologik jarayonining to'liq to'plami asosiy payvandlovchining bo'limida saqlanadi. Smentifikatsiyani almashtirishda, ish paytida bajariladigan velliped ulanishlari uchun texnologik xaritalar ishlov berishda payvandchi. Tayyorlangan qirralarni tekshirish va nazorat qilish, texnik nazorat xizmati tomonidan sifat nazorati va payvandlangan ulanishlarni sinovdan o'tkazish bo'limida amalga oshiriladi. Shunday qilib, xizmatlar o'rtasida hech qanday chalkashlik bo'lmaydi, chunki hamma narsa payvandlangan bo'g'inning texnologik xaritasida ko'rsatilgan.
Barcha ishlatilgan turdagi texnologik kartalar payvandlangan ulanishlar. Payvandlashning texnologik jarayonining to'liq to'plami asosiy payvandlovchining bo'limida saqlanadi. Smentifikatsiyani almashtirishda, ish paytida bajariladigan velliped ulanishlari uchun texnologik xaritalar ishlov berishda payvandchi. Tayyorlangan qirralarni tekshirish va nazorat qilish, texnik nazorat xizmati tomonidan sifat nazorati va payvandlangan ulanishlarni sinovdan o'tkazish bo'limida amalga oshiriladi. Shunday qilib, xizmatlar o'rtasida hech qanday chalkashlik bo'lmaydi, chunki hamma narsa payvandlangan bo'g'inning texnologik xaritasida ko'rsatilgan.
Tashkilot bilan har bir korxonada payvandlash ishlab chiqarish Majburiy payvandlash jarayoni kartalari tayyorlanadi, aks holda bajarilgan ishlarning sifatiga bardoshli bo'lgan parametrlarni bartaraf etish qiyin. Ba'zi korxonalar payvandlash ishlab chiqarish qimmat muhofaza tarkibi tarkibini olishlari mumkin emas. Muhandislik va texnik xodimlarning xarajatlarini minimallashtiradi va kelishuv va texnik xususiyatlar asosida, qisqa vaqt ichida texnik peringlash kartalarini ishlab chiqish, shuningdek jihozlar va materiallar ishlab chiqarish, shuningdek jihozlar va materiallarni tanlashda.
Payvandlash ishlab chiqarishda amalga oshirilgan ishlarning sifatli natijasini olish uchun payvandchi qurilishni qurishda payvandlashning barcha qadamlari to'g'ri tasvirlangan hujjatga muvofiq bo'lishi kerak. Texnologik xaritada keltirilgan tavsiyalarga rioya qilmaslik, qaytarib olish paytida payvandlangan ulanishning yo'q qilinishiga olib kelishi mumkin, ularda qaytarib bo'lmaydigan oqibatlarga olib kelishi mumkin.
Mi N SSR Ittifoqi kasaba uyushmasi bilan aloqani yo'q qilish
Mutaxassisliklar va ANNE AN \u200b\u200bANEO TURKIYA TEXNOLOGIYASI
B Yuro qurilishi Oh Hni Ki Sv IZ
Ma'qullamoq
Sman. Boshlang'ich ICA GCS
A. I. Polun IKOV
"27" Mar t 1 989
Marshrut
PBX usuli metall konstruktsiyalarini o'rnatishda
Arc payvandlash
Moskva - 1989 yil.
1 dan foydalanishning 1 maydoni
1.1. Texnologik karta PBXning metall metal qulflari tomonidan payvandlash uskunalari va armatura tomonidan qo'llaniladigan arc payvandlash usuli bilan ishlab chiqilgan. Texnologik kartani men texnik xizmat ko'rsatish uchun qo'llanma sifatida ishlatilishi mumkin, men har qanday shaxsiy kirish va shaxsiy kirishlar va elektron shaxsiy kirish va elektr tarqalishida shaxsiy kirish va elektr tarqalishida. 12. Ishning tarkibi, Texnologik xaritada payvandlash usuli, shuningdek, devorlarni payvandlash, bo'g'im va devorlarni devor qavslariga yoki koagmlarga payvandlashda to'g'ri keladigan. - 90 ° burchakda ochiq turdagi oynalarni payvandlash, devordan, boshliqlarni devorlardagi Qo'rishqoqni vertikal ravishda payvandlab, nastka m gomobidir. - yostiqlar ochiq turini ramka qatorida joylashgan bo'lsa va poldan bir qismini bosib o'tganda; - Kirish va payvandlash uchun eynov eyov; - Shah t va Cooz-da milni payvandlash orqali metall konstruktsiyalarni o'rnatish; - asosiy yivlarni yivinlar va qirqilgan g'ildiraklar safiga payvandlash usuli bilan 2,5 m gacha; - Shamolga aylanadigan kimsani tezlashtirish, shunda bosh direktorning abonentlari xochda joylashgan freymlar va samarali damlamalar va samarali damlamalar uchun to'siqlarni mahkamlash. 1. 3. Tasvirlarning tarkibiy qismlari va metall konstruktsiyalarning bo'g'inlari bo'yicha ish olib borilishi mumkin V V oz al a, w Ahty, Tasvirer va bezgakka oid batareyalarda berilishi mumkin. Ish tugaganida, ayniqsa qishda, u o'z ichiga va vaqt davomida charchagan bo'lishi kerak va payvandlash ishlari joyida va mo'ylovni mo'ylovdan foydalanish tavsiya etiladi. Turar joy va turar joyda, balandligi bilan ko'zli ish paytida, bo'yi tiniq tebranishi, batareyaning batareyasining oxiri bilan Batareya batareyasi qonuni bo'lishi kerak. Payvandlash ishlarini ishlab chiqarishni belgilangan uskunada ishlaganda, o'rnatilgan uskunalar bilan jihozlar metall tomchilar va shkaladan himoyalangan bo'lishi kerak. o'n to'rt. Texnologik kartani ma'lum bir ob'ekt va qurilish shartlariga bog'lashda ish bilan ishlash hajmi, mehnat ishlarini hisoblash, Mehon kassalarini Mohan kassalari va qurilmalardan maksimal darajada foydalanishni hisobga olgan holda hisoblab chiqilgan .2. Ishni bajarish uchun tashkilot va texnologiya
2.1. Tayyorlov ishlari
2. 1.1. GOST 1 2.3.003.75, Davlat t 1 2.2.007.75-ga muvofiq metall konstruktsiya qurishlaridan foydalanadigan texnik binolarni tayyorlang va ularni dasturchinlar inventarizatsiyasi bilan jihozlang. 2. 1.2. Ishlarni bajarish uchun zarur tuzilmalar va ma'lumotlar bazasini etkazib berish va ularni Mon Taper ishini amalga oshirishning texnologik ketma-ketligiga muvofiq joylashtiring. 2. 1.3. Ishning shartlarini tekshiring va kerak bo'lsa, ish zonasini "Acclip uskunasi uskunalari uchun" (SNAP uskunalari) bilan jihozlang (Snip III-4-80, snip II -01-0 2-8 5) . 2. 1.4. Protein asarlari silliqlashiga ishonch hosil qiling. 2. 1.5. Documentation, Asboblar va P RISO SOBA menga payvandlashda kerak bo'lganda kerak. 2. 1. Payvandlash uskunalari boshqariladigan ishonch hosil qiling.2.2. Payvandlash ulanishlari haqida umumiy ma'lumot
2.2. biri. Payvandlangan bo'g'im bu qismlarni ulash (GOST 5264-80ga qarang. Yoqtiruvchi birikmalar bilan ») payvand chokli qurilishning chiqarilishi. 2.2.2. Metall konstruktsiyalarni o'rnatayotganda quyidagi turdagi birikmalar mavjud: butt, Falc yoo Chna e, Brazers, burchakli. 2.2. 3. Tekshirish tugmachalari - bu eng ko'p shaftoli payvandlangan bo'g'inlar bo'lib, unda u bilan bog'liq bo'lgan qismlarning uchlari yoki qirralari men bilan bog'liq deb taxmin qilinadi, shunda ular orasida 1 - 2 mm masofani bosib o'tishdi. 6 mm gacha bo'lgan qalinlikdagi tafsilotlar bir tomonlama tikuv bilan maydalangan va 6 mm dan yuqori - kapuli tikuv bilan. 2.2. 4. OSL estrosno aralashmalari n va boshqasini ulanishning bitta elementining yo'li bilan amalga oshiriladi. To'plamdagi ulug'vorlik Dissiyaning X-qirralarining qalinligining qalinligidan ikki baravar ko'p bo'lishi kerak. Baxtsiz hodisalar bilan payvandlashda har ikki tomonda. 2.2 .5. Taurus birikmalari - bir burchakli dizaynning yana bir elementi sirtining yuzasiga yopishadigan birikmalar. Qattiq tikuv olish uchun, pishirish elementlari bilan bo'shliq 2 ° 3 mm bo'lishi kerak. 2.2.6. Tizimli yoki o'zboshimchalik burchagi ostidagi payvandlangan elementlar joylashgan burchak ulanishi amalga oshiriladi va payvandlash bir yoki ikkalasi bilan bir yoki ikkalasi bilan payvandlash chiqishi amalga oshiriladi. 2.2.7. Oldindan qilingan barcha payvandlangan birikmalar tiklangan meliulyar metal bo'lgan tikuv bilan ijro etiladi, bu payvandlash dizaynining sirli elementlari. Payvandlash Men quyidagi belgilarga muvofiq bo'lingan: (1-rasmga qarang), tashqi shaklda (3-rasmga qarang).Anjir. 1. Joriy sa'y-harakatlarga nisbatan o'zgaruvchan tikuvlar bilan.
