Kontaktli payvandlash uchun elektrod. Kontaktli nuqtali payvandlash uchun mashinalarning elektrodlarini charxlash uchun qurilma
Nuqtali payvandlash - bu bir-birining ustiga chiqadigan qismlar bir yoki bir nechta nuqtada birlashtirilgan usul. Elektrosprey bilan ta'minlanganda, mahalliy isitish sodir bo'ladi, natijada metall erishi va qulashi sodir bo'ladi. Elektr boshq yoki gaz bilan payvandlash yordamida payvandlashda hech qanday qo'shimcha material talab qilinmaydi: eriydigan elektrodlar emas, balki qismlarning o'zlari. Inert gaz bilan o'ralgan bo'lish shart emas: pishirish hammomi etarli darajada lokalizatsiya qilingan va atmosfera kislotasi ta'siridan himoyalangan. Pivo niqobsiz yoki qo'lqopsiz ishlaydi. Bu jarayonni yaxshiroq ko'rish va nazorat qilish imkonini beradi. Spotli payvandlash past narxda yuqori mahsuldorlikni (600 ball / mingacha) ta'minlaydi. U shtatning turli galuzlarida keng qo'llaniladi: moslashishdan parvozga qadar, shuningdek kundalik maqsadlarda. Har bir avtomobil ta'mirlash ustaxonasi spotli payvandlashsiz ishlamaydi.
Spotli payvandlash uchun o'rnatish
Robotlar spotter deb ataladigan maxsus payvandlash mashinasida tugatiladi. Statsionar (ustaxonalarda ishlash uchun) va ko'chma mavjud. O'rnatish 380 yoki 220 V quvvat manbai ostida ishlaydi va minglab amperlik zaryadlovchi oqim hosil qiladi, bu invertorlar va avtomatik mashinalarga qaraganda sezilarli darajada yuqori. Oqim mis yoki uglerod elektrodiga beriladi, u sirtga bosiladi, u pnevmatik yoki qo'l kuchi bilan payvandlanadi. Termal harakat sodir bo'ladi, bu bir necha millisekund davom etadi. Biroq, u sirtni ishonchli yopishtirish uchun ishlatiladi. Oqim vaqti minimal bo'lgani uchun issiqlik metall bo'ylab uzoqqa tarqalmaydi va payvandlash nuqtasi tezda etib boradi. Payvandlash oddiy po'latdan, galvanizli po'latdan, zanglamaydigan po'latdan, misdan, alyuminiydan tayyorlangan qismlarda amalga oshiriladi. Sirtning qalinligi har xil bo'lishi mumkin: o'rnatish uchun eng yaxshi qismlardan 20 mm qalinlikdagi choyshablargacha.

Aloqa nuqtasini payvandlash bir elektrod yoki ikkita turli tomonlar bilan amalga oshirilishi mumkin. Birinchi usul yupqa sirtlarni payvandlashda yoki har ikki tomondan bosim o'tkazish mumkin bo'lmagan hollarda qo'llaniladi. Boshqa usul uchun qismlarni qisish uchun maxsus penselardan foydalaning. Ushbu parametr yanada ishonchli mahkamlashni ta'minlaydi va ko'pincha qalin ish qismlari bilan ishlash uchun ishlatiladi.
Oqim turiga qarab spotli payvandlash qurilmalari quyidagilarga bo'linadi.
- o'zgaruvchan oqim ustida ishlash;
- barqaror oqim ustida ishlash;
- past chastotali uskunalar;
- kondansatör tipidagi qurilma
Egalikni tanlash texnologik jarayonning o'ziga xos xususiyatlariga bog'liq. O'zgaruvchan jet uskunasining eng katta kengayishi.
Joyga buriling
Spotli payvandlash uchun elektrod

Spotli payvandlash uchun elektrodlar elektr boshq manbai uchun elektrodlardan farqlanadi. Ular nafaqat qaynatilgan sirtga bug 'berilishini, balki presslash funktsiyasini, shuningdek, issiqlik kiritishiga ta'sirini ham ta'minlaydi.
Ish jarayonining yuqori intensivligi mexanik va kimyoviy in'ektsiyalarga chidamli yuqori sifatli materialga bo'lgan ehtiyojni talab qiladi. Eng katta foyda xrom va sink qo'shilgan mis (0,7 va 0,4% ishonchli) bilan namoyon bo'ladi.
Payvandlash nuqtasining kuchi asosan elektrodning diametri bilan belgilanadi. Nosozlik birlashtirilishi kerak bo'lgan qismlar sonidan kamida 2 baravar ko'p. Qaychi mashinalarning o'lchamlari GOST tomonidan tartibga solinadi va diametri 10 dan 40 mm gacha. Elektrodlarning tavsiya etilgan o'lchamlari jadvalda keltirilgan. (1-rasm)
Oddiy po'latlarni payvandlash uchun elektrodlarni tekis ishlaydigan sirt bilan yaxshilab payvandlash kerak; yuqori uglerodli va qotishma po'latlarni, mis, alyuminiyni - sharsimon payvandlash uchun.

Sferik uchlari bo'lgan elektrodlar yanada chidamli: qayta o'tkirlashdan oldin siz ko'proq qirralarga ega bo'lasiz.
Bundan tashqari, ular universal bo'lib, har qanday metallni payvandlash uchun mos keladi va alyuminiy yoki magniyni payvandlash uchun tekis sirt o'qi chuqurchalar hosil qilish uchun ishlatiladi.
Tanqidiy kirish mumkin bo'lgan joylarda nuqta payvandlash kavisli elektrodlar bilan yakunlanadi. Shu kabi aql va robotlar bilan ishlaydigan pivo ishlab chiqaruvchisi har doim turli shakldagi elektrodlar to'plamiga ega bo'ladi.
Oqimni ishonchli tarzda uzatish va bosimni ta'minlash uchun elektrodlar elektrod trimmeriga mahkam bog'langan bo'lishi kerak. Buning uchun qo'nish qismlariga konus shaklini bering.
Barcha turdagi elektrodlar tishli yoki silindrsimon yuzaga o'rnatilishi mumkin.
Joyga buriling
Nuqtali payvandlash parametrlari
Jarayonning asosiy parametrlari - kuchning kuchi, impulsning kuchi va siqilish kuchi.
Pishirish oqimining kuchi ko'rinadigan issiqlik miqdori, isitishning suyuqligi va pishirilgan yadro hajmini o'z ichiga oladi.
Issiqlik oqimining kuchi va yadroning kattaligi bo'yicha kattalik tartibi impulsga kuch qo'shadi. Biroq, to'g'ri momentga erishilganda, bug'lanish bosqichi boshlanadi, barcha issiqlik payvandlash zonasidan chiqariladi va endi eritilgan metallga va yadro hajmiga oqib chiqmaydi. Shu sababli, oqimni etkazib berishda kuchaygan qiyinchiliklar oxir-oqibat samarasiz bo'ladi.

