Електроди до якого найменуванню товару відноситься. Типи електродів. Група електродів, за допомогою яких виконують холодну зварку і наплавлення чавунних виробів.
КЛАСИФІКАЦІЯ ЕЛЕКТРОДІВ
|
Приклади МАРКУВАННЯ:
Ідентифікація ПРОСТОРОВИХ ПОЛОЖЕНЬ ДЛЯ РІЗНИХ ЕЛЕКТРОДІВ Електроди з кислим покриттямІнші застосовуються тверді матеріали отримують в результаті хімічних реакцій, таких як сплави або інші складні синтетичні сполуки. важливим фактором є розмір частинок твердого матеріалу. Фізичну структуру інгредієнтів покриття можна класифікувати як кристалічну, волокнисту або аморфну. Зазвичай використовуються кристалічні матеріали, такі як рутил, кварц і слюда. Рутил є природним проявом мінерального діоксиду титану і широко використовується в нанесенні електродів.
|
Маркування ЗВАРЮВАЛЬНИХ ЕЛЕКТРОДІВ
Приклади МАРКУВАННЯ:
Волокнисті матеріали, такі як целюлоза, і аморфні матеріали, такі як діоксид кремнію та інші органічні сполуки, також є загальними інгредієнтами покриттів. Класифікація інгредієнтів покриття. Матеріали для покриття можна розділити на шість основних груп: легуючі елементи - легуючі елементи, такі як молібден, хром, нікель, марганець і інші, надають механічними властивостями метал шва. Розчинні сполучні, такі як силікати натрію і калію, використовуються в покритті електродів в якості сполучних.
Види електродів для зварювальних робіт
Функції сполучних включають в себе пластичну масу матеріалу покриття, яка може бути екструдований і висушена в печі. Остаточне покриття після проходження в піч повинно мати твердість, так що він підтримує кратер і досить міцний, щоб не обламатися, що не тріснути або обломочь. Сполучні також використовуються, щоб зробити покриття негорючим і запобігти передчасному розкладання. Газоутворення - загальні газообразующие матеріали - це вуглеводи, гідрати і карбонати. Прикладами цих речовин є карбонати целюлози, кальцію і магнію і хімічно об'єднані води, виявлені в глині \u200b\u200bі слюди.
Ідентифікація ПРОСТОРОВИХ ПОЛОЖЕНЬ ДЛЯ РІЗНИХ ЕЛЕКТРОДІВ
Тип електрода
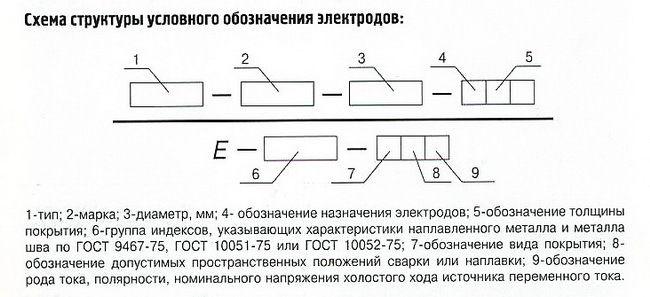
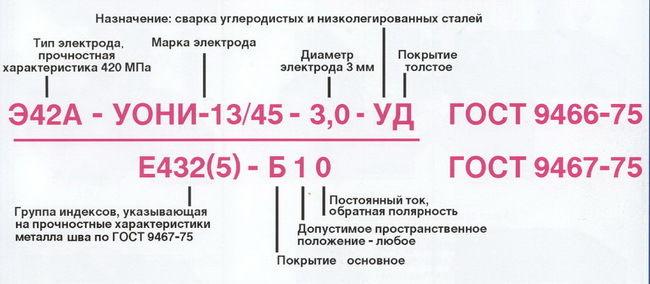
Для зварювання вуглецевих і низьколегованих сталей, а також легованих з підвищеною і високою міцністю, маркування складається з:
Ці матеріали виділяють вуглекислий газ, монооксид вуглецю і водяна пара при високих температурах зварювання дугою. Це особливо актуально під час зварювання змінним струмом. Матеріали для формування - це з'єднання титану, калію і кальцію. Форми і шлак - ці інгредієнти в основному використовуються для згущення шлаку і Таких як в'язкість, поверхневий натяг і температура плавлення. а й магнетит - матеріали цього типу. Пластифікатори - покриття часто гранулюють і, щоб успішно видавлювати їх, необхідно додати мастильні і пластифікуючі матеріали, щоб покриття злегка текла під тиском.
індексу Е
цифр, наступних за індексом, що позначають величину межі міцності на розрив в кгс / мм 2;
індексу А, Що вказує, що метал шва має підвищені властивості по пластичності і ударної в'язкості.