a) Flanking, b) frontal, c) qiyshiq
![]()
P u. 2. Kosmosda qaynatilgan tikuvlar bilan joylashish:
a) pastki, b) gorizontal, c) vertikal, d) shift
Anjir. 3. payvandlangan tikuvlarning tashqi shakllari:
a) konveks, b) normal, c) konkav
2.2.8. Ovqat pishirish bilan elektrod bilan elektrodning diametri, pishirish qirralarining qalinligidan, Varnadan tikilgan airning ko'rinishi bo'yicha ko'rinishga o'rnatiladi. DUT ulanishlari uchun DACning diametri diametrini tanlash bo'yicha amaliy tavsiyasi - bu CROD MOK qalinligiga bog'liq: 2.2.9. Asosiy printsipning burchak va brend birikmalarini bajarayotganda, tik turlar soni hisobga olinadi: payvandlash 3 ° 5 mm dona, payvandlash diametri 3 ÷ 4 mm bo'lgan elektron teri bilan ishlab chiqariladi, Va nutq kodi bilan 6 ÷ 8 mm, 3 ° 5 mm uchun diososi ishlatiladi. 2.2 .1. Tanlangan diametri xabariga ko'ra, mo'ylov elektrodlar bilan qoplangan zavod yorlig'ida ko'rsatilgan pishirish oqidan o'rnatilishi kerak. 2.2. o'n bir. ED-LEX 4 ÷ 6 mm uchun pishirish oqimining miqdori Formula bilan belgilanishi mumkin:
Y \u003d (40 ° 60) · e,
Bu pishirish oqimidan qiymat va; D e - di AMAP elektrod, mm. 2.2. 1 2. Elektrodika oqimining diametri 4 mm bo'lgan va 6 mm dan oshiq bo'lishi mumkin:
Y \u003d (20 + 6d e) d d d d).
PR va bu metallning qalinligini va payvandning pozitsiyasini hisobga olgan holda o'zgartirish kiritilishi kerak. 1, 3 d u 1,6 d eedan qirralarning qirralari va qalinligi 1 0 ° 1 5% ga, qirralarning qalinligi Ayut 1 0 ° O'n besh%. Payvandlash vertikal I I. shift tikuvlari 1 0 ° 1 ga kamroq aholi punkti uchun joriy qiling. 2.2. 1 3. Metall elektrodes arc payvandlash Undan GOST 9466-75 ga muvofiq amalga oshiriladi. "Qo'lda yasni payvandlash va sirtlash uchun metalli elektrodlar. Tasniflash, o'lcham va umumiy texnik talablar i ". O'lchamlari Gost o'rnatilgan:
1-jadval
|
Elektrod diametri, mm |
Elektrod uzunligi, mm |
||
|
uglerod va alogida sim |
yuqori shiddatli simdan |
||
2.3. Ketma-ketlik va ish usullari
2.3. biri. Men SV aram postini yig'ish (4-p. 4 ga qarang) Nima uchun:
Anjir. 4. Xama bilan pishirish bilan pishirish bo'yicha postani pishirish bilan aralashtiring
A) E-Payvandlash transformatorini maxsus jihozlangan omilda, "bu HN IKI xavfsiz xavotiri va yong'in xavfsizligi", joyiga muvofiq o'rnatadi. Stolda payvandlash transformatori brendini tanlang. 2.
2-jadval
|
Brend transformatori |
Payvandlash oqimi va |
Voltaj, B. |
Raqamli quvvat, kv; |
Umumiy o'lchamlar, mm |
Massa, kg. |
nominal ishlash |
||
|
nominal |
nizom chegaralari |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6u 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4u 2 |
570 × 720 × 835 |
|||||||
| T dm- 31 7u 2 |
585 × 555 × 81 8 |
|||||||
| T dm-4 01u 2 |
585 × 760 × 848 |
|||||||
| T dm- 50 35 2 |
555 × 585 × 888 |
|||||||
| T dm- 50 2u2 |
720 × 845 × 780 |
|||||||
Ri s. Beshta. Payvandlash mahsulotiga xometik simlarning yoritilishi uchun qisqichlar:
a) tashqi, b) vint
E) payvand chok transformatorining ikkinchi terminalini elektr va rgdo (GOST 6731 -77E) simlari bilan bog'lang;
Anjir. 6. Beli-da elektron pochta xabarlari turlari
E) Tavsiya etilgan standartlar bo'yicha 3 0 m dan oshmaydigan ishlov berish uchun simlarning metrini o'lchash bilan siz biriraxesiz:
|
Payvandlash oqimining eng katta qiymati va |
||||
| Viloyat, mm 2: | ||||
| Yolg'iz | ||||
| Ikki marotaba wow |
U l \u003d 1, 73JR / s,
Qaerda u bo'shliqni bo'shatadi; J - payvandlash oqimi va; r simlarning turg'unligi, ohm · m; L simlarning uzunligi, m; S - simlarning kesishgan maydoni, mm 2. Agar u l qiymatidan 5% ga teng bo'lsa, 5% dan ko'proq vaqtni ko'paytirish kerak; z) Faylni payvandlash asarlarini qalqonlar, MAS Kami yoki dubulg'alari bilan payvandlash ishlarini (GOST 1 361-69) bilan himoya qilish uchun yozuvlar (7 36-69).