Susilla siqilishi qaynatilayotgan sirtga plastik deformatsiyani quyib, issiqlikni qayta taqsimlaydi va yadroni kristallashtiradi. Yuqori siqilgan bosim elektroddan payvandlanadigan qismlarga va teskari yo'nalishda ketadigan elektr oqimining tayanchini pasaytiradi. Keyin, oqimning kuchi oshadi, erish jarayoni tezlashadi. Ulanish, yuqori bosimli Vikonan, katta ahamiyatga ega. Katta struma bosimi bilan bosim erigan metallning chayqalishiga aylanadi. Ushbu epizodlarda stressni yo'qotish va yadro qalinligini oshirish uchun strum yoqilgandan keyin bosim ostida qo'shimcha qisqa muddatli harakat amalga oshiriladi.
Ular yumshoq va qattiq ko'rishadi. Yumshoq rejimda oqimning kuchi kamroq (oqimning qalinligi 70-160 A / mm²), pulsning kuchi bir necha soniyagacha davom etishi mumkin. Ushbu turdagi payvandlash past karbonli po'latlarni payvandlash uchun ishlatiladi va agar ish kam quvvatli mashinalarda amalga oshirilsa, uy xo'jaliklarida keng qo'llaniladi. Qattiq rejimda bosim pulsining davomiyligi (160-300 A / mm²) 0,08 dan 0,5 soniyagacha bo'ladi. Tafsilotlarga imkon qadar ko'proq e'tibor berish kerak. Isitish va sovutish pishgan yadroning korroziyaga qarshi chidamliligini saqlab qolish imkonini beradi. Qattiq rejim mis, alyuminiy va yuqori qotishma po'latlar bilan ishlash uchun ishlatiladi.
Optimal parametrlarni tanlash ko'plab omillarni hisobga olish va kengayishdan keyin sinovga bog'liq. Sinov tajribalarini o'tkazish mumkin emas yoki samarasiz bo'lgani uchun (masalan, uyda bir martalik pivo tayyorlash bilan), mutaxassislar tomonidan belgilangan rejimlarga rioya qilish kerak. Oddiy po'latlarni payvandlash uchun oqim kuchi, impuls kuchi va siqilishning tavsiya etilgan parametrlari jadvalda ko'rsatilgan. (2-rasm)
Joyga buriling
Mumkin bo'lgan nuqsonlar va ularning sabablari

Shubhasiz, Vikonana punkti ishonchli ulanishni ta'minlaydi, uning xizmat muddati virusning o'zi xizmat qilish muddatidan kattaroqdir. Biroq, texnologiyaning buzilishi nuqsonlarga olib kelishi mumkin, ularni 3 asosiy guruhga bo'lish mumkin:
- qaynatilgan yadroning o'lchamlarining etarli emasligi va uning qismlari barqarorligi uchun holatini yaxshilash;
- mexanik shikastlanish: yoriqlar, chuqurliklar, qobiqlar;
- payvandlash nuqtasiga ulashgan zonada metallning mexanik va korroziyaga qarshi xususiyatlarini yo'q qilish.
Keling, muayyan turdagi nuqsonlarni va ularning sabablarini ko'rib chiqaylik:
- Penetratsiyaning etishmasligi jetning etarli darajada mustahkamligi, ortiqcha bosim yoki eskirgan elektrod tufayli yuzaga kelishi mumkin.
- Tashqi yoriqlar juda ko'p kuchlanish, etarli darajada siqilish va sirtning pürüzlülüğü tufayli paydo bo'ladi.
- Miyaning chetlarini yirtib tashlang va ularga yaqin yadrolarni o'stiring.
- Elektrodlardagi tishlar ish yuzasi juda kichik, noto'g'ri o'rnatish, ortiqcha bosim, juda yuqori oqim va ahamiyatsiz puls bo'lganda paydo bo'ladi.
- Eritilgan metallning chayqalishi va uning qismlari orasidagi bo'shliq (ichki chayqalish) metall qobiqning yadrosida, barqaror o'rnatilgan elektrodlarda yaratilgan etarli darajada siqilish yo'li bilan sodir bo'ladi.
- Qismlar yuzasida erigan metallning tashqi chayqalishi bosimning etarli emasligi, ortiqcha oqim sharoitlari, sirtning pürüzlülüğü va elektrodlarning noto'g'ri joylashishi tufayli yuzaga kelishi mumkin. Qolgan ikkita mansabdor shaxs oqimning bo'linishi va metallning erishi bir xilligiga salbiy ta'sir ko'rsatadi.
- Ichki yoriqlar va qobiqlar oqim va soatning er usti rejimlari orqali rivojlanadi, etarli emas yoki kechiktirilgan siqish, sirtning tiqilib qolishi mavjud. Kichkina qobiqlar yadroni sovutish vaqtida paydo bo'ladi. Ularning oldini olish uchun, jet beslemeni boshlagandan so'ng, zarb bosimini qo'llang.
- Yadroning tartibsiz shakli va uning qisqarishining sababi peroksid va elektrodlarning noto'g'ri joylashishi va qismlar yuzasining pürüzlülüğüdür.
- Sirtdagi pürüzlülük merosi yoki etarli darajada siqilish yo'qoldi. Ushbu kamchilikka yo'l qo'ymaslik uchun suyuqlikni faqat bosim bo'ylab mustahkamlangandan keyin qo'llash kerak.
Kamchiliklarni aniqlash uchun vizual tekshiruv, rentgenografiya, ultratovush tekshiruvi va kapillyar diagnostika qo'llaniladi.
Robotlarni sinovdan o'tkazishda payvandlash nuqtasining yorqinligini nazorat qilish razrivu yordamida amalga oshiriladi. Yadro bir tomondan butunlay yo'qolgan bo'lishi mumkin, ikkinchisida esa - chuqur krater.
Kamchiliklarni tuzatish ularning tabiatiga bog'liq. Tashqi chayqalishlarni mexanik tozalash, deformatsiya paytida zarb qilish, stressni bartaraf etish uchun termal ishlov berish. Ko'pincha nuqsonli nuqtalar shunchaki qayta ishlanadi.
Elektrodlarning dizayni elektrodning ishchi qismining qismlar payvandlanadigan joyga kirishini ta'minlaydigan shakl va o'lchamda bo'lib, u mashinaga qo'lda va ishonchli o'rnatishga tayyor va ishchi sirtning yuqori qarshiligini ta'minlaydi. .
Ishlab chiqarish va ishlatish eng oson to'g'ridan-to'g'ri elektrodlar bo'lib, ular GOST 14111-69 bo'yicha payvandlanadigan qismlarning metall darajasiga qarab turli xil mis elektrod qotishmalaridan yig'iladi.