Для зварювання теплостійких, високолегованих сталей і для наплавлення, умовне позначення складається з:
Найбільш широко використовуються кальцій і карбонати натрію. Водень може викликати проблеми при зварюванні високоміцних сталей. Клас Склад Функція Захист целюлози 35% рутиловий газ 15% із шлаку - стабілізатор дуги. Залізо-марганець 5% раскислитель - залізний сплав тальк 15% шлак колишній силікат натрію 25% сполучна - рідина флюсового агента 5% карбонат кальцію 30% газоподібний агент - флюорітний флюідізатор 20% шлак колишній - флюсовий агент феро - марганець 5% раскислитель - залізний сплав .
Силікат калія 15% сполучна - стабілізатор дуги сталевий порошок 30% вологість осадителя 0, 1%. Рутенієвого покриття має наступні характеристики: витрата загального призначення; Покриття має до 50% рутилу; середнє проникнення; швидко встановлюється шлак, легко знімний; Метал шва може мати високий рівень водню; вимагає сушки при відносно низькій температурі, так що метал шва не проявляє грубих пористостей.
цифри, наступного за індексом, що вказує середній вміст вуглецю в сотих частках відсотка;
букв і цифр, що визначають зміст хімічних елементів у відсотках. Порядок розташування літерних позначень хімічних елементів визначається зменшенням середнього змісту відповідних елементів в наплавленого металу. При середньому вмісті основного хімічного елемента менше 1,5% число за літерним позначенням хімічного елементу не вказується. При середньому вмісті в наплавленого металу кремнію до 0,8% і марганцю до 1,0% літери С і Р непроставляється.
Дуже високе покриття дає наступні характеристики: додавання порошку заліза; збільшує швидкість осадження; Може включати чи не включати; Збільшує плинність шлаку за рахунок утворення оксиду заліза; покращує стабільність дуги і знижується проникнення, особливо при високій інтенсивності струму, що може звести до мінімуму появу укусів; Можливість пайки під дією сили тяжіння; Зменшує міцність зварного металу.
Плавляться електроди і їх маркування
Дуже високопродуктивні електроди мають додаток з високими швидкостями осадження, яке представляє собою гравітаційну зварювання на верфях за допомогою пристрою, показаного на малюнку. Функції покриття: зварювання металевим захистом - найважливіша функція покриття - захистити зварювальний метал від кисню та азоту від повітря, коли він передається через дугу, а також в рідкому стані. Захист необхідна для забезпечення цілісності металу зварного шва, Відсутності бульбашок газу і має достатню міцність і пластичністю.
індексу Е- електрод для ручної дугового зварювання і наплавлення;
 позначення металів
позначення металів
Для зварювання вуглецевих і низьколегованих сталей з межею міцності при розриві до 490 МПа (50 кгс / мм 2) застосовують 7 типів електродів: Е38, Е42, Е46, Е50, Е42А, Е46А, Е50А. Для зварювання вуглецевих і низьколегованих сталей з межею міцності при розриві від 490 МПа (50 кгс / мм 2) до 588 МПа (60 кгс / мм 2) застосовують 2 типу електродів: Е55, Е60. Для зварювання легованих сталей підвищеної та високої міцності з межею міцності при розриві понад 588 МПа (60 кгс / мм 2) застосовують 5 типів електродів: Е70, Е85, Е100, Е125, Е150.
Сварка теплостійких сталей - застосовуються електроди
При високих температурах дуги азот і кисень легко об'єднуються з залізом і утворюють нітриди заліза і оксиди заліза, які, якщо вони присутні в металі зварного шва над деякими мінімальними значеннями, будуть викликати крихкість і пористість. Азот є найбільш актуальним, так як важко контролювати його дію після того, як він увійшов в зварювальний відстійник. Кисень можна видалити з використанням відповідних раскислителей. Щоб уникнути забруднення атмосфери, потік розплавленого металу повинен бути захищений газами, які витісняють навколишнє атмосферу з дуги і розплавленого металу припою.
Для зварювання теплостійких сталей - 9 типів: Е-09М, Е-09МХ, Е-09Х1М, Е-05Х2М, Е-09Х2М1, Е-09Х1МФ, Е-10Х1МНБФ, Е-10Х3М1БФ, Е10Х5МФ. Для зварювання високолегованих сталей з особливими властивостями - 49 типів: Е-12х13, Е-06Х13Н, Е-10Х17Т, Е-12Х11НМФ, Е-12Х11НВМФ і ін. Для наплавлення поверхневих шарів з особливими властивостями - 44 типу: Е-10Г2, Е 10Г3, Е-12Г4, Е-15Г5, Е-16Г2ХМ, Е-30Г2ХМ і ін.
Марка електрода
Це досягається за рахунок використання в матеріалах для покриття, які генерують гази і які розкладаються під час зварювання і створюють захисну атмосферу. Стабілізація дуги - це стабілізована дуга, яка легко відкривається, плавно горить навіть при малих токах і може підтримуватися рівномірно з використанням довгою або короткою дуги. Доповнення легуючих елементів до металу зварного шва - до металу шва можуть бути додані різні елементи, такі як хром, нікель, молібден, ванадій і мідь, шляхом включення їх до складу покриття.