Ri s. 7. Cre DS TV televizor himoyasi Pishirishning yoyidan va metall chayqalishidan ta'sir qilishdan
2.3.2. VN dizayni va rag'batlantiruvchi uylarning dizayni, avtomobilsozlik, xoch, minalar va elektron inshootlarning elchisining dizayni va rag'batlantirish bilan shug'ullanish uchun ovqatlanishni davom ettiradi. 2.3.3. Devorlarga bog'langan ochiq tipdagi teshiklarning qavslarini aralashtiring, bo'shliqlar orasidagi bo'shliqlar, pire 1 soat 2 mm, Ronimm Shveytsariya ( 8-betga qarang) va 400 ° 6 00 mm yoki katakcha bilan bir tomondan, ikki tomondan yoki bir tomondan, bir qo'lida - a bilan Groover bo'lmaganlar kengligi 1 50 ÷ 300 mm.
P va s. 8. Groovlarni Tyk bilan payvandlash
Agenous ko'mir bilan shug'ullanish uchun, PRning asosiy ichaklari ikki tomondan, rasmda ko'rsatilganidek, ikki tomondan olib tashlanadi. to'qqizta.
Anjir. 9. Qo'riqchi yoki bel bilan ko'mir bilan ushlash kerak
2.3.4. Sehrgarni va xonani ko'chib o'tish xonasini joylashtirish uchun u xonani joylashtirish uchun u sehrgarlarga eritiladi va mahkamlangan (2.3.3-moddaga mahkamlanadi (2.3.3-modda) 2 mm. Va 90 ° (10 va 11-rasmda) doka bilan payvandlash magiz vositalarini payvandlash. Shu bilan birga, har ikki tomonli bo'lak va truba meni Toron bilan quyosh haqida taqiqlaydi.
Anjir. 11. 90 ° kesish paytida magistral g'ildirakni mahkamlash
2.3.5. Biz bir o'tish joyida avtomatlashtirilgan karnellar bilan mos keladigan (12-rasm) bilan bir o'tish joyida tog 'bilan magistralni ajratamiz (12-rasm.). Payvandlash yo'g'on ichak tutilgan tartibda tortishish bilan ushlangan toton bilan qilingan.
P u. 12. Devor bo'ylab magistrlik savdosi
2.3.6. Biz vertikal magistral ichaklarini X qavslariga payvandlaymiz, u xonaning devorlariga o'rnatiladi (13-rasmga qarang). Payvandlash har bir qavs bilan uchtasiga toriy bilan birga olib boriladi.
Anjir. 1 3. Tomoq qahramonida slut les
2.3 .7 .7. Asosiy jurnallarning ramkadagi asosiy jurnallarning poygalari (14-betga qarang), ya'ni ramka qatorining ramkalari tojiga, har ikki tomonining uchta tomonidan nasl etishtiriladi.
Ri s. 14. Mayzil qatoridagi groovlarning paydo bo'lish
2.3.8. Treymadagi yostiqlarni polning bir-biriga yopishib olish uchun (15-betga qarang). Ish ishlab chiqarishda magistral ichak armiyasi axlatning ikkala tomonida ikkala tomonning ikkala tomonida hosil bo'ladi.
Anjir. 15. To'pquni ustiga magistral ichakka o'tish
2.3.9. Minam konida metall konstruktsiyalarni o'rnating. Slit qavslarining asoslari poydevor ko'miriga payvandlanadi. Qavslarning yuqori qismida va temir chiziqlar bilan ey 0 × 4. Imondagi ynov kronexining biriktirmalarini ilova qilish anjirda ko'rsatilgan. o'n olti.
Anjir. 1 6. Men konlarda qavslarni o'rnatish misoli
O'zlari o'rtasida va xonaning devorlari orasida slit qavslarining qatorlarini mahkamlash, 40 × 50 × 4 ta magistral kvadratlar, ular ko'tarilish va devorga o'rnatilgan ko'mirning yuqori sinovlariga payvandlanadi. Xona va konlarda xususiy ko'ylaklar asosiy ko'mirgacha payvandlanadi, shuningdek, ikkala tomondan ekstrece karnellari va qolgan ko'mirning qistirmalari va qolgan qismiga - Qolgan qismga - bir tomondan - katakchada (qarang). Ri s. 17 va guruch. O'n sakkiz).
Anjir. 1 7. Gosspi Bovda pozitsiyani va payvandlash joyi (taxminiy)
Anjir. 1 8. Work-da groovlarni payvandlashning joylashuvi va joyi (P R Rez Merne)
2.3. 1 0. Asosiy korrelkalar konda qavslar mahkamlash bilan qo'shilib, bo'g'imlarni payvandlash bilan (Ri s.) Yoki nnales t (m.) 19b.
Anjir. 19. Spling Macal X maydoniga misollar
2.3 .11. Min devoridagi zanglash joylarida inshootlar mavjud. Suite va ichakni payvandlash joylarining namunasi. Specda berilgan. 20 va anjir. 21.
Anjir. Yigirma. IKKINChILARINING PROGRASIYASI VA O'TKAZIShI (taxminiy)
Ri s. 21. Minadagi ichakni payvandlash joylari va joylari (taxminiy)
2.3. 2. K RO SS-dagi tokchalarni o'rnatish, Shahda metall kuzatuv o'rnatilishiga o'xshash ishlab chiqariladi. Xochdagi statistikalar safi va xonaning devorga o'rnatilgan xonalariga 40 × 50 × 4 ta magistral kvadratlar, bu xoch va devor ko'miri doirasiga payvandlangan 40 × 50 × 4 ta magistral kvadratlar. Oddiy groovlarni payvandlash usulida ushlab turish meniki tog'iga o'xshashdir. Kamera kavanozlarida groovlarning o'rnini bosuvchi o'rnini bosish ri s-da ko'rsatilgan. 22.
P u. 22. Ross-ga chechkalarga oid anvok va gugurtni bajarish
2.3. 1 3. Oddiy OTga sehrli ko'zlarni mahkamlash, ikkala tomonning ikkala tomonida oddiy va magistral ichakning yonbog'iga payvandlangan avariya yordamida payvandlanadi (23-betga qarang).
Anjir. 23. E-magistral yo'lini oddiy narsaga qaytarish uchun
2.3. 1 4. Magistral yivlarni tayyorlash bilan 2,5 m gacha bo'lgan asosiy yivlarni mahkamlash va Talny Rod-lar bilan Talny Rods bilan yaxshilanadi (P. 24).
Anjir. 24. Farringni 2,5 m gacha mahkamlash
3. 3.1 5. Butun simlarning buxgalterisligining buqalarini o'stirish uchun yivlarning mahkamlanishi bir xil bo'lib, boshli yivlarning siljishi 2,5 m gacha, payvandlash, faqat temir rod tayoqchasidan foydalanishdan foydalaniladi. Lo Bov qabilalarini anjirda mahkamlash misoli. 25
Anjir. 25. Chrome simlari uchun xrom simini mahkamlash misoli
2.3. 1 6. Abonent xochidagi sinovlar Jeklar bilan ramkalarni mahkamlash pishirish orqali amalga oshiriladi. Shomni o'lchashda payvandlash usuli anjirda ko'rsatilgan. 26.
Ri s. 26. Abon NTS KO MR xtsida IP qiynoqlari bilan mahkamlangan ramkalar
2. 3.1 7. Metall konstruktsiyalar o'rnatilgandan so'ng, ularning qatl etilishi va kulrang emal rasmini tekshirish mumkinligini Okalindan tozalash mumkin. 2.3. 1 8. Payvandlangan bo'g'inlarning sifatini sinchkovlik bilan tekshirish jarayonida 10 baravar kattalashtirish, nuqsonlar aniqlanishi mumkin. Payvandlash jarayoniga kirgan kamchiliklar turlari anjirda ko'rsatilgan. 27..