Biroq, masalan, turli metallarni yoki chidamliligi katta farqli qismlarni payvandlashda elektrodlarning kislotali qismlarini olib tashlash uchun past elektr issiqlik o'tkazuvchanligiga (muhitning 30...40%) erishish kerak. Butun elektrod bunday metalldan tayyorlanganligi sababli, u yuqori elektr tayanchining ramkasi orqasida payvandlash oqimidan intensiv ravishda isitiladi. Bunday hollarda elektrodning asosi mis qotishmasidan, ishchi qismi esa yarimo'tkazgichni normal qoliplash uchun zarur bo'lgan xususiyatlarga ega bo'lgan metalldan tayyorlanadi. Ishchi qism 3 almashtirilishi mumkin (1-rasm, a) va 1-stendda boshqa gayka 2 orqasida mahkamlangan bo'lishi mumkin. Ushbu dizayndagi elektrodlarni qo'lda olib tashlash mumkin, chunki u payvandlash uchun metall qismlarning turi va markasini o'zgartirishga imkon beradi. kerakli ishchi qismini o'rnatish uchun. O'zgartirilishi mumkin bo'lgan qismga ega elektrodning etarli emasligi qismlarni yaxshi usullar va etarli darajada intensiv sovutish bilan payvandlashda uning turg'un bo'lib qolish ehtimoliga olib keladi. Shuning uchun bunday elektrodlarni yuqori tezlikda ishlab chiqarishning muhim rejimlarida ishlatmaslik kerak.
Kichik 1. Boshqa metalldan tayyorlangan ishchi qismi bo'lgan elektrod
Elektrodlarning ishchi qismi lehimli (1-rasm, b) yoki bosilgan uchida (1-rasm, c) yig'iladi. Maslahatlar volfram, molibden yoki ularning tarkibi asaldan tayyorlanadi. Volfram uchini bosganda, elektrod bazasi bilan ishonchli aloqani ta'minlash uchun uning silindrsimon yuzasini maydalash kerak. Qalinligi 0,8...1,5 mm bo'lgan zanglamaydigan po'latdan yasalgan qismlarni payvandlashda volfram qo'shimchasining diametri 3 (1-rasm, v) 4...7 mm, bosilgan qismning chuqurligi 10.. ga teng. .12 mm, va qismning chuqurligi 1, 5 ... 2 mm, chiqadi. Agar chiqadigan qism juda uzun bo'lsa, haddan tashqari qizib ketishdan va elektrodning qarshiligining pasayishidan ehtiyot bo'ling. Qo'shimchaning ishchi yuzasi tekis yoki sharsimon bo'lishi mumkin.
Elektrodlarni loyihalashda alohida e'tibor, o'tirish qismining shakli va o'lchamlariga bog'liq bo'lishi mumkin. Konusning eng keng qismi qo'nish qismi bo'lib, u kam bo'lmasligi mumkin. Qisqartirilgan konusli elektrodlarni vikorstanlar bilan kichik suzillar va strumlarni payvandlashda qattiqlashtirish osonroq. Shu bilan birga, konusning o'rnatilishi mavjud, aks holda elektrodlarni birlashtiruvchi gayka yordamida tirqishlarga mahkamlash tiqilib qoladi. Elektrodlarning bunday ulanishi tavsiya etilishi mumkin. boy nuqta mashinalari, agar onangizning tashqariga chiqishi muhim bo'lsa, elektrodlar orasida yoki qisqichlarda turing. Turli xil shakldagi elektrod trimmerlarini ishlatganda, silindrsimon o'tiradigan qism bilan bir xil elektrodlarni o'rnating (bo'lim. 8-rasm, d).
Qachon qatlamli payvand chog'i qismlari va joyga yomon yondashuvlar, buklama strukturasini tashkil etuvchi yuqori shaklli elektrodlar to'g'ridan-to'g'ri pastroq, kamroq qo'lda ishlaydi va, qoida tariqasida, chidamlilik kamayadi. Shuning uchun, shakllangan elektrodlar butunlay turg'un bo'lishi kerak, chunki ularsiz pivo tayyorlash mumkin emas. Shakllangan elektrodlarning o'lchamlari va shakli qismlarning o'lchamlari va konfiguratsiyasiga, shuningdek, payvandlash mashinasining elektrodetrimatorlari va konsollarining dizayniga bog'liq (2-rasm).
Kichik 2. Shakllangan elektrodlarning har xil turlari
Ish soati ostida shakllangan elektrodlar elektrodlarni tanlash va loyihalashda e'tiborga olinishi kerak bo'lgan signalning eksadan tashqari hisobotida muhim momentni chaqiradi. Yakuniy moment va konsol qismining kichik haddan tashqari kesilishiga olib keladi, bu esa sezilarli bahor deformatsiyalarini yaratadi. Shu bilan bog'liq holda, elektrodlarning ishchi yuzalarining muqarrar ravishda o'zaro siljishi, ayniqsa, bir elektrod to'g'ri, ikkinchisi esa shakllangan bo'lsa. Shuning uchun shaklli elektrodlar ishchi sirtining sharsimon shakliga ega. Ajoyib momentlar bilan mashhur bo'lgan ba'zi shaklli elektrodlarda konusning qo'nish qismi va elektrodetrimatorning rozetkasining deformatsiyasi bo'lishi mumkin. 16, 20, 25 mm diametrli, lekin 750, 1500 va 16, 20, 25 mm diametrli elektrodlarning konuslari uchun oldingi ma'lumotlarga bronza Br.NBT dan yasalgan shaklli elektrodlar va issiqlik bilan ishlangan bronza Br.H dan elektrodotrimatorlar uchun ruxsat etilgan chegaralangan momentlar qo'shiladi. 3200 kg × div. Shakllangan elektrodning konus qismi ruxsat etilganidan kattaroq momentni boshdan kechirganligi sababli, konusning maksimal diametrini oshirish kerak.
Katlanadigan keng shaklli elektrodlarni loyihalashda, avvalo, oson shakllantirilishi mumkin bo'lgan plastilin, yog'och yoki metalldan modelni tayyorlash tavsiya etiladi. Bu sizga shakllangan elektrodning eng oqilona o'lchamlari va shaklini o'rnatish va metallni tayyorlashda ishlov berishdan qochish imkonini beradi.
Shaklda. 3, cheklangan kirish joylarida bir qator payvandlash operatsiyalari amalga oshirildi. Qobiq bilan payvandlangan profil joy almashgan ishchi yuzasiga ega bo'lgan pastki elektrod bilan mog'orlanadi (3-rasm a).