Часто необхідно додавати легуючі елементи до покриття, щоб збалансувати очікувану втрату цих стрижневих елементів під час зварювання через випаровування і хімічних реакцій. Електроди з солодкою стали вимагають невеликої кількості вуглецю, марганцю і кремнію в зварювальному відкладення, що призводить до утворення цілих зварних швів з необхідним рівнем міцності. Частина вуглецю і марганцю надходить з стрижня, але його необхідно доповнити ферромарганцевое сплавами, а в деяких випадках з додаванням феро-кремнієвих сплавів в покритті.
Кожному типу електрода може відповідати одна або кілька марок.
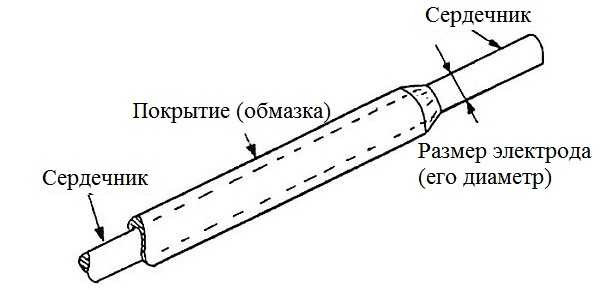
Діаметр електрода
Діаметр електрода (мм) відповідає діаметру металевого стержня.
Напрямок електричної дуги - напрямок електричного дугового потоку виходить з кратером, який утворюється на кінчику електродів. Використання відповідних сполучних забезпечує постійне покриття, яке буде підтримувати кратер, і забезпечить додаткове проникнення і краще націлювання електричної дуги. Функція шлаку в якості флюсу - функція шлаку полягає в забезпеченні додаткового захисту від атмосферних забруднень, як очищувача і для поглинання домішок, які виводяться на поверхню і захоплюються шлаком, і для зменшення швидкості охолодження розплавленого металу, щоб забезпечити вихід З газів.
призначення електрода
Для зварювання вуглецевих і низьколегованих сталей з межею міцності при розтягуванні до 588 МПа (60 кгс / мм 2) - маркується літерою У;
Для зварювання легованих конструкційних сталей з межею міцності при розтягуванні понад 588 МПа (60 кгс / мм 2) - маркується літерою Л;
Ознаки класифікації електродів
Шлаки також контролює контур, однорідність і загальний зовнішній вигляд зварного шва. Це особливо важливо в кутових швах. Характеристики положення зварювання - це додавання певних інгредієнтів в покриття, в основному титанові з'єднання, які уможливлюють зварювання. Характеристики шлаку - головним чином поверхневий натяг і температура затвердіння - сильно визначають здатність електрода використовуватися при зварюванні з положення. Контроль цілісності металу зварного шва - пористість або гази, замкнені в металі зварного шва, можуть, як правило, контролюватися композицією покриття.
Для зварювання теплостійких сталей - маркується літерою Т;
Для зварювання високолегованих сталей з особливими властивостями - позначається буквою В;
Для наплавлення поверхневих шарів з особливими властивостями - маркується літерою Н.
Коефіцієнт товщини покриття
Це баланс деяких інгредієнтів в покритті, який має помітний ефект у присутності газів, замкнених в металі шва. Правильний баланс цих інгредієнтів має вирішальне значення для цілісності, яку можна отримати для металу шва. Феромарганець, ймовірно, є найбільш поширеним інгредієнтом, використовуваним для досягнення правильно збалансованої формули. Специфічні механічні властивості механічних властивостей металу зварного шва можуть бути включені в метал шва за допомогою покриття.
Високі значення ударної в'язкості при низьких температурах, висока пластичність і збільшення властивостей потоку і механічної міцності можуть бути отримані шляхом додавання легуючих елементів до покриття. Ізоляція сталевого сердечника - покриття діє як ізолятор, так що полотно не буде викликати коротке замикання під час зварювання глибоких скосів або вузьких отворів; Покриття також служить захистом для оператора при зміні електродів.
Залежно від ставлення діаметра покриття електрода Dдо діаметру металевого стержня d, Електроди підрозділяються на наступні групи:
з тонким покриттям (D / d≤1,2) - маркується літерою М;
із середнім покриттям (1,2
з товстим покриттям (1,45
з особливо товстим покриттям (D / d\u003e 1,8) - Г.
Ця стаття була розроблена для того, щоб спостерігати порівняно зварювання електродом, покритим трьома різними типами: рутиловим, целюлозним і лужним. Метою цієї роботи є порівняння типів електродів для проектування розбризкування швів, генерації газу, отриваемості утворився шлаку і візуального аспекту зварного шва.
Ключові слова: Електрод, Рутіко, Базовий, Целюлозний. Як економічного ефекту зварювання є дуже важливим інструментом для інженера в спробі знизити виробничі і виробничі витрати. Багато продуктів на ринку не могли бути виготовлені без використання методів зварювання, таких як автомобілі, промислове обладнання, конструкційні елементи, продукти атомних станцій, гідроелектростанції і т.д.
