Двутаври спеціальні гост
Група В22
ДЕРЖАВНИЙ СТАНДАРТ
Балки двотаврові І швелер сталевий СПЕЦІАЛЬНІ Сортамент
Special-purpose steel I-beams and channels. Dimensions
Постановою Державного комітету стандартів Ради Міністрів СРСР від 17 січня 1974 № 149 дата введення встановлена
Обмеження терміну дії зняте по протоколу N? 4-93 Міждержавної ради зі стандартизації, метрології н сертифікації (ІУС 4-94)
1. Цей стандарт поширюється па гарячекатані двотаврові балки для підвісних шляхів (М). армування шахтних стволів (С) і швелери для автомобільної промисловості (С).
1а. За точністю прокатки профілі виготовляють:
Високої точності - А,
Звичайної точності - В.
(Введено додатково, Змін. № 2).
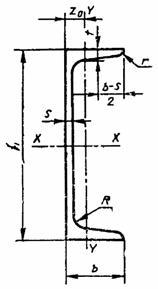
2. Форма, розміри балок і швелерів, площа поперечного перерізу, маса 1 м і довідкові величини повинні відповідати зазначеним на рис. 1 і 2 і табл. 1.

Видання офіційне Передрук заборонена
Видання з Змінами № I, 2, затвердженими в листопаді 1977 р червні 1985 г. (ІУС 1-78, 10-86).
Умовні позначення до рис. 1 і 2 і табл. 1:
Л - висота: b - ширина полиці; s - товщина стінки;
I - середня товщина полиці;
R - радіус внутрішнього закруглення; г - радіус заокруглення полки:
/ - момент інерції;
W - момент опору;
/ - радіус інерції;
S- статичний момент полусеченія;
Відстань від осі у -\u003e ■ до зовнішньої межі стінки.
|
Таблиця I |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примітки:
1. Плошадь поперечного перерізу і маса 1 м профілю обчислені за номінальними розмірами. При обчисленні маси I м профілю щільність дива прийнята рівною 7.85 г / см *.
2. Радіуси заокруглень, зазначені на рис. I і 2, на профілях не визначаються і дані для побудови калібру.
Граничні відхилення за розмірами профілів повинні відповідати зазначеним в
|
Таблиця 2 Розміри, мм |
|
Примітка. Визначення товщини полиць профілів проводиться але калібрами н валках при їх расточке. |
4. Ухил зовнішньої межі профілів не повинен перевищувати 0,015 Ь.
На вимогу споживача профілі ізготоатяются з ухилом зовнішньої межі полки не більше 0.0125 Ь.
5. Кривизна стінки по висоті перерізу профілю не повинна перевищувати 0,15
6. Притуплення зовнішніх кромок полиць профілів до № 24 включно не повинно перевищувати 0,3 /, понад № 24 - 3 мм.
7. На вимогу споживача несиметричність фланців полиць балок щодо вертикальної осі не повинна перевищувати% суми граничних відхилень по ширині полиці.
6, 7. (Змінена редакція, Зм. № 2).
К. Відповідно до замовлення балки і швелери виготовляються довжиною від 4 до 13 м:
Мірної довжини;
Кратної мірної довжини;
Мірної довжини із залишком до 5% маси партії;
Кратної мірної довжини із залишком до 5% маси партії;
Немірної довжини.
Залишком вважаються профілі довжиною не менше 3 м.
9. На вимогу споживача допускається виготовлення профілів обмеженої довжини в межах немірної і довжиною понад 13 м.
(Змінена редакція, Зм. № 2).
10. При виготовленні профілів іемерной довжини допускається наявність профілів довжиною не менше 3 м в кількості не більше 5% маси партії.
П. Граничні відхилення подлине профілів мірної і кратної мірної довжини не повинні перевищувати:
40 мм - при довжині до 8 м;
80 мм - при довжині св. 8 м.
Граничні відхилення по довжині профілів мірної і кратної мірної довжини для високої точності прокатки не повинні перевищувати:
40 мм - при довжині до 8 м;
5 мм на кожен метр понад 8 м.
12. Кривизна профілів у вертикальній і горизонтальній площинах не повинна перевищувати 0,2% довжини.
Кривизна профілів у вертикальній і горизонтальній площинах для високої точності прокатки не повинна перевищувати 0.15% довжини для профілів висотою до 360 мм і 0,1% довжини - для профілів висотою понад 360 мм.