Kichik 3. Shakllangan elektrodlarning qattiqlashishini qo'llang
Yuqori elektrodning dumbasi qiya o'tkirlashadi va pastki, shaklli ko'rsatkichlar shaklda. 3, b. Elektr ottrimatorning vertikal o'qi burchagi 30° dan oshmasligi kerak, aks holda el.o.trimachning konussimon ochilishi deformatsiyalanadi. Yuqori elektrodni qopqoq bilan o'rnatish imkoni bo'lmasa, u ham shakllantirilishi mumkin. Shakllangan elektrod osongina kirish mumkin bo'lgan payvandlash joyiga erishish uchun ikkita sirtda egiladi (3-rasm, c-e). Payvandlash qismlari uchun mashinada konsollarning gorizontal harakati yo'q, rasmda ko'rsatilgan. 3, bir xil villotlar bilan elektrodlarning ikkita raqamini birlashtirmang.
Ba'zi shaklli elektrodlar hatto ajoyib daqiqalarni ham ushlaydi. Konusning o'tiradigan qismining deformatsiyasini oldini olish uchun shaklli elektrod elektrodetrimachning tashqi yuzasiga qisqich va vint yordamida qo'shimcha ravishda mahkamlanadi (4-rasm, a). Villotli shaklli elektrodlarning qiymati ularni saqlash (mustahkamlangan) bilan almashtirilganda sezilarli darajada oshadi. Shu maqsadda elektrodning asosiy qismi po'latdan, elektrod esa mis qotishmasidan tayyorlanadi (4-rasm, b). Tel-tashuvchi qismlarni bir-biriga ulash qo'shimcha lehim yordamida, po'lat konsol bilan esa - vintlardek amalga oshirilishi mumkin. Mumkin bo'lgan dizayn varianti, mis qotishmasidan tayyorlangan shaklli elektrod po'lat elementlar (kayışlar) bilan mustahkamlangan (mustahkamlangan) bo'lsa, bu elektrod atrofida yopiq halqa hosil qilmaydi, chunki u jetlar bilan indüklenir, Elektrodning isishi kuchayishi. Muhim daqiqalarni ifodalovchi shaklli elektrodlarning mahkamlanishi elektrodotrimach o'rniga mashinaga o'rnatish uchun butunlay bo'ysundirilgan silindrsimon qismga to'liq yig'iladi (bo'lim. 4-rasm, b).
Kichik 4. Ajoyib yakuniy lahzani suratga olish uchun elektrod:
a - elektrodetrimachning tashqi yuzasi uchun armatura bilan;
b – mustahkamlangan elektrod: 1 – temir konsol; 2 - elektrod; 3 - strumopiddeniya
Ko'pincha spotli payvandlash elektrodlarni ichki sovutishni o'z ichiga oladi. Biroq, agar payvandlangan material kichik tasavvurlar elektrodlari bilan yoki katta isitish bilan payvandlangan bo'lsa va payvandlangan material korroziyaga moyil bo'lmasa, u tashqi sovutish tufayli qisqichlarda turg'un bo'ladi. Sovutish suvi maxsus quvurlar orqali yoki elektrodning ish qismidagi teshiklar orqali beriladi. Sovuq shakldagi elektrodlar bilan ishlash juda qiyin, shuning uchun elektrodning konsol qismidagi kichik kesmalar orqali to'g'ridan-to'g'ri ishlaydigan qismga suv etkazib berish har doim mumkin. Ba'zi sovutish moslamalari ingichka mis quvurlar yordamida qurilgan bo'lib, ular shakllangan elektrodning konsol qismining yon yuzalariga katta hajmgacha lehimlanadi. Shakllangan elektrodlar har doim tekis elektrodlarga qaraganda sovuqroq ekanligini biladigan shifokorlar ko'pincha shakllangan elektrodning ishchi qismini haddan tashqari qizib ketishi va qarshilikning pasayishiga yo'l qo'ymaslik uchun payvandlash tezligini sezilarli darajada kamaytirishlari kerak.
Agar siz qisqichlarni juda qulay joylarda payvand qilishni tanlasangiz, shuningdek, elektrodlarni tez-tez almashtirish zarurati bo'lsa, elektrodlarning mahkamlanishi rasmda ko'rsatilganidek o'rnatilishi kerak. 5. Ushbu turdagi mahkamlash yaxshi elektr aloqasini, elektrodlarning kuchlanishini qo'lda sozlashni, shikastlanishga yaxshi qarshilik ko'rsatishni va elektrodlarni osongina olib tashlashni ta'minlaydi. Biroq, bunday elektrodlarda ichki sovutish yo'qligi sababli, ular kichik darajada (5...6 kA gacha) va past tezlikda payvandlanganda turg'unlashadi.
Kichik 5. Elektrodlarni biriktirish usullari
Qulaylik uchun robotlar bir qator ishchi qismlarni siljitish uchun elektrodlardan foydalanadilar. Ushbu elektrodlar olinadigan yoki aylanadigan bo'lishi mumkin (6-rasm) va elektrodlarni o'rnatishni sezilarli darajada soddalashtiradi va tezlashtiradi (ishchi yuzalarning tiqilishi).
Kichik 6. (a) va sirt (b) elektrodlarini ko'p pozitsiyali qayta joylashtirish:
1 – elektr dotrimax; 2 - elektrod
Elektrodlar elektrodetrimatorlarga o'rnatiladi, ular bosim va bosim o'tkazadigan payvandlash mashinasining konsol qismlariga o'rnatiladi. Jadvalda Qo'shimcha ma'lumot uchun nuqtali payvandlash mashinalarining asosiy turlarining to'g'ridan-to'g'ri elektrodotrimatorlarining o'lchamlari aniqlangan. Elektrodetrimatorlar elektr o'tkazuvchanligi sezilarli darajada yuqori bo'lgan yuqori sifatli mis qotishmalaridan tayyorlanadi. Ko'pincha elektrodetrimator Br.Kh bronzadan tayyorlanadi, u kerakli qattiqlikni (HB 110 dan kam bo'lmagan) olish uchun termal ishlov beriladi. Po'latlarni payvandlashda, kichik jetlar (5...10 kA) turg'un bo'lganda, elektrodetrimatorlar to'liq Br.NBT bronza yoki silikon-nikel bronzadan tayyorlanadi. Ular qo'nish elektrodotrimaxining konusning ochilishi o'lchamlarini saqlashni ta'minlash uchun mo'ljallangan.