Позначення плавиться покритого електрода
Літера Е- міжнародне позначення плавиться покритого електрода.
Група індексів, що вказують характеристики металу шва або наплавленого металу
Сварка пористим електродом визначається як процес ручного дугового зварювання, де відбувається з'єднання металів з теплом, що виходить від електричної дуги, вміщеній між електродом з покриттям і основним металом в зварному з'єднанні. Метал електрода зливається з основним металом і передається через електричну дугу. Шлак утворюється з покриття електрода і домішок основного металу і служить в якості покриття для покриття зварного шва, захищаючи його від атмосферного забруднення, а також допомагає контролювати охолодження.
Ілюстрацію нижче. 1 позначає всі позиції. 2 являє собою горизонтальне і горизонтальне положення. 4 означає горизонтальне, горизонтальне, вертикальне положення. Коли попередня цифра дорівнює 1, коли попередня цифра дорівнює 2. Виробничі процеси: зварювання і лиття.
Для електродів, що застосовуються для зварювання вуглецевих і низьколегованих сталей з межею міцності при розтягуванні до 588 МПа (60 кгс / мм 2).
http://elektrod-3g.ru
Вперше, зварювальний електрод з'явився в 1902 році. З тих пір багато чого змінилося, з'явилися нові види і марки. Зварювальний електрод є найпоширенішим матеріалом. Кожна марка електрода має свої властивості . Завжди потрібно пам'ятати, що для кожного виду матеріалу, слід вибирати спеціальний електрод.
При аналізі використовувалися електроди. Кожен з шнурів був досліджений, дотримуючись геометрію і загальний вигляд шнурів. В процесі процесу з електродом целюлозного типу спостерігалося більшу кількість газу, ніж в попередньому процесі. Однак цей процес має більше проникнення в основний метал, що призводить до перегріву листа.
- Цей процес викликав багато розбризкувачів, навіть більше, ніж попередній процес.
- Було відзначено, що освіта шлаку відсутній.
- Зовнішній вигляд зварного шва був дуже поганим і, мабуть, низької якості.
Найпопулярніші марки електродів, призначені для вуглецевої і низьколегованої сталі: УОНИ-13 / НЖ / 12х13. Електроди цієї марки призначені для зварювання корозійностійких сталей. Ця модель створена за всіма правилами ГОСТ 9466-75. Сварка з таким електродом відбувається на постійному струмі.
УОНИ 13/55. Такий зварювальний електрод використовується для зварювання як низьколегованої, так і вуглецевої сталі. Відповідає ГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272002010558589 . Процес зварювання йде як при змінному, так і при постійному струмі зворотної полярності.
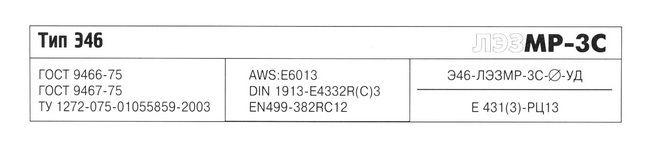
МР-3С .Зварювальної електрод цієї марки призначений для зварювання виробів з вуглецевої і низьколегованої сталі. Сварка здійснюється за допомогою постійного і змінного струму.
МР-3Т. Даний електрод призначений для зварювання виробів з вуглецевої, низьколегованої сталі. Сварка може здійснюватися як з постійним, так і зі змінним струмом. Полярність постійного струму - зворотна. Але для таких електродів є один нюанс, вміст вуглецю має бути не менше 0,25%, а тимчасовий опір розриву не повинно перевищувати 490Мпа. Такі електроди відповідають ГОСТ 9466-75, ГОСТ 9467-75.
ОЗС-12. Такі електроди також призначені для вуглецевої і низьколегованої сталі. Тимчасовий опір розриви становить 490Мпа. Вугільні зварювальні електроди : ВДК ВДП СК. Найпопулярніші марки вольфрамових неплавких електродів, які відповідають ГОСТ23949-80: ЕВЧ ЕВЛ Еві-1 Еві-2 ЕОТ-15 Існують також спеціальні електроди для зварювання міді, і сплавів з міді: ОЗБ-2М ОЗБ-3 АНЦ / ОЗМ2 Комсомолець 100АНЦ / ОЗМ3 Для зварювання такого матеріалу, як нікель і його сплави, використовують електроди: ОЗЛ-32, Б-56У. Якщо ви збираєтеся працювати з такими матеріалами, як алюміній, і його сплави, то слід вибирати електроди: ОЗАНА-1, ОЗА-1, ОЗА-2, ОЗАНА-2.
Електроди надають велику роль зварювального процесу. Як правило, зварювання, з використанням електродів буде надійніше, довговічніше, швидше, економічніше.