Anjir. 27. payvandlash paytida kamchiliklarni ko'rish
2 .3.1 9. Varna bilan ajralib chiqqanlar Arco maydoniga keyingi ko'zlar bilan upect dan keyingi ko'zlar va lozem dengizi emli bilan qoplangan.
2.4. Payvandlash paytida xavfsizlik choralari
2.4. biri. ARCning energiya manbalari uy-joylari, ovqatlanish boshlanishidan oldin transport vositasini yerga er osti uskunalari va transport vositasini yerga tutashgan holda. 2.4.2. U mis m mis, bitta "Zlla Plax" yozuvi bilan IRC manbai va ikkinchi uchi - shinasi bilan erga yotgan holda. 2.4 .3. Payvandinishni transformatorni tarmoqqa ulash uchun, to'kiladigan, oldindan tayyorlovchilar va qisqichlar bilan devor qutilari ishlatiladi. Bu L ga Flas Le 10 m. 2.4.4. Agar siz quvvatli elektr simini ko'paytirishingiz kerak bo'lsa, ulanishning qattiq izolyatsion massasi bilan ishlatiladi. 2.4.5. Oziq-ovqat simlari 2,5 - 3,5 m balandlikda to'xtatiladi, va simlar panjasi toliqchisida joylashgan. 2.4.6. S) yaxshi izolyatsiya bilan ishlatilishi va payvandlash oqimiga mos keladigan kesma va kesishuv bo'limiga ega bo'lishi kerak. 2.4.7. Sveti filtrlari tana, niqoblar yoki qo'shiqning kuzatuv javobiga qo'shilgan, payvandlash oqimiga qarab GOST 9497-60 ga muvofiq tanlanadi. Veto turidagi uchta turdagi bugo turlari: e-2 (75 - 200 a), e-2 (oqimlar uchun), e-2 (oqimlar uchun), e-2 (oqimlar uchun), e-3 (oqimlar uchun), e-3 (oqimlar uchun), e-3, 3 - 4 (oqimlar uchun), 3 - 4 ( BL 400 a) oqimlari uchun). 2.4.8. Aftidan, pishirish ishlarini bajarish paytida yordam beradigan ishchilar ko'zlari, 1, 2 va s dan 3,9 gacha qo'llaniladi. Payvandlash ishlari Tarnaulin kodini yoki Shealdan Mittens-ning maydonida, shimlar hayotga bog'liq emas, chunki u poyabzal, cho'ntagining jismlari bo'lishi kerak Va SH ko'ylagi shimda to'ldirilishi kerak. 2.4 .1. Shiftni payvandlashda gorizontal va vertikal tikuvlar, bar-vertikal o'ralgan va qo'llar uchun mahkam qamalgan. 2.4. o'n bir. Payvand choklari zakerlar plagdan faqat sovishini kutib, oddiy ko'zoynak bilan ko'zoynakka ishonch hosil qilishmoqda. 2.4. 2. LZNAga shamollatish buyruqlari Qo'ldarodni 1 kg elektrod iste'mol qilish uchun 4000 dan 6000 m gacha qoplamasi bilan ta'minlaydi. 2.4. 1 3. Havoda bo'lgan moddalarning quyidagi konsentratsiyasi ish joyida (mg / m 3) va uning birikmalari va uning birikmalari - 0,3; xrom va uning birikmalari - 0,1; Qo'rg'oshin va uning birikmalari - 0.001; vodorod fuori - 0,5; Oksid va kislota - 5.0; Benzin, Ke Rozin - 300.0. Ammo, agar 1 0 mg / m dan ortiq changning kontsentratsiyasi yo'l qo'yilmaydi, ammo agar kvarts tarkibidagi chang tarkibi 1 0% dan oshsa, faqat 2 mg / m 3 ga ruxsat beriladi.2.5. Ijrochilarning sonlarining soniy-malakasi tarkibi
Yurshoq yuk mashinalarining metalokonlarida MODA bo'yicha ishlaydi, payvandlash usuli kiradi: Mont Tazhn IR ALLED 5 BUYURTA VA DAI MA Onewarna satrga 4 marta , ulardan biri usullar bo'yicha kurslarni tugatgan. Payvandlash ishlari.2.6. Mehnat xarajatlarini hisoblash
Payvandlash vaqtining normalari, shuningdek, tayyorgarlik vaqtidan tashqari, shuningdek, jo'shqin vaqtidan iborat, shuningdek, jadal va yordamchi davri - T. va z.Bu erda y \u003d 7,85 g / sm 3 - Tala, F \u003d 0, 5 5 S Pop temir yo'llari - pop temir yo'llari - tik uzunligi, d \u003d 1 0 g / 00 g / a Elektrodiya elektrodlari, j \u003d 1 80 elektrodlarning elektrodiga ega koops - bu payvandlashning kuchi, uyum. \u003d 0.25 - Mehnatni tashkil etishni tashkil etish, Mehnat organlari, 1 00 sm tikish uchun ishlov berishni hisobga olgan holda, TH Mehnat organlari, t o yoy yoqishning asosiy vaqti. Hisoblash tr u sizga jadvalda berilishi kerak. 3.
3-jadval.
|
Asoslash (yenir va boshqalar) |
Ishlarning nomi |
O'lchov birligi |
Ish hajmi |
O'lchash birligi uchun vaqt darajasi, shaxsan-soat |
Mehnat xarajatlari butunlay, shaxsan-soat |
O'lchov birligi uchun stavka, ishqalanish. |
Xarajatlarning butun hajmi uchun narxi, rubl. |
| O'rnatish Metra LL LE Windows tuzilmalari payvandlash usuli bilan |
2.7. Sifatli operatsion boshqarish sxemasi
Meni o'rnatishda ishlarni amalga oshirishda operatsion sifat nazorati sxemasi Payvandlash usuli bilan tiniq konstruktsiyalar jadvalida keltirilgan. to'rt.4-jadval.
|
Boshqariladigan operatsiyalar nomi |
Operatsiyalarni sifatini boshqarish |
qo'shilgan xizmatlar |
||||
|
ish ishlab chiqaruvchisi |
usta |
|||||
| Tayyorlov ishlari | Ishchini tashkil etishning to'g'riligi. Payvandlash uskunalarining vakolati va H ezexn o'qi. Kerakli tuzilmalar va qismlarning mavjudligi va to'g'riligi | Ingichka | D metall derazalarida pishirish bilan ishlash boshlanishi haqida | |||
| Sifatni esankiratalar bilan payvandlangan | Bema'ni yoriqlar, go'yponlar, sh tilani, Imperator, SuBlacas, Imkoniyat, kuyish, krater, teytlar kengligini, ichish X qirralarini o'z ichiga oladi | 10 - melli mel bo'lgan kattalashtirish stakan bilan ingl | Payvandlash jarayonida | |||
3. Texnik va iqtisodiy ko'rsatkichlar
Ishlarning mehnat intensivligi, shaxs-DN. - davomiyligi, kun. - Anne Installers, odamlar soni. - 3.4. Moddiy va texnik resurslar
Asboblar va qurilmalar uchun ehtiyoj jadvalga olib keladi. Beshta.5-jadval.