10-12. (Змінена редакція, Зм. № 2).
13. На кожному профілі додатково до вимог ГОСТ 7566-94 в частині маркування прокату повинен бути нанесений номер профілю з індексами М або С (18М, 20Са, 36С і т. д.).
14. Визначення розмірів проводиться на відстані не менше 500 мм від торна профілю. Висота балки вимірюється по осі у - у, швелера - в площині стінки.
15. Граничні відхилення по масі I м профілю не повинні перевищувати плюс 3 - мінус 5%. Граничні відхилення перевіряються підприємством-ізготовнтелем зважуванням партії масою 20-60 т від кожних 400-500 т прокату або шматків профілю довжиною не менше 300 мм, що відбираються при прокатці не менше, ніж через кожні 100 прокатаних штанг.
16. Марки стали і технічні вимоги - по ГОСТ 535-88 та іншим чинним стандартам. обумовленим в замовленні.
17. (Виключено, Змін. № 2).
Балки двотаврові І швелер сталевий СПЕЦІАЛЬНІ
СОРТАМЕНТ
ГОСТ 19425-74
ВИДАВНИЦТВО СТАНДАРТІВ
Москва
НАЦІОНАЛЬНИЙ СТАНДАРТ УКРАЇНИ
Постановою Державного комітету стандартів Ради Міністрів СРСР від 17 січня 1974 № 149 термін введення встановлений
з 01.01.75
Перевірений в 1985 р Постановою Держстандарту від 27.06.85 № 2031 термін дії продовжений
до 01.07.95
1. Цей стандарт поширюється на гарячекатані двотаврові балки для підвісних шляхів (М), армування шахтних стволів (С) і швелери для автомобільної промисловості (С).
1а. За точністю прокатки профілі виготовляють:
високої точності - А, звичайної точності - В.
(Введено додатково, Змін. № 2).
2. Форма, розміри балок і швелерів, площа поперечного перерізу, маса 1 м і довідкові величини повинні відповідати зазначеним на рис. 1 і 2 і табл. 1.
Умовні позначення до рис. 1 і 2 і табл. 1:
Чорт. 1
Примітка. Ухил внутрішніх граней полиць повинен бути не більше:
для балок М-12%,
для балок С-16%.
Чорт. 2
Примітка. Ухил внутрішніх граней полиць повинен бути не більше 10%.
h - висота;
b - ширина полиці;
s - товщина стінки;
t - середня товщина полиці;
R - радіус внутрішнього закруглення;
r - радіус заокруглення полки;
I - момент інерції;
W - момент опору;
i - радіус інерції;
S - статичний момент полусеченія;
z o - відстань від осі у-у до зовнішньої межі стінки.
Таблиця 1
|
номер |
h |
b |
s |
t |
R |
r |
Площа |
маса |
Довідкові величини для осей |
|||||||
|
профілю |
попереч- |
1 м, кг |
х-х |
у-у |
z o, см |
|||||||||||
|
|
мм |
ного перетину, см 2 |
I x, См 4 |
W х, См 3 |
i x, см |
S x, См 3 |
I v, См 4 |
W v, См 3 |
i v, см |
|||||||
|
балки двотаврові |
||||||||||||||||
|
14С |
140 |
80 |
5,5 |
9,1 |
7,5 |
3,8 |
21,5 |
16,9 |
712 |
102 |
5,75 |
58,4 |
64,8 |
16,2 |
1,74 |
- |
|
20С |
200 |
100 |
7,0 |
11,4 |
9,0 |
4,5 |
35,6 |
27,9 |
2370 |
237 |
8,16 |
136 |
159 |
31,8 |
2,11 |
- |
|
20Са |
200 |
102 |
9,0 |
11,4 |
9,0 |
4,5 |
39,6 |
31,1 |
2500 |
250 |
7,95 |
146 |
170 |
33,3 |
2,07 |
- |
|
22С |
220 |
110 |
7,5 |
12,3 |
9,5 |
4,8 |
42,1 |
33,1 |
3400 |
310 |
9,00 |