Ні для кого не секрет, що під час зварювання металу виконується рух електродів. Ці рухи часто називають коливальними. Існує безліч технологічних підходів до виконання зварювальних робіт металу. електродув процесі зварювання, незалежно від застосовуваного способу, повідомляється рух в трьох різних напрямках.
перше рухназивають поступальним, при якому рух йде по осі електрода. Залежно від швидкості плавлення, Поступальний рух підтримує постійний довжину дуги, Яка не повинна виходити за межі 0.5-1.2 діаметра електрода. Довжина дуги залежить від марки електродаі умов зварювання. Формування шва погіршується при зменшенні довжини дуги, а також виникає ймовірність короткого замикання (скорочено КЗ). Збільшення ж дуги є причиною підвищення розбризкування металу електрода і зниження якості зварного шва по формі і його властивостями (механічним).
другим рухом є зміщення електрода уздовж осі з метою освіти шва. Діаметр електрода, сила струму ( постійнимабо змінним) І швидкість плавлення електрода визначають швидкість руху електрода. У разі відсутності поперечних зсувів електрода, шов виходить вузький (нитковий), ширина якого дорівнює приблизно 1.5 діаметра застосовуваного електрода. Даний шов використовують при зварюванні тонкихметалевих листів.
останнім рухом є зміщення електрода поперек для коригування ширини шва і глибини плавлення металу. Дані коливальні рухи припускають високу кваліфікацію зварника і його навичок, а також визначаються характеристиками зварюваного матеріалу, положенням і розміром шва. Ширина шва, при використанні поперечних коливальних рухів варіюється в межах 1.5-5 за діаметр електрода.
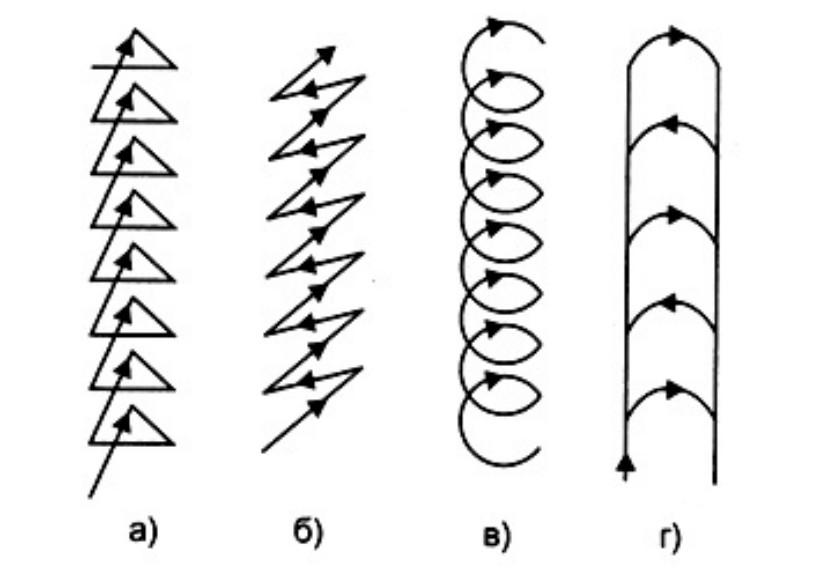
Грамотне і технічно правильне переміщення електрода - головне завдання і умова для отримання якісного шва при виконанні зварювальних робіт. Важлива певна методика виконання коливальних рухів електрода, а також раціональність його переміщення. Для виконання якісного шва існує кілька загальних способів, Що застосовуються в будь-яких ситуаціях, за допомогою яких зварювальник виконує руху під час зварювання. Це руху «ялинкою» (а), кутом (б), «рух по спіралі» (в), «рух півмісяцем» (г). рис.1
При зварюванні вертикального кутового зварювального шва найзручніше показати всі способи коливальних рухів електрода, До того ж це дуже часто застосовується операція в зварюванні виробів з прокату. При цьому ми опустимо всі питання, пов'язані з обробленням кромок і підготовкою поверхонь перед зварюванням.
Із застосуванням коливальних рухів електрода півмісяцем або по спіралі, спочатку наплавляють електродом поличку на кромки, а після дрібними порціями без пропусків і розривів наплавляют метал, рекомендується виконувати зварювання безперервно. Подальша зварювання металу виробляється поступово зі зміщенням електрода вище, за собою залишаючи, готовий зварювальний шов. Інша схема коливального руху при зварюванні - кутом, передбачає коливальні рухи електроду із застосуванням поперемінного зміщення вгору-вниз, без розривів Наплавлювані на кромки метал з рівномірним переміщенням електрода вгору.
Методика « ялинкою»характеризується рухом електрода вгору, потім вправо, Після цього по короткій траєкторії спускають вниз вліво. Бажано щоб крапля металу застигала при кожному окремому етапі зварювання між крайками. Після, пішов електрод рухають вгору вліво і знову спускають з точки підйому, але тепер вниз вправо. Такими поступовими рухами з безперервними окремими порціями, і виконується шов зварювання.