|
Ism |
Turi, Mark, GOST, TU |
Raqam, dona. |
Maqsad |
|
| Elektriy konvertor 300 yoki 500 a |
GOST 14651-78 E. |
Elektrodni payvandlash uchun ushlab turish | ||
| Payvandlash simlari va prgd l \u003d 3 m |
GOST 6371 - 77E |
El ejektor roororga o'tish uchun | ||
| O'rash | Simlarni ulash uchun | |||
| Yupqa terminal | Men payvandlangan qismga ulanganman | |||
| Rto rtc di \u003d 200 mm bo'lgan |
GOST 17199 -7 1 |
Payvandlash uskunalarini ta'mirlash bo'yicha turli ish soatlar uchun | ||
| Chickers hayvonlarga birlashtirilgan l \u003d 200 m m |
GOST 17440 -72. |
|||
| 1 raqamini ajratish 2 |
GOST 7275-75 |
Simni ulash uchun | ||
| Bolg'a a 2. |
GOST 2310 - 70 |
Tirik tikish uchun | ||
| ST e clo oxirgi (Sv etoto ilr) E - 2, e - 3, e - 4 |
GOST 9497 - 60 |
N rever ko'zlari uchun de payvandlash yalay | ||
| Shisha chiroq e o'lcham 52 × 1 × 3 | Yengil filtrni himoya qilish uchun | |||
| Cardol E NTE-ga metall cho'tkasi |
Tu-494-01 -104-76 |
Yuzalarda suzish uchun | ||
| Niqobni payvandchi ss. |
GOST 136 1-69 |
Pishirish yoyi bilan himoya qilish | ||
| Chisel |
GOST 72 11 -72 |
Tirik tikish uchun | ||
| Metr meni ittifoqchi |
GOST 7253 - 54 |
qismlarni o'lchash va ular orasidagi masofalar uchun | ||
| Payvandlash trans fo rm ar | ||||
| El e hosil |
GOST 9466-75 |
SSR Alliatsiyasi Ittifoqi Ittifoqi vazirligi
Ixtisoslashgan dizayn va texnologik
Qurilish texnologiyasi byurosi Aloqa
Ma'qullamoq
Deputat. Grs boshi.
A. I. pralin
Marshrut
PBX usuli metall konstruktsiyalarini o'rnatishda
Arc payvandlash
Anjir. 1. Hozirgi kuchga nisbatan payvand choklarining holati:
a) Flanking, b) frontal, c) qiyshiq
![]()
Anjir. 2. Kosmosda payvand choklarining holati:
a) pastki, b) gorizontal, c) vertikal, d) shift
Anjir. 3. payvandlarning tashqi shakllari:
a) konveks, b) normal, c) konkav
2.2.8. Payvandlash elektrodining diametri payvand choki qirralarining qalinligiga qarab, payvandlangan qo'shma va namuna o'lchamlarining turiga qarab o'rnatiladi. Ikkilamchi elektrodning diametrini tanlash bo'yicha amaliy tavsiyalar payvandlangan qirralarning qalinligiga qarab qabul qilinadi:
2.2.9. Burchak va burish birikmalarini o'qiyotganda, tikuv toifasi o'lchami hisobga olinadi: payvandlash 3 ÷ 5 mm, payvandlash - 3 ÷ 4 mm va a bilan elektrodlar bilan elektrod beriladi 5 mm diametri 5 mm pichoq bilan ishlatilgan.
2.2.10. Elektrodning tanlangan diametri ma'lumotlariga ko'ra, payvandlash oqimi elektrod bilan yopishtirilgan zavod yorlig'i ostida ko'rsatilgan zavod yorlig'i ostida ko'rsatilgan.
2.2.11. Elektrodlar uchun payvandlash oqimining kattaligi 4 ° 6 mm ni formula bilan belgilash mumkin:
Y \u003d (40 ° 60) ·
u payvandlash oqimining qiymati va;
De - elektrodning diametri, mm.
2.2.12. Elektrodlar uchun payvandlash oqimining diametri 4 mm dan kam bo'lgan va 6 mm dan oshiq funktsiya bilan belgilanishi mumkin:
Y \u003d (20 + 6de).
Metallning qalinligini hisobga olgan holda o'zgartirish kiritilishi kerak, payvand choki pozitsiyasi.
Qalinlarning qalinligi bilan 1,3 kundan 1,6 gacha bo'lgan, payvandlash oqimining hisoblangan qiymati 10 ° 15% ga kamayadi va 3Dasturali 3Dasturaning qalinligi 10 dan 15% ga ko'tariladi. Vertikal va shiplar tikuvlari oqim tomonidan 10 ° 15% kamroq amalga oshiriladi.
2.2.13. Arc payvandlash uchun metall elektrodlar GOST 9466-75 ga muvofiq ishlab chiqariladi. "Qo'lda yasni payvandlash va sirtlash uchun metalli elektrodlar. Tasniflash, o'lcham va umumiy texnik talablar. "
O'lchamlari Gost o'rnatilgan:
1-jadval
|
Elektrod diametri, mm |
Elektrod uzunligi, mm |
||
|
uglerod va alogida sim |
yuqori shiddatli simdan |
||
2.2.14. Elektrod uzunligi ± 7 mm gacha va mashinasi ± 3 mm gacha bo'lgan elektrod uzunligi bo'ylab ruxsat etilgan og'ishlar. Diametri qiymati va aniqlik darajasiga qarab diametri -0.12 mm dan +24 mm gacha bo'lgan diametri oralig'ida ruxsat etilgan og'ishlar.
2.3. Ketma-ketlik va ish usullari
2.3.1. Payvandlash postini yig'ish (rasmga qarang) Nima uchun:
Anjir. 4. Qo'lda payvandlash uchun payvandlash postining sxemasi
a) payvandlash transformatorini maxsus jihozlangan, "xavfsizlik va yong'in xavfsizligi qoidalariga muvofiq joylashtiring. Stolda payvandlash transformatori brendini tanlang. .
2-jadval
|
Payvandlash oqimi va |
Voltaj, B. |
Raqamli quvvat, kv; |
Umumiy o'lchamlar, mm |
Massa, kg. |
||||
|
nominal ishlash |
bo'sh harakat |
|||||||
|
nominal |
nizom chegaralari |
|||||||
Eslatma. Jadvalda siydik peshqadamlari arc arc payvandlash uchun qo'yiladigan transformatorlar ko'rsatilgan. Transformatorlarga foydalanishga o'xshash boshqalarni almashtirishga ruxsat beriladi;
b) O'rnatilgan payvandotchini almashtirish yoki Magnit Ratering orqali elektr tarmog'iga (GOST 20520-80) (GOST 20497-71) ishlatish orqali elektr ta'minoti transferi tarmog'iga ulang;
c) payvand chok transformatori binosida b) paragrafda ko'rsatilgan simlardan foydalangan holda joylashtirish;
d) payvand chok transformatori terminallaridan birini qisqich bilan bog'lash (GOST 20520-80), aktivlar (GOST 20520-80), aksincha (GOST 13497-77) simlari (GOST 13497-77);
Anjir. 5. Payvandlash pulini payvandlanadigan mahsulotga biriktirish uchun qisqichlar:
a) tashqi, b) vint
e) payvand chok transformatorining ikkinchi terminalini elektr varaqqa ulash (rasmga qarang) simlar yoki pBGo (GOST 6731-77);
Anjir. 6. Elektr egalarining turlari
e) Tavsiya etilgan standartlarga 30 m dan oshmaydigan uzunligi 30 m dan oshmaydigan simlarning kesishgan qismini tanlang:
|
Payvandlash oqimining eng katta qiymati va |
||||
|
Viloyat, MM2: |
||||
|
yolg'iz |
||||
|
ikki baravar |
g) payvandlash simlari uzunligi bilan 100-150 m gacha, formulada kuchlanishning pasayishini aniqlang:
Ul \u003d 1,73jr / s,
u ulning kuchlanish pasayishi bo'lsa;
J - payvandlash oqimi va;
r simlarning turg'unligi, ohm · m;
l simlarning uzunligi, m;
s - simlarning kesishma maydoni, mm2.