178 |
228 |
41,5 |
2,32 |
- |
|
27С |
270 |
122 |
8,5 |
13,7 |
10,5 |
5,3 |
51,5 |
42,8 |
6550 |
485 |
11,0 |
279 |
346 |
56,7 |
2,52 |
- |
|
27Са |
270 |
124 |
10,5 |
13,7 |
10,5 |
5,3 |
59,9 |
47,0 |
6870 |
507 |
10,7 |
297 |
366 |
59,0 |
2,47 |
- |
|
36С |
350 |
140 |
11,0 |
15,8 |
12,0 |
6,0 |
90,9 |
71,3 |
17360 |
964 |
13,8 |
574 |
618 |
88,3 |
2,61 |
- |
|
18М |
180 |
90 |
7,0 |
12,0 |
9,0 |
3,5 |
32,9 |
25,8 |
1760 |
196 |
7,32 |
113 |
130 |
28,9 |
1,99 |
- |
|
24М |
240 |
110 |
8,2 |
14,0 |
10,5 |
4,0 |
48,7 |
38,3 |
4640 |
387 |
9,75 |
223 |
276 |
50,2 |
2,38 |
- |
|
30М |
300 |
130 |
9,0 |
15,0 |
12,0 |
6,0 |
64,0 |
50,2 |
9500 |
633 |
12,2 |
364 |
480 |
73,9 |
2,74 |
- |
|
36М |
360 |
130 |
9,5 |
16,0 |
14,0 |
6,0 |
73,8 |
57,9 |
15340 |
852 |
14,4 |
493 |
518 |
79,7 |
2,65 |
- |
|
45М |
450 |
150 |
10,5 |
18,0 |
16,0 |
7,0 |
98,8 |
77,6 |
31900 |
1420 |
18,0 |
821 |
892 |
119 |
3,00 |
- |
|
швелери |
||||||||||||||||
|
18С |
180 |
68 |
7,0 |
10,5 |
10,5 |
5,3 |
25,7 |
20,2 |
1272 |
141 |
7,04 |
83,5 |
98,5 |
20,1 |
1,96 |
1,88 |
|
18Ca |
180 |
70 |
9,0 |
10,5 |
10,5 |
5,3 |
29,3 |
23,0 |
1370 |
152 |
6,84 |
91,6 |
111 |
21,3 |
1,95 |
1,84 |
|
20С |
200 |
73 |
7,0 |
11,0 |
11,0 |
5,5 |
28,8 |
22,6 |
1780 |
178 |
7,86 |
104,7 |
128 |
24,2 |
2,11 |
2,01 |
|
30С |
300 |
87 |
9,5 |
13,5 |
13,5 |
6,8 |
49,6 |
39,1 |
6500 |
433 |
11,4 |
259,7 |
289 |
44,0 |
2,41 |
2,13 |
Примітки:
1. Площа поперечного перерізу і маса 1 м профілю обчислені за номінальними розмірами. При обчисленні маси 1 м профілю щільність стали прийнята рівною 7,85 г / см3.
2. Радіуси заокруглень, зазначені на рис. 1 і 2, на профілях, не визначаються і дані для побудови калібру.
3. Граничні відхилення за розмірами профілів повинні відповідати зазначеним в табл. 2.
Таблиця 2
Розміри, мм
|
|
граничні відхилення |
||||
|
номер профілю |
по висоті профілю |
по ширині полиці |
по товщині |
||
|
|
точність прокатки |
полки |
|||
|
|
звичайна |
висока |
звичайна |
висока |
|
|
14 |
- |
± 2,0 |
± 2,0 |
+1,0 -2,0 |
-0,061 |
|
18 |
± 2,5 |
- |
± 2,5 |
- |
плюсові відхилення |
|
Св. 18 до 30 |
- |
± 3,0 |
- |
± 3,0 |
обмежуються граничними |
|
36 |
± 3,5 |
- |
± 3,5 |
- |
відхиленнями |
|
45 |
± 4,0 |
- |
± 4,0 |
- |
по масі |
Примітка. Визначення товщини полиць профілів проводиться за калібрами в валках при їх расточке.
4. Ухил зовнішньої межі профілів не повинен перевищувати 0,015 b.
На вимогу споживача профілі виготовляються з ухилом зовнішньої межі полки не більше 0,0125 b.
5. Кривизна стінки по висоті перерізу профілю не повинна перевищувати 0,15 s.
6. Притуплення зовнішніх кромок полиць профілів до № 24 включно не повинно перевищувати 0,3 t, понад № 24 - 3 мм.
7. На вимогу споживача несиметричність фланців полиць балок щодо вертикальної осі не повинна перевищувати Ѕ суми граничних відхилень по ширині полиці.
(Змінена редакція, Зм. № 2).