Jadval. Elektr nuqta trimmerlarining o'lchamlari mm
To'g'ri elektrodotrimatorlar eng katta kenglikka ega (7-rasm). Bo'sh elektrod nasosining o'rtasida suv bilan ta'minlash uchun quvur mavjud bo'lib, u orqali elektrodni etarli darajada intensiv sovutish mavjud. Quvur devorining qalinligi 0,5-0,8 mm bo'lsa, tashqi diametri elektrod ochilishining diametriga nisbatan 0,7-0,75 ga aylanishi kerak. Elektrodlarni tez-tez almashtirganda, elektrodotrimaxni visorlardan butunlay olib tashlash kerak (7-rasm, b). Elektrodni qo'nish rozetkasidan olib tashlash zarba beruvchini 5 zanglamaydigan po'latdan yasalgan trubka - pin 1 bilan bog'langan yog'och bolg'a bilan urish orqali amalga oshiriladi. bahor 2. Vishtovhuvachning oxiri uning yuzasida qulog'iga tegishi muhim, aks holda elektrodning o'tiradigan qismi elektrodetrimachdan chiqarilganda tezda hizalanishdan chiqib, tiqilib qoladi. Ishlash uchun qulay uchi elektrodotrimach 1 ning uchi bo'lib, u almashtiriladigan tishli vtulka 2 ga o'xshaydi, unda elektrod 3 o'rnatilgan (7-rasm, c). Ushbu konstruksiya 2-gachasi gilzani chidamliroq metalldan ishlab chiqarish va boshqa diametrli o‘rnatilgan elektrod eskirganda uni almashtirish imkonini beradi, shuningdek, po‘lat egilgan joy yo‘riqnoma tomonidan tiqilib qolganda elektrodni olib tashlash ham oson. butaning o'rtasida.

Kichik 7. To'g'ridan-to'g'ri elektrodotrimatorlar:
a - normal;
b - z vishtovhuvachem;
ichida - almashtiriladigan vtulka bilan
Shakllangan elektrodlar qismlarni payvandlashda tiqilib qolish ehtimoli ko'proq bo'lganligi sababli, kichik o'lchamdagi elementlarni ulash kerak bo'lganligi sababli, ularning katta o'lchamlari bilan maxsus shaklli elektrodotrimalar va oddiy elektrodlardan foydalanish kerak, Shakllangan elektrod trimmerlari. omborlar sifatida ishlatilishi va vertikal o'qgacha bo'lgan turli xil ostida elektrodlarning o'rnatilishini ta'minlash (8-rasm, a). Bunday elektrod trimmerining afzalligi elektrod kuchlanishini oson sozlashdir. Bir qator turlar uchun shaklli elektrodni shaklda ko'rsatilgan elektrodetrimator bilan almashtirish mumkin. 8, b. Osonlik bilan sozlanishi mumkin bo'lgan elektr dotrimatorga ham qiziqish bor (8-rasm, c). Elektr dotrimning 90 ° burchagi ostida egilgan struktura rasmda ko'rsatilgan. 30 g von elektrodni silindrsimon o'rindiq bilan mahkamlash imkonini beradi. Maxsus vintli qisqich vintni mahkamlash va elektrodlarni olib tashlashni ta'minlaydi. Shaklda. 9 turli shakldagi elektrodotrimatorlar bilan nuqtali payvandlashning turli qismlarini taqdim etadi.

Kichik 8. Maxsus elektrodotrimatorlar

Kichik 9. Har xil elektrodotrimatorlarni dumba bilan quritish
Panellar kabi katta o'lchamli yig'ilishlarni spotli payvandlashda elektrodning aylanadigan boshini to'liq mahkamlash kerak (10-rasm). Bunday kallaklarni o'rnatish elektrodlarning ishlash vaqtini oxirgi tozalashdan oldin, mashinaning ish joyidan pishirilayotgan panelni olib tashlamasdan bir necha marta oshirish imkonini beradi. Shu maqsadda, elektrodlarning teri juftligi tiqilib qolgandan so'ng, elektrodetrimator 1 90 ° ga aylantiriladi va tiqin 4 bilan mahkamlanadi. Aylanadigan bosh, shuningdek, payvandlash uchun, masalan, ish yuzasining boshqa shakli bo'lgan elektrodlarni o'rnatishga imkon beradi. qismlarning o'zgaruvchan miqdori, shuningdek elektrodlarni maxsuslar bilan tozalashni mexanizatsiyalashni ta'minlash. Aylanadigan bosh ishlab chiqarishda katta farq bo'lgan qismlarni spotli payvandlash uchun ishlatilishi mumkin va nozik qismning yon tomoniga o'rnatiladi. Ko'rinib turibdiki, elektrodning ingichka qismi bilan aloqa qiladigan ishchi yuzasi tezda eskiradi va boshni yangisiga aylantirganda almashtiriladi. Elektrod qattiq qismning yon tomonida bo'lgani uchun, rolikni qo'lda bosing.

Kichik 10. Aylanadigan elektrod boshi:
1 – aylanuvchi elektr dotrim; 2 - tana; 3 - elektrod; 4 - to'xtatuvchi
Spotli payvandlashda elektrodlarning o'qlari payvandlanadigan qismlarning sirtlariga perpendikulyar bo'ladi. Ishlash qiyin bo'lgan qismlarni payvandlash uchun (ish asta-sekin o'zgarib turadi) yoki qo'shimcha to'xtatilgan mashinalarni tayyorlash uchun katta o'lchamdagi yig'ilishlar mavjudligi uchun aylanadigan elektrodning viskozitesini yig'ish kerak bo'ladi. o'z-o'zidan tekislash, sharsimon tayanch bilan (11-rasm, a). Suv oqishini oldini olish uchun elektrod hümik halqa shaklida mustahkamlanadi.

Kichik 11. O'z-o'zidan o'rnatiladigan elektrodlar va kallaklar:
a - tekis ishlaydigan sirt bilan aylanadigan elektrod;
b - er-xotin payvandlash uchun bosh: 1 - tanasi; 2 - hammasi;
- to'rni payvandlash uchun plastinka elektrodlari: 1, 7 - mashina konsollari; 2-vilka; 3 - rezina shinalar; 4 zarbali elektrod; 5 - qaynatish uchun to'r; 6 - pastki elektrod
Asosiy nuqta-nuqta dastgohlarida qisqa muddatli payvandlash po'lat qismlari bir vaqtning o'zida ikki nuqtada qattiq ikki elektrodli boshdan bosilishi mumkin (11-rasm, b). Elektrodga teng taqsimlangan kuch mashinani bosish kuchi ostida tananing 1 va o'qning 2 aylanish burchagiga etadi.
Diametri 3...5 mm bo'lgan po'lat o'qdan to'rni payvandlash uchun elektrod plitalarini muzlatish mumkin (11-rasm, v). Yon tomonlar o'rtasida teng taqsimlash uchun yuqori elektrod 4 eksa ustiga qo'yilgan. Strumni uning tekisligi usuli bilan sarhisob qilish moslashuvchan shinalar bilan amalga oshiriladi 3; 2-vilka va barcha mos qismlar elektroddan izolyatsiya qilingan. Elektrodlar 150 mm gacha ko'tarilganda, hid shunchalik yomon bo'lishi mumkinki, u ishlamaydi.