Agar ulning qiymati 5% dan ko'proq miqdordan oshsa, simli kesma qismini ko'paytirish kerak;
h) payvandlashda panellar, niqoblar yoki dubulg'alarni (GOST 1361-69) payvandlashda odam ko'zlari va terisini himoya qilish uchun foydalaning (GOST 1361-69).
Anjir. 7. Payvandlash yoy va metall chayqalishlarning ta'siri uchun davolanadi
2.3.2. Barcha zarur devorga o'rnatiladigan kvadratlar, xoch, minalar va elektr stantsiyalari binolarida barcha kerakli devorlar, qavslar dizayni va ko'rsatmalarini tuzish.
Anjir. 9. Qovoqqa yoki devor bo'ylab uglerodga shturning mahkamlanishi
2.3.4. Xona devoridagi teshikdan magistralni olib tashlang, uni magistral quvurga soling va mahkamlang (plang) uni 1 ° 2 mm ga tenglashtiradi va magistral ichakni payvandlash 90 ° (sm.) burchakdagi birikma (anjir). Shu bilan birga, ichakning har ikki tomoni har tomondan qoplangan.
Anjir. 11. 90 ° kesish paytida magistral g'ildirakni mahkamlash
2.3.5. Biz devordan devor orqali devorga o'rnatilgan ko'mirga o'tishni payvand qilmoqdamiz (qarang.). Pintaktning bir tomonida payvandlashning bir tomonida shudgorli tartibda bir tomonda qilingan.
Anjir. 12. Devor orqali asosiy shikoyatni o'tish
2.3.6. Biz Vertikal magistral ichaklarini xonaning devoriga o'rnatilgan qavs ichiga payvandladik (rasmga qarang). Uch tomondan har bir qavs uchun payvandlash amalga oshiriladi.
Anjir. 13. Devorga vertikal asosiy signalni o'rnatish
2.3.7. Maksim-safda magistral ichaklarini o'rab olish (rasmga qarang), ya'ni ramka qatorining qavslariga payvandlash, har ikki tomonning uch tomondan, uchta xalat chizig'ining uch tomonidan ishlab chiqariladi.
Anjir. 14. Mayzil qatoridagi groovlarning paydo bo'lish
2.3.8. Tasvirdan polga bir-biridan o'tish joylarida magistral ichaklarning poygalari (rasmga qarang). Ishlarni ishlab chiqarish, payvandlash magistral ichaklari o'tish tuynugining ramkalariga, ikkala tomonning boshining boshini aylantiradi.
Anjir. 15. To'pquni ustiga magistral ichakning kesish asbobi
2.3.9. Minam konida metall konstruktsiyalarni o'rnating. Slit qavslarining asoslari poydevor ko'miriga payvandlanadi. Qavslar tepasida 30 × 4 ta po'lat ipini payvandlang. Konkadagi qavslarni o'rnatish misoli anjirda ko'rsatilgan. .
Anjir. 16. Men konda qavslarni o'rnatish misoli
O'zlari o'rtasida va xonaning devorlari orasida slit qavktlari qatoriga va xonaning devorlari orasida 40 × 50 × 4 ta magstrukturalar bilan yaratilgan 40 × 50 × 4 ta exects, bu uyali qavslar va devorga o'rnatilgan ko'mirning yuqori qismiga payvandlanadi. Xaftaning xonalarida xususiy ko'ylaklar asosiy ko'mirga payvandlanadilar va ekstremal ichakka ikki tomondan payvandlangan (anjirga qarang), qolgan qismida - shaxmatning qolgan qismida . Va anjir.).
Anjir. 17. Minada ichakni payvandlash joyi va joyi (taxminiy)
Anjir. 18. Minadagi ichakni payvandlash joyi va joyi (taxminiy)
2.3.10. Minadagi qavslar qatorlarining asosiy ko'mirning asosiy ko'mirini qo'shib, qo'shma ichida payvandlash bilan ajralib chiqadi (a) yoki g'ayritanglar (b. B).
Anjir. 19. Magistral kvadratlarni ajratish misollari
2.3.11. Min xonimning devorlariga havo inshootlarini yasash. Gutterlarni payvandlash joyi va joyiga misol rasmda ko'rsatilgan. va anjir. .
Anjir. 20. Gutterlarni konda payvandlash joyi va joyi (taxminiy)
Anjir. 21. Minda ichakni payvandlash joyi va joyi va joyi (taxminiy)
2.3.12. Xochda metall konstruktsiyalarni o'rnatish meniki metall konstruktsiyalarni o'rnatishga o'xshaydi. Xochdagi statistikalar safi va xonaning devorga o'rnatilgan xonalariga 40 × 50 × 4 ta magistral kvadratlar, bu xoch va devor ko'miri doirasiga payvandlangan 40 × 50 × 4 ta magistral kvadratlar. Oddiy groovlarni payvandlash usulida ushlab turish meniki tog'iga o'xshashdir. Xoch hujayralari yuqoridagi groovlarning o'rnini bir misol, anjirda ko'rsatilgan. .
Anjir. 22. Grokes-ni krosses katakchalari ustiga o'rnatishda
2.3.13. Magistral ichakni oddiy tomonga mahkamlash, ikkala tomonning ikkala tomonida oddiy va magistral ichakning yonbog'iga payvandlangan novda yordamida payvandlash (23-rasm).
Anjir. 23. Asosiy quvonchani oddiy narsaga mahkamlash
2.3.14. Magistral groovkaning ayg'oqchisidagi asosiy yivlarning mahkamlanishi payvandlash usuli bilan amalga oshiriladi va kuch uchun magistral stanje po'lat rodlar, ikkalasi ham axlatning ikkalasiga ham payvandlanadi (rasmga qarang) .
Anjir. 24. 2,5 m gacha bo'lgan arafaning mahkamlashi
3.3.15. Chorraqalar simlari uchun yivlarning mahkamlanishi, faqat 2,5 m gacha magistral ichakning mahkamlashiga, faqat payvandlash bilan, faqat po'latli shildirashuvchan novdalardan foydalanmasdan. Groovlarni mahkamlash misoli, anjirda ko'rsatilgan. .
Anjir. 25. Chrome simlari uchun xrom simini mahkamlash misoli
2.3.16. Abonent xochidagi testlar jakkalari bo'lgan ramka payvandlash bilan payvandlash orqali amalga oshiriladi. Payvandlash usuli bilan ramkani mahkamlash misolida rasmda ko'rsatilgan. .
Anjir. 26. Abonentning xochidagi test uyalari bilan mahkamlash ramkasi
2.3.17. Metall konstruktsiyalar o'rnatilgandan so'ng, ularni qatl qilish va kulrang emal bilan bo'yash sifatini tekshirish va bo'yash sifatini tekshirish.
2.3.18. Payvand choklari sifatini 10 marta kattalashtirish, nuqsonlar aniqlanishi mumkin. Payvandlash jarayoniga kirgan kamchiliklar turlari anjirda ko'rsatilgan. .
Anjir. 27. payvandlashda kamchiliklar turlari
2.3.19. Payvandlash moslamalarining kamchiliklari, keyingi tozalash uchun lager tomonidan tuzatiladi, uni bir qatlamli kulrang emal bilan qoplash.