Електроди для зварювання вуглецевих і низьколегованих сталей характеризуються також рівнем зварювально-технологічних властивостей, в т.ч. можливістю зварювання у всіх просторових положеннях, родом зварювального струму, продуктивністю процесу, схильністю до утворення пір, а в деяких випадках - вмістом водню в наплавленого металу і схильністю зварних з'єднань до утворення тріщин. Перераховані характеристики, які необхідно враховувати при виборі конкретної марки електрода, в значній мірі визначаються видом покриття.
Покриття може бути:
рутиловим,
основним,
целюлозним,
Змішаним.
Електроди з кислим покриттям.
Основу цього виду покриття складають оксиди заліза, марганцю і кремнію. Метал шва, виконаний електродами з кислим покриттям, має підвищену схильність до утворення гарячих тріщин. За механічними властивостями металу шва і зварного з'єднання електроди відносяться до типів Е38 і Е42.
Електроди з кислим покриттям не схильні до утворення пір при зварюванні металу, покритого окалиною або іржею, а також при подовженні дуги. Зварювання можна виконувати постійним і змінним струмом.
Електроди з покриттям рутилу покриттям.
Основу покриття таких електродів складають рутиловий концентрат (природний діоксид титану). Метал шва, виконаний електродами з рутиловим покриттям, відповідає спокійній або напівспокійну стали. Стійкість металу шва проти утворення тріщин у електродів з покриттям рутилу покриттям вище, ніж у електродів з кислим покриттям. За механічними властивостями металу шва і зварного з'єднання більшість марок електродів рутилу відноситься до електродів типу Е42 і Е46.
Рутилові електроди мають цілу низку переваг у порівнянні з іншими видами електродів, а саме забезпечують стабільне і потужне горіння дуги при зварюванні змінним струмом, малі втрати металу на розбризкування, легку відділення шлакової кірки, відмінне формування шва. Електроди мало чутливі до утворення пір при зміні довжини дуги, при зварці вологого і іржавого металу і по окисленої поверхні.
До електродів даної групи також відносяться електроди з ільменітовим покриттям, які займають проміжне положення між електродами з кислим і рутиловим покриттями. До складу покриття цих електродів в якості основного компонента входять концентрат ільменіту (природне з'єднання діоксидів титана і заліза).
Електроди з основним покриттям.
Основу цього виду покриття складають карбонати і фтористі з'єднання. Метал, наплавлений електродами з основним покриттям, за хімічним складом відповідає спокійної сталі. Завдяки низькому вмісту газів, неметалевих включень і шкідливих домішок метал шва, виконаний цими електродами, відрізняється високими показниками пластичності і ударної в'язкості при нормальній і зниженій температурах, а також володіє підвищеною стійкістю проти утворення гарячих тріщин. За механічними властивостями металу шва і зварних з'єднань електроди з основним покриттям відносяться до електродів типу Е42А, Е46А, Е50А, Е55 і Е60.
Разом з тим за технологічними характеристиками електроди з основним покриттям поступаються іншим видам електродів. Вони дуже чутливі до утворення пір при наявності окалини, іржі і масла на крайках деталей, що зварюються, а також при зволоженні покриття і подовженні дуги. Сварка, як правило, проводиться на постійному струмі зворотної полярності. Перед зварюванням електроди в обов'язковому порядку необхідно прожарювати при високих температурах (250-420 0 С).
Електроди з целюлозним покриттям.
Покриття цього виду містить велику кількість (до 50%) органічних складових, як правило, целюлози. Метал, наплавлений целюлозними електродами, за хімічним складом відповідає напівспокійну або спокійній стали. У той же час він містить підвищену кількість водню. За механічними властивостями металу шва і зварних з'єднань електроди з целюлозним покриттям відповідають електродів Е42, Е46 і Е50. Для целюлозних електродів характерне утворення рівномірного зворотного валика шва при односторонньому зварюванні у висячому положенні, можливість зварювання вертикальних швів способом зверху вниз.
Всі описані вище електроди, призначені для зварювання вуглецевих і низьколегованих сталей, з будь-яким видом покриття повинні відповідати вимогам ГОСТ 9466-75 і ГОСТ 9467-75, а також вимогам технічних умов на електроди.
У технічних умовах можуть міститися додаткові вимоги, які є необхідними для більш ефективного ведення процесу і / або отримання зварних з'єднань з особливими характеристиками і підвищеною експлуатаційною надійністю.
При роботі з ручним електродуговим зварюванням ви постійно працюєте з електродами. Цей елемент зварювального процесу не настільки простий як здається і має свою велику класифікацію. Сьогодні можна підібрати вироби під будь-які потреби, виходячи з зварюються, виду обладнання, необхідних властивостей шва і безлічі допоміжних параметрів. Нижче ви ознайомитеся з класифікацією покритих електродів і їх позначенням.