Kichik 12. Takozli elektrod qo'shimchalari
Ikkita teridan va qattiqlashtiruvchi qovurg'alardan tashkil topgan panellar payvandlanganda, o'rtada mashina elektrodlarining kuchini o'zlashtiradigan elektr o'tkazuvchan qo'shimchasi mavjud. Qo'shimchaning dizayni qismlarning tashqi yuzalarida chuqur chuqurchalar va mumkin bo'lgan etishmayotgan qismlarning oldini olish uchun bo'shliqsiz payvandlangan qismlarning ichki yuzasiga mahkam o'rnashishini ta'minlashdan iborat. Ushbu usul bilan siz rasmda ko'rsatilgan vikoristan qo'shimchasidan foydalanishingiz mumkin. 12. Takoz 2 ning tutqichi sindirilmaydigan xanjar 4 ga o'xshaydi, bu ularning payvandlangan qismlarga 3 bosilishini ta'minlaydi, robot mashinasi bilan sinxronlashtiriladi. Agar elektrodlar 1 va 5 siqilib, payvandlash sodir bo'lsa, pnevmatik tizimdan mashina haydovchisi mashinaning oldingi stantsiyasiga o'rnatilgan bo'sh silindrning 8 o'ng tomoniga o'tadi va novda 7 orqali takoz 2, ko'proq stend harakatlanadi. takozlarning ishchi sirtlari o'rtasida. Elektrod 1ni ko'targaningizda, yana o'ngdan chiqing va chap bo'sh tsilindrga 8 kirishni boshlang, takozlarning sirtlari o'rtasida almashing, bu sizga panelni harakatlantirishga imkon beradi, shunda mashina elektrodlari pishiriladi. Takoz qo'shimchasini sovutish trubkani kiritish orqali amalga oshiriladi 6. Bunday qo'shimchaning yaqinligi ular orasidagi ichki masofa 10 mm gacha bo'lgan qismlarni payvandlash imkonini beradi.
k-svarka.com
Aloqa nuqtasini payvandlash uchun qismlarni ulash
- 27 ko'krak
- 77 ko'rish
- 13 reyting
- Spotli payvandlash uchun elektrod
- Nuqtali payvandlash parametrlari
- Mumkin bo'lgan nuqsonlar va ularning sabablari
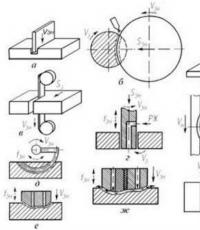
Nuqtali payvandlash - bu bir-birining ustiga chiqadigan qismlar bir yoki bir nechta nuqtada birlashtirilgan usul. Elektrosprey bilan ta'minlanganda, mahalliy isitish sodir bo'ladi, natijada metall erishi va qulashi sodir bo'ladi. Elektr boshq yoki gaz bilan payvandlash yordamida payvandlashda hech qanday qo'shimcha material talab qilinmaydi: eriydigan elektrodlar emas, balki qismlarning o'zlari. Inert gaz bilan o'ralgan bo'lish shart emas: pishirish hammomi etarli darajada lokalizatsiya qilingan va atmosfera kislotasi ta'siridan himoyalangan. Pivo niqobsiz yoki qo'lqopsiz ishlaydi. Bu jarayonni yaxshiroq ko'rish va nazorat qilish imkonini beradi. Spotli payvandlash past narxda yuqori mahsuldorlikni (600 ball / mingacha) ta'minlaydi. U shtatning turli galuzlarida keng qo'llaniladi: moslashishdan parvozga qadar, shuningdek kundalik maqsadlarda. Har bir avtomobil ta'mirlash ustaxonasi spotli payvandlashsiz ishlamaydi.

Nuqtali payvandlash sxemasi.
Spotli payvandlash uchun o'rnatish
Robotlar spotter deb ataladigan maxsus payvandlash mashinasida tugatiladi. Statsionar (ustaxonalarda ishlash uchun) va ko'chma mavjud. O'rnatish 380 yoki 220 V quvvat manbai ostida ishlaydi va minglab amperlik zaryadlovchi oqim hosil qiladi, bu invertorlar va avtomatik mashinalarga qaraganda sezilarli darajada yuqori. Oqim mis yoki uglerod elektrodiga beriladi, u sirtga bosiladi, u pnevmatik yoki qo'l kuchi bilan payvandlanadi. Termal harakat sodir bo'ladi, bu bir necha millisekund davom etadi. Biroq, u sirtni ishonchli yopishtirish uchun ishlatiladi. Oqim vaqti minimal bo'lgani uchun issiqlik metall bo'ylab uzoqqa tarqalmaydi va payvandlash nuqtasi tezda etib boradi. Payvandlash oddiy po'latdan, galvanizli po'latdan, zanglamaydigan po'latdan, misdan, alyuminiydan tayyorlangan qismlarda amalga oshiriladi. Sirtning qalinligi har xil bo'lishi mumkin: o'rnatish uchun eng yaxshi qismlardan 20 mm qalinlikdagi choyshablargacha.
Bir nuqtaga asoslangan zvaryuvalny apparati Zagalny ko'rinishi.
Aloqa nuqtasini payvandlash bir elektrod yoki ikkita turli tomonlar bilan amalga oshirilishi mumkin. Birinchi usul yupqa sirtlarni payvandlashda yoki har ikki tomondan bosim o'tkazish mumkin bo'lmagan hollarda qo'llaniladi. Boshqa usul uchun qismlarni qisish uchun maxsus penselardan foydalaning. Ushbu parametr yanada ishonchli mahkamlashni ta'minlaydi va ko'pincha qalin ish qismlari bilan ishlash uchun ishlatiladi.
Oqim turiga qarab spotli payvandlash qurilmalari quyidagilarga bo'linadi.
- o'zgaruvchan oqim ustida ishlash;
- barqaror oqim ustida ishlash;
- past chastotali uskunalar;
- kondansatör tipidagi qurilma
Egalikni tanlash texnologik jarayonning o'ziga xos xususiyatlariga bog'liq. O'zgaruvchan jet uskunasining eng katta kengayishi.
Joyga buriling
Spotli payvandlash uchun o'ziyurar qurilmaning sxemasi.
Spotli payvandlash uchun elektrodlar elektr boshq manbai uchun elektrodlardan farqlanadi. Ular nafaqat qaynatilgan sirtga bug 'berilishini, balki presslash funktsiyasini, shuningdek, issiqlik kiritishiga ta'sirini ham ta'minlaydi.
Ish jarayonining yuqori intensivligi mexanik va kimyoviy in'ektsiyalarga chidamli yuqori sifatli materialga bo'lgan ehtiyojni talab qiladi. Eng katta foyda xrom va sink qo'shilgan mis (0,7 va 0,4% ishonchli) bilan namoyon bo'ladi.