2.4. Payvandlash paytida xavfsizlik choralari
2.4.1. ARC (transformatorlar), payvandlash moslamalari va payvandlash buyumlari uy-joylari ish boshlanishiga qadar asos bo'ladi.
2.4.2. Er osti ishlari amalga oshiriladi mis sim, uning bir uchi, ya'ni ARC quvvat manbai manbai bo'lgan "Yer" yozuvi bilan "Yer" yozuvi va er osti plastikiga.
2.4.3. Payvandlash transformatorini tarmoqqa ulash uchun, kalitlar, sigorta va qisqichlar bilan devor tortmalari ishlatiladi. Elektr ta'minotining simlarining uzunligi 10 m dan oshmasligi kerak.
2.4.4. Agar siz quvvat simlarini uzatishingiz kerak bo'lsa, qattiq izolyatsion massa bilan birlashtiriladi.
2.4.5. Oziq-ovqat simlari 2,5 - 3,5 m balandlikda to'xtatiladi va simlarning kesilishi metall quvurlarda tuziladi.
2.4.6. Payvandlash simlaridan xizmatga ega izolyatsiya qilish kerak va payvandlash oqimiga mos keladigan kesma bo'lsin.
2.4.7. Qalqon, niqob yoki dubulg'alarning kuzatish teshigiga o'rnatilgan engil filtrlar payvandlash oqimiga qarab GOST 9497-60-ga muvofiq tanlanadi. Shisha yorug'lik filtrlari: e-2 (75 - 200 a), e-3 (200 - 400 a), 3 - 4 (oqimlar uchun), 3 - 4 ( 400 dan ortiq oqimlar uchun, lekin).
2.4.8. Ishchilarning ko'zlarini himoya qilish uchun, payvandlashda yordam berish uchun B-1, B-2, B-2 va B-3 ishlatilgan.
2.4.9. Payvandlash ishlari tarpaulin yoki zich matodan, mushuklar va bosh kiyimda, cho'ntaklar bilan yopilmasligi kerak va ko'ylagi shimda yopilmasligi kerak.
2.4.10. Shiftni payvandlashda gorizontal va vertikal tikuvlar, Tarp magistrallari ularni qo'lidagi yenglarning tepasida mahkam bog'lab qo'ying.
2.4.11. Payvandped tikuvlari faqat to'liq sovutishdan keyin tozalangan va oddiy ko'zoynak bilan ko'zoynakka ishonch hosil qiling.
2.4.12. Ventilyatsiya qurilmalari havo almashinuvi Qo'llanma-da elektrodli elektr energiyasiga 4000 dan 6000 m3 gacha bo'lgan elektrodni payvandlashda havo almashinuvini ta'minlashi kerak.
2.4.13. Havoda bo'lgan moddalarning quyidagi kontsentratsiyasi ish joyida (mg / m3): Marganets va uning birikmalari - 0,3; xrom va uning birikmalari - 0,1; Qo'rg'oshin va uning birikmalari - 0.001; vodorod fuori - 0,5; Azot oksidi - 5.0; Benzin, kerosin - 300.0.
Ehtimol, toksik bo'lmagan changning kontsentratsiyasi 10 mg / m3 dan oshiq bo'lishi mumkin emas, ammo agar kvarts tarkibidagi chang tarkibi 10% dan oshsa, faqat 2 mg / m3 ga ruxsat beriladi.
2.5. Ijrochilarning sonlarining soniy-malakasi tarkibi
PBX metall konstruktsiyalarini o'rnatish bo'yicha ishlash bo'yicha ishlar 3 kishining umumiy soniga ega bo'lgan 3 kishi bilan amalga oshiriladi, ulardan 4 tasi, pulni to'lash va 4-sonli aloqa liniyasi payvandlash usullari bo'yicha.
2.6. Mehnat xarajatlarini hisoblash
Payvandlash vaqti - Tayyorlash vaqti - Tayyorgarlik muddati - TH, asosiy vaqt - TD, qo'shimcha vaqt - TD, Yakuniy vaqt - TD - TD - TD - TD.
u erda y \u003d 7,85 g / sm3 - po'latning o'ziga xos zichligi,
F \u003d 0,55 sm2 - tikuvning kesishishi,
L \u003d 100 sm - uzunligi tik
db \u003d 10 g / a · H - elektrodlarning sirtidan koeffitsienti,
J \u003d 180 A - payvandlash paytida hozirgi kuch,
To'ntarish. \u003d 0,25 - Mehnatni tashkil etishni hisobga olgan holda koeffitsient,
k - Mehnat 100 sm tikishni tashkil etishni hisobga olgan holda koeffitsient,
yoy yoqishning asosiy vaqti.
Mehnat xarajatlarini hisoblash jadvalda keltirilgan. .
3-jadval.
|
Ishlarning nomi |
O'lchov birligi |
Ish hajmi |
O'lchash birligi uchun vaqt darajasi, shaxsan-soat |
Mehnat xarajatlari butunlay, shaxsan-soat |
O'lchov birligi uchun stavka, ishqalanish. |
To'liq hajmdagi xarajatlar narxi, rub. |
|
|
Pbux usulida metall konstruktsiyalarni o'rnatish |
Rezervlar Ekspert bilan intervyu
24.09.2016 , 10:32
Orqa va bo'g'inlar bilan bog'liq muammolar - nogironlik uchun to'g'ridan-to'g'ri yo'l! O'zingizni qanday qutqarish va og'riq haqida unutish, shifokorga aytadi tibbiyot fanlari, Professor Bubnovskiy Sergey Mixailovich
2015-10-25Tahririyat kengashidan: 8-rus tilida har bir rus osteokondroz, bo'g'imlarning turli kasalliklari (artrit, artrit, radikulit) dan aziyat chekmoqda. Bu halokatli tuyulolmaydi, lekin ... Avval bemorlar yashamasliklari kerak, ammo mavjud. Va keyin, harakatchanlikni cheklash tufayli, churra singari bog'liq kasalliklar, metabolik kasalliklar va yurish imkoniyati yo'q. Musiqul-skelet tizimi bilan muammolardan xalos bo'lish va sog'lom odamga aylanib, biz tibbiyot fanlari doktori, Bubnovskiy Sergey Mixailovichdan so'radi
Salom, Sergey Mixailovich. Ayting-chi, bu halokatli emas, balki, avvalambor, radiolulit va osteoxondroz kabi kasalliklar jiddiy kasalliklarga olib kelishi mumkinmi? Va har 8 rus kasal ekanligi haqiqatmi?
Xayrli kun, Irina. Osteokondroz va radikulitdan o'lmaydi. Ammo, bir muhim nuqta bor - agar ular ularga munosabatda bo'lmasa, olti oy davomida bir marta kasal kasalliklarning guldastasi paydo bo'ladi. Bu og'irlik va umurtqa pog'onasi va metabolik kasalliklarning ko'payishi. Va eng yomon narsa nima - bo'g'inlardagi eng so'nggi bosqichlarda paydo bo'lishi mumkin saraton kasalligiga olib keladigan oyoq ustimi.
Masalan, churra bilan davolanishsiz yomon o'simtaga aylanishi mumkin. Ha, uni boshqarish mumkin, ammo ... bu orqa. Siz nogiron bo'lib qolishingiz mumkin.
Statistika haqida: Afsuski, Rossiyaning aholisining 50 foizdan ortig'i umumiy tarkibda osteochdroz va radioculitdan aziyat chekmoqda. Va eng dahshatli bu kasallik "yosh". Ilgari bo'lsa, 40 yoshdan kelgan odamlar davolanish uchun davolandilar, keyin yoshlar kelishni boshladilar.