Електроди, застосовувані для робіт з ручного дугового зварювання поділяються на плавляться та не плавляться. Стрижні, що плавляться при зварюванні, виготовляють з чавуну, сталі, міді або іншого металу, в залежності від матеріалу. Вони грають роль анода або катода, а також виконують функцію присадочного матеріалу. Бувають покриті або непокриті.
Покриття в плавящихся стрижнях виконує багато функцій від утримання дуги, до формування газової хмари, що перешкоджає окисленню шва.
Плавляться електроди для зварювання, виготовляють з різних тугоплавких матеріалів - графіт, вольфрам або вугілля. Служать вони для розпалу й утримання дуги, а заповнення шва присадками виконується за допомогою ручної подачі плавкого матеріалу. 
З чого складається плавиться електрод
Плавкі електроди для ручного дугового зварювання складаються з внутрішнього стрижня і зовнішнього шару. Згідно з вимогами Держстандарту, при створенні плавляться, зварювальних використовуються різноманітні стали: вуглецеві, з більшим чи малим числом домішок, також застосовують мідь, алюміній, нікель і інші кольорові метали. Склад стрижня обумовлений зварюються матеріалом, так як обидва металу повинні підходити один одному. Виняток становить чавун, який може зварюватись як сталевими, так і електродами з міді і заліза.
Як і стрижень, зовнішній шар виготовляється з урахуванням зварюваного металу, саме тому його склад може дещо змінюватися. Але незважаючи на це воно незмінно виконує наступні функції:
- сприяє утриманню дуги;
- виробляє шлак обволікає зварювальну ванну, розплавляючи мінеральні компоненти покриття;
- виробляє захисний газ, що з'являється як наслідок горіння органічних компонентів покриття.
- виконує розкислення або легування металу.
Класифікація покритих електродів
З огляду на довгий список всіляких варіацій з покриття, сплаву і інших параметрів покритих електродів, для більш зручного пошуку потрібного типу стрижнів вони отримали широку класифікацію. Види зварювальних електродів поділяють виходячи з таких ознак:
По призначенню:
- сплави з малою часткою домішок і вуглецеві сплави;
- матеріал з великим числом лігатур;
- сплави посиленою міцності і з унікальними властивостями;
- наплавочні електроди з унікальними властивостями.
Тип - значення кінцевого шва, що характеризується міцністю на розрив, тимчасове або точкове механічний вплив.
Марки зварювальних електродів - унікальне значення привласнюється виробником для внутрішньої класифікації виробів. Саме тому маркування електродів для зварювання однакових за параметрами, але від різних виробників може бути різною.
Товщина зовнішнього шару - виходячи їх співвідношень товщини, до розміру центрального дроту класифікують зовнішній шар на - тонкі, середньої товщини, товсті і самі товсті.
Рід струму - електроди постійного струму, змінного з прямим або зворотним підключенням.
Склад покриття - є поділ на зварювальний електрод з кислотним, основним, целюлозним, рутиловим, шаром зі збільшеною концентрацією заліза, напилення складається з різних шарів.
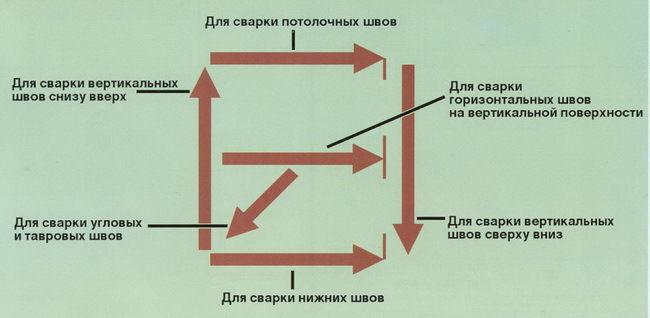
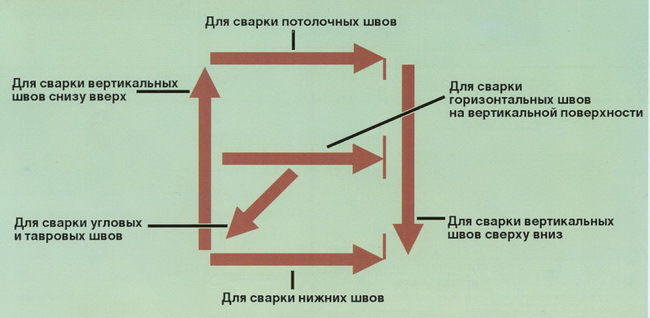
За допустимим положенням стрижні розділяють на вироби допустимі до роботи в:
· Будь-яких положеннях;
· Всіх за винятком вертикального, спрямованого вниз;
· Нижня і вертикальне спрямоване догори;
· Нижня.
За якістю або за станом шва, після роботи зі стрижнями електроди поділяють на три групи. Вироби кращої якості відносяться до першої групи.