Payvandlash nuqtasining kuchi asosan elektrodning diametri bilan belgilanadi. Nosozlik birlashtirilishi kerak bo'lgan qismlar sonidan kamida 2 baravar ko'p. Qaychi mashinalarning o'lchamlari GOST tomonidan tartibga solinadi va diametri 10 dan 40 mm gacha. Elektrodlarning tavsiya etilgan o'lchamlari jadvalda keltirilgan. (1-rasm)
Oddiy po'latlarni payvandlash uchun elektrodlarni tekis ishlaydigan sirt bilan yaxshilab payvandlash kerak; yuqori uglerodli va qotishma po'latlarni, mis va alyuminiyni payvandlash uchun - ular sharsimondir.
Sferik uchlari bo'lgan elektrodlar yanada chidamli: qayta o'tkirlashdan oldin siz ko'proq qirralarga ega bo'lasiz.
Bundan tashqari, ular universal bo'lib, har qanday metallni payvandlash uchun mos keladi va alyuminiy yoki magniyni payvandlash uchun tekis sirt o'qi chuqurchalar hosil qilish uchun ishlatiladi.
Tanqidiy kirish mumkin bo'lgan joylarda nuqta payvandlash kavisli elektrodlar bilan yakunlanadi. Shu kabi aql va robotlar bilan ishlaydigan pivo ishlab chiqaruvchisi har doim turli shakldagi elektrodlar to'plamiga ega bo'ladi.
Oqimni ishonchli tarzda uzatish va bosimni ta'minlash uchun elektrodlar elektrod trimmeriga mahkam bog'langan bo'lishi kerak. Buning uchun qo'nish qismlariga konus shaklini bering.
Barcha turdagi elektrodlar tishli yoki silindrsimon yuzaga o'rnatilishi mumkin.
Joyga buriling
Jarayonning asosiy parametrlari - kuchning kuchi, impulsning kuchi va siqilish kuchi.
Pishirish oqimining kuchi ko'rinadigan issiqlik miqdori, isitishning suyuqligi va pishirilgan yadro hajmini o'z ichiga oladi.
Issiqlik oqimining kuchi va yadroning kattaligi bo'yicha kattalik tartibi impulsga kuch qo'shadi. Biroq, to'g'ri momentga erishilganda, bug'lanish bosqichi boshlanadi, barcha issiqlik payvandlash zonasidan chiqariladi va endi eritilgan metallga va yadro hajmiga oqib chiqmaydi. Shu sababli, oqimni etkazib berishda kuchaygan qiyinchiliklar oxir-oqibat samarasiz bo'ladi.
Susilla siqilishi qaynatilayotgan sirtga plastik deformatsiyani quyib, issiqlikni qayta taqsimlaydi va yadroni kristallashtiradi. Yuqori siqilgan bosim elektroddan payvandlanadigan qismlarga va teskari yo'nalishda ketadigan elektr oqimining tayanchini pasaytiradi. Keyin, oqimning kuchi oshadi, erish jarayoni tezlashadi. Ulanish, yuqori bosimli Vikonan, katta ahamiyatga ega. Katta struma bosimi bilan bosim erigan metallning chayqalishiga aylanadi. Ushbu epizodlarda stressni yo'qotish va yadro qalinligini oshirish uchun strum yoqilgandan keyin bosim ostida qo'shimcha qisqa muddatli harakat amalga oshiriladi.
Siz pivo tayyorlashning yumshoq va qattiq rejimini ko'rishingiz mumkin. Yumshoq rejimda oqimning kuchi kamroq (oqimning qalinligi 70-160 A / mm²), pulsning kuchi bir necha soniyagacha davom etishi mumkin. Ushbu turdagi payvandlash past karbonli po'latlarni payvandlash uchun ishlatiladi va agar ish kam quvvatli mashinalarda amalga oshirilsa, uy xo'jaliklarida keng qo'llaniladi. Qattiq rejimda bosim pulsining davomiyligi (160-300 A / mm²) 0,08 dan 0,5 soniyagacha bo'ladi. Tafsilotlarga imkon qadar ko'proq e'tibor berish kerak. Isitish va sovutish pishgan yadroning korroziyaga qarshi chidamliligini saqlab qolish imkonini beradi. Qattiq rejim mis, alyuminiy va yuqori qotishma po'latlar bilan ishlash uchun ishlatiladi.
Optimal parametrlarni tanlash ko'plab omillarni hisobga olish va kengayishdan keyin sinovga bog'liq. Sinov tajribalarini o'tkazish mumkin emas yoki samarasiz bo'lgani uchun (masalan, uyda bir martalik pivo tayyorlash bilan), mutaxassislar tomonidan belgilangan rejimlarga rioya qilish kerak. Oddiy po'latlarni payvandlash uchun oqim kuchi, impuls kuchi va siqilishning tavsiya etilgan parametrlari jadvalda ko'rsatilgan. (2-rasm)
Joyga buriling
Aloqa nuqtasini payvandlash jarayonlarining siklogrammalari.
Nuqta kontaktli payvandlash ishonchli ulanishni ta'minlashi aniq, uning xizmat qilish muddati virusning o'zi xizmat qilish muddatidan ustundir. Biroq, texnologiyaning buzilishi nuqsonlarga olib kelishi mumkin, ularni 3 asosiy guruhga bo'lish mumkin:
- qaynatilgan yadroning o'lchamlarining etarli emasligi va uning qismlari barqarorligi uchun holatini yaxshilash;
- mexanik shikastlanish: yoriqlar, chuqurliklar, qobiqlar;
- payvandlash nuqtasiga ulashgan zonada metallning mexanik va korroziyaga qarshi xususiyatlarini yo'q qilish.
Keling, muayyan turdagi nuqsonlarni va ularning sabablarini ko'rib chiqaylik:
- Penetratsiyaning etishmasligi jetning etarli darajada mustahkamligi, ortiqcha bosim yoki eskirgan elektrod tufayli yuzaga kelishi mumkin.
- Tashqi yoriqlar juda ko'p kuchlanish, etarli darajada siqilish va sirtning pürüzlülüğü tufayli paydo bo'ladi.
- Miyaning chetlarini yirtib tashlang va ularga yaqin yadrolarni o'stiring.
- Elektrodlardagi tishlar ish yuzasi juda kichik, noto'g'ri o'rnatish, ortiqcha bosim, juda yuqori oqim va ahamiyatsiz puls bo'lganda paydo bo'ladi.
- Eritilgan metallning chayqalishi va uning qismlari orasidagi bo'shliq (ichki chayqalish) metall qobiqning yadrosida, barqaror o'rnatilgan elektrodlarda yaratilgan etarli darajada siqilish yo'li bilan sodir bo'ladi.
- Qismlar yuzasida erigan metallning tashqi chayqalishi bosimning etarli emasligi, ortiqcha oqim sharoitlari, sirtning pürüzlülüğü va elektrodlarning noto'g'ri joylashishi tufayli yuzaga kelishi mumkin. Qolgan ikkita mansabdor shaxs oqimning bo'linishi va metallning erishi bir xilligiga salbiy ta'sir ko'rsatadi.