Shuning uchun, agar orqa, bo'yin yoki bo'g'imlar kasal bo'lmasligi kerak, charchoq uchun hamma narsani o'chirmang. Ehtimol, bu kasalliklardan biri sizga yetib keldi.
- Bunday vaziyatda nima qilish kerak?
Men javob beraman - ishlov beriladi. Faqat ikkita muammo bor.
Birinchisi: Ko'pgina kasalxonalarda tashxisni tashxis qo'yishi va yozishi mumkin bo'lgan jarroh rematologlar yo'q.
Ikkinchidan: shahar revmatologik jarrohlari ko'pincha muammoning mohiyatiga chuqurlashmaydilar, chunki bu kasalliklar surunkali va xavfli emas deb hisoblanadi. Ular shunchaki og'riqli sezgilarni yo'q qiladigan jelgni buyuradilar va zaryadlashni tavsiya qiladilar. Ya'ni, natijada odam o'z muammosi va og'riqlari bilan birida qoladi.
Albatta, institutimiz va jamoam bu vaziyatni hal qilishga harakat qilmoqda. Ammo, afsuski, biz tuman klinikalarlariga buyurtma bera olmaymiz va vaziyatni tartibga sola olmaymiz.
Shuning uchun, biz boshqa yo'lga borishga qaror qildik va yaqinda ichida haqiqiy yutuqqa erishdim xalqaro loyiha "Og'riq yo'q". Biz bu mamlakatdagi vaziyatni o'zgartirishga yordam berishiga aminmiz va odamlarga to'liq hayot kechirishga yordam beradi.
- Ya'ni, siz allaqachon orqa, bo'yin va bo'g'imlarda og'riq muammosini hal qildingizmi?
Ha bor. Loyiha doirasida biz ushbu dastur asosida tashkil etilgan birinchi tayyorgarlikka kirish huquqiga egamiz -. Ilgari, ushbu agent Rossiyaga etkazib berilmadi, chunki hech qanday ruxsatnoma va kerakli sig'im mavjud emas edi va barcha mavjud partiyalar Xitoyda va AQShda mavjud bo'lgan barcha partiyalar sotib olindi. Biz art botgan kremini ishlab chiqish va tadqiq qilishda ishtirok etishga erishdik va endi Rossiyaga keladi!
- Qanday aniq yutuq nima, bu preparat nima?
ARTropant - bo'g'imlar, artrit va artozlarga qarshi kurashish uchun isbotlangan krem, bu shunchaki tanani qayta ishga tushiradi va buzilgan hujayralarning regeneratsiyasini o'z ichiga oladi. Ya'ni, bu og'riqning sababini yo'q qiladi va umurtqa pog'onasini, odatiy holatda bo'g'imlarni qaytaradi. Ya'ni, natijada bemor nafaqat alomatlardan xalos bo'lish emas, balki mutlaqo sog'lom odam bo'ladi.
Avvaliga artropant tanadagi regeneratsiya tizimini qayta ishga tushiradi og'riq sindromi. Ikki-uch haftada, davolash tugallanadi va eng muhimi, og'riqni tezda takrorlash uchun olib kelinishi mumkin emas.
- "Artropon" kremlari faqat osteokondroz, radikulit va artrozdan yordam beradimi?
Nafaqat. Bu bilan siz bo'g'imlar yoki umurtqa pog'onasi - artrit va artrit, izmatizm, radeokondroz va osteochorroz va osteoxondroz va osteochorroz kasalliklari bilan bog'liq har qanday kasallikni davolashingiz mumkin. Bundan tashqari, u sarporerlar va Natopishlarda, "Natopish" ni (to'rtinchi vertebra hududidagi yog 'konlarida) yo'q qilish, jarohatlar, yoriqlar, dislokatsiyalar va boshqa ko'plab kasalliklar.
Bu juda qiziqarli vositadir. Va bu haqiqat, bu kasalliklarning barchasidan xalos bo'ladi va nafaqat og'riqni yo'q qilmaydimi?
Krem "artropant" va og'riqni yo'q qiladi (davolanishning dastlabki bosqichlarida) va kasallikni to'liq yo'q qiladi. Endi bu yagona narsada, eng, albatta, yordam beradi.
- Shunday qilib, artropantni Rossiyada sotib olish mumkinligi ayon bo'ldimi? Aytgancha, u qayerda ishlab chiqariladi?
Ha, endi normajni Rossiyada sotib olish mumkin. Bu biz loyiha qo'shilishimiz va rivojlanishga yordam berganligi sababli mumkin bo'ldi. Atrofent Sibirning shimoli-g'arbiy qismida joylashgan selkups uchun qadimiy retseptda amalga oshiriladi. Retsept avloddan-avlodga ko'chiriladi va qat'iy sirni saqlab qoladi.
Bundan tashqari, Sog'liqni saqlash vazirligi dasturda ishtirok etish va etkazib berish narxini qoplashga qaror qildi. Shuning uchun "Artport" kremini boshqa mamlakatlarda amalga oshirgandan 2 baravar arzon.
- Artropantni qayerdan sotib olsam bo'ladi?
Biz mamlakatning dorixona zanjirlarida keng ko'lamli amalga oshirishni boshlamoqchimiz, ammo, afsuski, dorixonalar hojatxonaning narxidan past bo'lgan va katta foizni istashini xohlamadik.
Shuning uchun biz bunday fikrni rad etdik va mavjud xarajatni saqlab qolish va iloji boricha tiklanish imkoniyatini yaratdik. Endi krem \u200b\u200bsotib olish loyihaning rasmiy veb-saytida bo'lishi mumkin.
Yetkazib berish pochta orqali, etkazib berish bo'yicha naqd pul amalga oshiriladi, va kremni qo'llash uchun mutaxassisni boshqarish - iloji boricha sodda tarzda davolash kerak emas.
Sergey Mixailovich, suhbat uchun rahmat! Ehtimol, xayrlashishdan oldin o'quvchilarimizga biror narsa aytmoqchimisiz?
Ha albatta. Men orqa va bo'g'imlarning kasalliklari "yosh", va hatto davriy davriy og'riqlar bo'lgan o'quvchilar e'tiborini jalb qilmoqchiman. Shu bilan birga, uning sog'lig'i najodi to'g'ridan-to'g'ri sizga bog'liq. Shifokor sizni muomala qilishga ko'ndirmaydi. Hammasi sizning qo'lingizda.
Bundan tashqari, orqada og'riq va bo'g'imlardan kelib chiqadigan kasalliklar noqulaylik tug'dirmaydi. Ular sizni normal hayotdan mahrum qilishadi va hayotingizni 10-15 yil davomida qisqartirishadi. Va bu yillar davomida siz tejashga va siz odatdagidek yashashingiz mumkin.
Rahmat, Sergey Mixailovich! Sizga shuni eslatib o'tamizki, sharhlaringizda savollaringizdan savol berishingiz yoki arte kremi haqida fikringizni qoldirishingiz mumkin.
P.S.: Intervyudan keyin Sergey Mixailovichni so'radik. Va bizning saytimizni o'quvchilarga endi qo'shimcha chegirma bilan "artropant" ni buyurtma qilish imkoniyati mavjud! Va umurtqa pog'onasi va umurtqa pog'onasi bilan bog'liq kasalliklar haqida abadiy eslang
Irina Mahgonova e'lon qildi
Ochiq manbalardan olingan fotosuratlar