Товщина - параметр вказує на діаметр сталевої основи, може бути в межах від 1.6 до 12 мм.
Маркування зварювальних електродів і їх розшифровка
Щоб розібратися які електроди представлені перед вами слід вивчити їх маркування. Кожна упаковка містить інформацію про 9 основних характеристиках згідно ГОСТ 9466-75.
![]()
- типи покритих електродів для зварювання.
Високоміцні сталі, з великою часткою вуглецю, високими або низькими відсотками лігатур, варяться електродами з маркуванням, що починається з символу Е - електрод, потім йдуть цифри, що вказують на гранично допустимі навантаження при розтягуванні (кгс_мм2), в кінці стоїть індекс А - позначає підвищену стійкість шва до пластичним і ударних навантажень. Наприклад: Е 42, Е 50, Е46 А, Е 60 і тд.
Термостійкі і високолеговані стали: символу Е, цифр після тире, вказують на кількість вуглецю, слідом йдуть літери і цифри - вказують на конкретний хімічний елемент (А - азот, М-молібден, Ф - ванадій і тд.) І його кількість в сотих частках . Хімічні складові розташовані в порядку убування їх кількості в виробі. Наприклад: Е-09М; Е-10ХЗМ1БФ; Е-30Г2ХМ і тд. - марки електродів для зварювання
Марки - параметр індивідуальний і залежить виключно від виробника. - Діаметр
Товщина внутрішньої частини покритого електрода коливається в межах від 1.6 до 12 мм, в побуті найчастіше використовуються товщини 3-5 мм. - призначення
Виготовлені для роботи з вуглецевими сталями і з низьким числом домішок, а також міцністю до 60 кгс / м2, електроди маркуються буквою - У;
Леговані конструкційні сталі з межею міцності вище 60кгс / м2, зварюють виробами з маркуванням - Л;
Продукцію для сталей з низьким коефіцієнтом теплопровідності маркуютьлітерою - Т;
Метали з великою часткою домішок і унікальними властивостями можна зварювати виробами з маркуванням - В;
Наплавлювальні шари з унікальними характеристиками виробляються виробами з маркуванням - Н. - товщина покриття
Значення, що показує співвідношення товщини покриття до внутрішнього стрижня. Якщо це відношення менше 1.2, то виріб маркують символом М і відносять до тонко покритим; середній шар в межах від 1.2 до 1.45 маркується символом С; товсті - від 1.45 до 1.8 зазначають символом Д і нарешті найтовстіше, ставлення якого більш 1.8 маркують позначкою Г. - Основні властивості шва
Точні властивості сплавів, для кожного типу ці значення власні і вказують на міцність, процентний склад домішок, робочу температуру шва і ряд інших показників. Дані значення можна знайти у відповідних таблицях з розшифровками. - Вид електродного покриття
А - кислотне покриття.
Б - фтористо-кальциевое.
Ц - целюлоза.
Р - рутилове.
Ж - підвищений вміст заліза.
Також існують змішані види покриття електродів, які маркується декількома буквами виходячи зі складу. - Маркування просторових положень
1 - все,
2 - все, крім вертикального, спрямованого вниз;
3 - нижня, плюс вертикальне (рух знизу-вгору);
4 - виключно нижнє. - Рід зварювального струму і підключення
- Індекс 0 електроди для постійного струму і зворотним підключенням;
- індекс 1,4, 7 - вказує на вироби для будь-яких пологів напруги і будь-яких підключень;
- покажчики - 2,5,8 - струм будь-, але підключення повинно бути прямим;
- індекси - 3,6,9 для будь-яких струмів і зворотного підключення.
Виробники зварювальних електродів
Нижче, представлена \u200b\u200bтрійка кращих виробників зварювальних, покритих електродів Росії:
- НПП «Зварювання Євразії». За більш, ніж 70 річну історію компанія встигла освоїти повний цикл виробництва електродів і на даний момент випускає всі види електродів - плавляться, зварювальні, для легованих сталей і багато інших.
- ЗАТ «Електродний завод». Виробник славиться своїми виробами, що поставляються на найбільші машинобудівні заводи країни, також компанія випускає продукцію і для рядового споживача. Професійні зварювальники відзначають зручність роботи і якість продукції даної компанії.
- ТОВ «НВО Спецелектрод». Вироби цієї фірми це понад 50 різних марок споживчих стрижнів товщиною до 6мм. Також виробництво приймає індивідуальні замовлення.
Не варто забувати і про світових лідерів, трійка кращих:
- Esab - компанія з віковою історією та продукцією, визнаною кращою в світі. Ці Шведські електроди знають на всіх континентах як найякісніші.
- Kobe Steel - Японська компанія, що одержала популярність за рахунок поставок їхньої продукції нафтовидобувним підприємствам.
- Klöckner & Co SE - німецька компанія, яка виробляє сталь і витратні матеріали для зварювальних робіт. Електроди для зварювання даної фірми дуже популярні і широко використовуються в Росії.