8. Відповідно до замовлення балки і швелери виготовляються довжиною від 4 до 13 м:
- мірної довжини;
- кратної мірної довжини;
- мірної довжини із залишком до 5% маси партії;
- кратної мірної довжини із залишком до 5% маси партії;
- немірної довжини.
Залишком вважаються профілі довжиною не менше 3 мм.
9. На вимогу споживача допускається виготовлення профілів обмеженої довжини в межах немірної і довжиною понад 13 м.
(Змінена редакція, Зм. № 2).
10. При виготовленні профілів немірної довжини допускається наявність профілів довжиною не менше 3 м в кількості не більше 5% маси партії.
11. Граничні відхилення по довжині профілів мірної і кратної мірної довжини не повинні перевищувати:
+ 80 мм - при довжині св. 8 м.
Граничні відхилення по довжині профілів мірної і кратної мірної довжини для високої точності прокатки не повинні перевищувати:
+ 40 мм - при довжині до 8 м;
+ 5 мм на кожен метр понад 8 м.
12. Кривизна профілів у вертикальній і горизонтальній площинах не повинна перевищувати 0,2% довжини.
Кривизна профілів у вертикальній і горизонтальній площинах для високої точності прокатки і не повинна перевищувати 0,15% довжини для профілів висотою до 360 мм і 0,1% довжини - для профілів висотою понад 360 мм.
10-12. (Змінена редакція, Зм. № 2).
13. На кожному профілі додатково до вимог ГОСТ 7566-81 в частині маркування прокату повинен бути нанесений номер профілю з індексами М або С (18М, 20Са, 36С і т. Д.).
14. Визначення розмірів проводиться на відстані не менше 500 мм від торця профілю. Висота балки вимірюється по осі у-у, швелера - в площині стінки.
15. Граничні відхилення по масі 1 м профілю не повинні перевищувати плюс 3 - мінус 5%. Граничні відхилення перевіряються підприємством-виробником зважуванням партії масою 20-60 т від кожних 400-500 т прокату або шматків профілю довжиною не менше 300 мм, що відбираються при прокатці не менше, ніж через кожні 100 прокатаних штанг.
16. Марки стали і технічні вимоги - по ГОСТ 535-88 та іншим чинним стандартам, обумовленим в замовленні.
17. (Виключено, Змін. № 2).
/ ГОСТ 23121-78
Оновлене: 09.02.2006
Балки підкранові сталеві ДЛЯ МОСТОВИХ ЕЛЕКТРИЧНИХ КРАНІВ загального призначення вантажопідйомністю до 50 т
ТЕХНІЧНІ УМОВИ
ГОСТ 23121-78
ДЕРЖАВНИЙ КОМІТЕТ СРСР У СПРАВАХ БУДІВНИЦТВА
РОЗРОБЛЕНО І ВНЕСЕНО Ордена Трудового Червоного Прапора Центральним науково-дослідним і проектним інститутом будівельних металоконструкцій (ЦНИИпроектстальконструкция) Держбуду СРСР
ВИКОНАВЦІ
В. М. Бахмутський (керівник теми), Т.Ф. Королева, І.М. Сорокіна, Л.А. Пєскова, В.А. Алексєєв, В.Т. Ільїн, П.П. Домерщіков
ЗАТВЕРДЖЕНО І ВВЕДЕНО В ДІЮ Ухвалою Державного комітету Ради Міністрів СРСР у справах будівництва від 28 квітня 1978 р № 72
НАЦІОНАЛЬНИЙ СТАНДАРТ УКРАЇНИ
Балки підкранові сталеві ДЛЯ
МОСТОВИХ ЕЛЕКТРИЧНИХ КРАНІВ
Загального призначення вантажопідйомністю
ДО 50 т ГОСТ
Технічні умови 23121-78
Steel crane girders for
general - purpose overnead
electric cranes of 50t capacity.
Постановою Державного комітету Ради Міністрів СРСР у справах будівництва від 28 квітня 1978 р № 72 термін дії встановлено
з 01.01.1979 р
до 01.01.1984 р
Недотримання стандарту переслідується по закону
Цей стандарт поширюється на сталеві зварні розрізні підкранові балки прольотами 6 і 12 м, двотаврового поперечного перерізу, складені з трьох листів, що встановлюються на сталеві або залізобетонні колони будівель і відкритих кранових естакад, що зводяться в районах з розрахунковою температурою зовнішнього повітря мінус 65
° С і вище і сейсмічністю до 9 балів включно.Балки призначаються для мостових електричних кранів загального призначення вантажопідйомністю до 50 т легкого, середнього і важкого режимів роботи.
Балки повинні задовольняти вимогам ГОСТ 23118-78 і вимогам, викладеним у відповідних розділах цього стандарту.
1. ОСНОВНІ РОЗМІРИ
1.1. Балки повинні виготовлятися прольотами 6 м (5,5 м) або 12 м (11,5 м).
1.2. Балки, в залежності від місця їх розташування, повинні виготовлятися двох видів:
кінцеві, що примикають до торців будівель і температурним швах.
1.3. Схеми і основні розміри балок повинні відповідати зазначеним на кресленні.
Схеми і основні розміри балок
2. ТЕХНІЧНІ ВИМОГИ
2.1. Балки повинні виготовлятися відповідно до вимог даного стандарту, ГОСТ 23118-78 і СНіП III-18-75 за робочими кресленнями КМД, затвердженим в установленому порядку.
2.2. Граничні відхилення лінійних розмірів балок і їх деталей від номінальних наведені в табл. 1.
Таблиця 1
|
Найменування розміру |
Перед. викл. |
|
|
Довжина балок (відстань між зовнішніми гранями опорних ребер) L: 5964 і 5994 11962 і 11992 |
|
|
|
Висота балок (відстань між зовнішньою гранню верхнього пояса і торцем опоронго ребра) Н: До 1000 включно. св. 1000 «1650« |
|
|
|
Відстань між осями отворів і торцем опорного ребра l; l 1; l2 Відстань між осями отворів в опорному ребрі А |
|
|
|
Відстань між осями отворів для кріплень рейок кранів в верхньому поясі балки А |
|
2.3. Граничні відхилення форми і розташування поверхонь балок від проектних наведено в табл. 2.
Таблиця 2
|
Найменування відхилення |
Перед. викл. |
|
|
Непрямолінійність і неплощинність поясів балок в місці примикання до стінки при довжині L: 5964 і 5994 11962 і 11992 |
|
|
|
Неперпендикулярність поверхні верхнього пояса і стінки балки при ширині пояса В: До 250 включ. св. 250 «500« |
|
|
|
Увігнутість стінки балок при висоті стінки Н: до 1000 включно. св. 1000 «1600« |
|
|
|
Неперпендикулярність торця опорного ребра до вертикальної осі балки |
|
|
|
Неперпендикулярність вертикальній площині опорного ребра до горизонтальної осі балки при висоті балки Н: до 1000 включно. св. 1000 «1650« |
|
|
|
Зсув осі стінки балки з проектного положення |
|
2.4. Шорсткість механічно обробленої торцевій поверхні опорного ребра не повинна бути грубіше першого класу по ГОСТ 2789-73. Кромки поясів підкранових балок після машинної кисневого різання не повинні мати нерівностей, що перевищують 0,3 мм.
2.5. Деталі балок, в залежності від розрахункової температури, повинні виготовлятися із сталей класів, наведених в табл. 3.
2.6. Матеріали для зварювання повинні прийматися відповідно до СНиП II-В.3-72.
2.7. Поясні шви повинні виконуватися автоматичним зварюванням з плавним переходом швів до основного металу.
2.8. При виконанні зварних швів, Що з'єднують верхній пояс зі стінкою, повинен забезпечуватися повний проварена стінки на всю її товщину.
2.9. Всі зварні шви повинні бути безперервними.
2.10. Заводські стики листів поясів і стінок балок повинні виконуватися встик без накладок із застосуванням двосторонньої зварювання. Одностороння зварювання допускається за умови подварки кореня шва.
2.11. Поверхня стикових швів листів поясів повинна бути зачищена врівень з основним металом. Допускається зачистка швів тільки в місцях установки кранового рейки і з'єднань листів зі стінкою.
Таблиця 3
|
Найменування деталі |
сортамент |
Клас стали для будівель, воводімих при розрахунковій температурі |
||
|
мінус 40 ° С і вище |
нижче мінус |
|||
|
Варіант 1. З стали одного класу |
Варіант 2. З стали двох класів |
40 ° С до мінус 65 ° С |
||
|
З 46/33 (С 44/29) |
||||
|
ГОСТ 19903-74 |
||||
|
опорна ребро |
З 46/33 (С 44/29) |
|||
|
Ребро жорсткості |
ГОСТ 103-76, ГОСТ 19903-74 |
|||
Примітки:
1. Марки сталей повинні прийматися по СНиП II-В.3-72 і СНиП II-28-73.
2. Варіант 1 або 2 вибирається на підставі результатів порівняння їх техніко-економічних показників.
2.12. При виконанні стикових зварних швів повинен забезпечуватися повний проварена. розрахунковий опір наплавленого металу має дорівнювати розрахунковому опору основного металу.
2.13. Балки повинні бути загрунтовані і пофарбовані. Грунтовка і фарбування повинні відповідати п'ятого класу покриття по ГОСТ 9.032-74.
3. КОМПЛЕКТНІСТЬ
3.1. Балки повинні поставлятися підприємством-виробником комплектно.
До складу комплекту повинні входити:
балки або блоки балок;
монтажні прокладки товщиною 6 мм в кількості, яка дорівнює кількості балок;
технічна документація відповідно до вимог ГОСТ 23118-78.
3.2. Підкранові балки для середнього ряду колон повинні поставлятися блоками.
Блок повинен складатися з двох балок, з'єднаних по верхньому поясу гальмівним пристроєм, і встановленими між двома балками вертикальними зв'язками для забезпечення незмінності на час транспортування блоку.
Допускається за узгодженням між підприємством-виробником і споживачем поставляти окремо балки, що встановлюються по середніх рядах колон.
4. Правила приймання
4.1. Балки для перевірки відповідності їх вимогам цього стандарту повинні бути прийняті технічним контролем підприємства-виготовлювача поштучно.
4.2. Контроль відхилення лінійних розмірів балок і їх деталей (в тому числі розмірів поперечних перерізів листів) від номінальних, відхилення форми і розташування поверхонь деталей від проектних, якості зварних з'єднань і підготовки поверхні під захисні покриття повинен проводитися до грунтування балок.
4.3. Споживач має право проводити приймання балок застосовуючи при цьому правила приймання і методи контролю, встановлені цим стандартом.
5. Методи контролю
5.1. Контроль відхилення лінійних розмірів балок і їх деталей від номінальних, відхилення форми і розташування поверхонь деталей від проектних, а також шорсткості механічно обробленої поверхні слід виробляти універсальними методами і засобами.
5.2. Контроль якості швів зварних з'єднань і розмірів їх перетинів повинен проводитися відповідно до СНиП III-18-75.
6. Маркування, ТРАНСПОРТУВАННЯ І ЗБЕРІГАННЯ
6.1. Виготовлені балки повинні бути замаркіровані.
На кожній балці повинні бути нанесені такі маркувальні знаки:
номер замовлення;
номер креслення КМД, за яким виготовлена балка;
умовне позначення балок за кресленням КМД із зазначенням порядкового номера виготовлення.
Приклад маркування:
де 300 - номер замовлення;
5 - номер креслення КМД;
Б1 - умовне позначення;
2 - порядковий номер виготовлення.
6.2. Маркувальні знаки повинні наноситися незмивною фарбою на зовнішній стороні одного з опорних ребер - вище монтажної прокладки і на зовнішній стороні нижнього пояса - в середній частині балки.
6.3. При транспортуванні і зберіганні балки повинні спиратися на дерев'яні підкладки і прокладки.
Товщина дерев'яних підкладок повинна бути не менше 50 мм при транспортуванні і не менше 150 мм при зберіганні балок на будівельному майданчику.
Товщина прокладок повинна бути не менше 25 мм.
Довжина підкладок і прокладок повинна бути більше габариту обпирання балок не менше ніж на 100 мм.
При транспортуванні і зберіганні повинна бути забезпечена надійність закріплення балок і збереження їх від пошкоджень.
Монтажні прокладки повинні бути з'єднані з опорними ребрами тимчасовими болтами.
Балки повинні зберігатися в штабелях висотою не більше ніж 2,3 м.
7. ВКАЗІВКИ ЩОДО МОНТАЖУ
7.1. Монтаж балок повинен проводитися відповідно до вимог ГОСТ 23118-78 і СНіП III-18-75.
8. ГАРАНТІЇ ВИРОБНИКА
8.1. Виробник повинен гарантувати відповідність балок вимогам даного стандарту при дотриманні умов транспортування, зберігання та монтажу, встановлених стандартом.
>