- Ichki yoriqlar va qobiqlar oqim va soatning er usti rejimlari orqali rivojlanadi, etarli emas yoki kechiktirilgan siqish, sirtning tiqilib qolishi mavjud. Kichkina qobiqlar yadroni sovutish vaqtida paydo bo'ladi. Ularning oldini olish uchun, jet beslemeni boshlagandan so'ng, zarb bosimini qo'llang.
- Yadroning tartibsiz shakli va uning qisqarishining sababi peroksid va elektrodlarning noto'g'ri joylashishi va qismlar yuzasining pürüzlülüğüdür.
- Sirtdagi pürüzlülük merosi yoki etarli darajada siqilish yo'qoldi. Ushbu kamchilikka yo'l qo'ymaslik uchun suyuqlikni faqat bosim bo'ylab mustahkamlangandan keyin qo'llash kerak.
Kamchiliklarni aniqlash uchun vizual tekshiruv, rentgenografiya, ultratovush tekshiruvi va kapillyar diagnostika qo'llaniladi.
Robotlarni sinovdan o'tkazishda payvandlash nuqtasining yorqinligini nazorat qilish razrivu yordamida amalga oshiriladi. Bir qismida yadro butunlay yo'qolgan bo'lishi mumkin, ikkinchisida esa chuqur krater.
Kamchiliklarni tuzatish ularning tabiatiga bog'liq. Tashqi chayqalishlarni mexanik tozalash, deformatsiya paytida zarb qilish, stressni bartaraf etish uchun termal ishlov berish. Ko'pincha nuqsonli nuqtalar shunchaki qayta ishlanadi.
ekspertsvarki.ru
 BlueWeldPlus kabi ixcham qo'lda ishlaydigan qurilmalarning paydo bo'lishi bilan spotli payvandlash nafaqat sanoat miqyosidagi ishlab chiqarishda, balki kundalik hayotda ham mashhur bo'lib bormoqda. Ushbu texnologiyaning zaif nuqtasi kontaktli payvandlash uchun elektrodlardir: ko'p holatlarda ularning past qarshiligi yomon ishlashga olib keladi.
BlueWeldPlus kabi ixcham qo'lda ishlaydigan qurilmalarning paydo bo'lishi bilan spotli payvandlash nafaqat sanoat miqyosidagi ishlab chiqarishda, balki kundalik hayotda ham mashhur bo'lib bormoqda. Ushbu texnologiyaning zaif nuqtasi kontaktli payvandlash uchun elektrodlardir: ko'p holatlarda ularning past qarshiligi yomon ishlashga olib keladi.
Kontakt elektrodlarining yomon chidamliligi sabablari
Kontaktli payvandlash jarayoni quyidagi bosqichlardan iborat:
- Birlashtiriladigan qismlarning sirtini oldindan tayyorlash - yuzaga keladigan elektr maydon kuchlanishining notekisligini o'chirish uchun uni aralashmalar va oksidlardan osongina tozalash kerak, lekin ayni paytda bir tekisda.
- Payvandlanadigan zarrachalarning qo'lda yoki mexanik bosimi - bosimning oshishi bilan diffuziya intensivligi va payvand chokining mexanik qiymati ortadi.
- Zonadagi metallarning mahalliy erishi elektr tokining issiqligi bilan bosiladi, natijada payvandlash birikmasi hosil bo'ladi. Ushbu bosqichda elektrodlarni bosish payvandlash shamollarini yaratishga to'sqinlik qiladi.
- Jetning ulanishi va payvandlangan tikuvni bosqichma-bosqich tugatish.

Shunday qilib, kontaktli payvandlash uchun elektrodlarning materiali nafaqat sezilarli termal stressga, balki mexanik stressga ham duchor bo'ladi. Shuning uchun, bir qator afzalliklarga ega - yuqori elektr o'tkazuvchanligi, yuqori issiqlik qarshiligi (doimiy harorat o'zgarishi ostida kuchlanish va bosish), bosim nuqtalari orasidagi bosimning oshishi, past koeffitsientlar issiqlik quvvati. Bir qator metallar bunday kuchlar majmuasi bilan o'ralgan. Biz uchun, birinchi navbatda, bu mis, qotishmalar va asoslar va biz doimo virobnik vimog'larimizni qondiramiz.
Ko'pgina brendlarning spotli payvandlash uchun tebranish moslamalarining energiya xususiyatlarining doimiy yaxshilanishi munosabati bilan, kelajakda sozlanishi "o'zimizning" markali elektrodlarning doimiy turg'unligi mavjud. Natijada, ushbu texnologiya yordamida payvandlangan tikuvlarning kislotaligi kamayadi va kontaktli elektr payvandlash jarayonidan oldin ishonch saqlanib qoladi.
Ushbu muhim muammolar ikki yo'l bilan hal qilinadi: nuqta payvandlash uchun payvandlash elektrodlarining takomillashtirilgan dizayni va bunday elektrodlarni ishlab chiqarish uchun ishlatiladigan yangi materiallarni ishlab chiqish. Xususiy mijozlar uchun oziq-ovqat narxi ham muhimdir.

Elektrod materiallari
GOST 2601 ga muvofiq, tayyor tikuv sifatining mezoni uning aşınma va yirtiqqa chidamliligi hisoblanadi. Bu birinchi navbatda elektrod materialining termofizik xususiyatlariga bog'liq bo'lgan elektr zaryadsizlanishi zonasida termal stressning intensivligi bilan bog'liq.
Mis elektrodlaridan foydalanish ikki sababga ko'ra samarasiz. Birinchidan, mis, yuqori darajada plastik metall bo'lib, ish davrlari orasidagi elektrodlarning geometrik shaklini tiklash uchun etarli darajada elastiklikka ega emas. Aks holda, mis allaqachon yetishmaydi va elektrodlarni tez-tez almashtirish yuqori moliyaviy xarajatlarni talab qiladi.
Qattiqlik va qotib qolgan misni vikorizatsiya qilishga urinish muvaffaqiyatli bo'lmaydi: sovuq ishlov berilgan material uchun, qattiqlikning oshishi bilan parallel ravishda, qayta kristallanish harorati pasayadi, ya'ni individual ish aylanishi bilan aloqa qilish uchun elektrodning ishchi uchi eskiradi. payvandlash Yuvannya zrostatime. Shuning uchun, amaliy jihatdan, mis qotishmalari boshqa metallar qo'shilishidan ajratilgan. Mis qotishmasiga kadmiy, berilliy, magniy, rux va alyuminiy qo'shilishi issiqlik o'tkazuvchanlik ko'rsatkichini ozgina o'zgartiradi, aksincha qizdirilganda qattiqlikni yaxshilaydi. Elektrodning dinamik termal zarbalarga chidamliligi metall, nikel, xrom va kremniy tomonidan kuchaytiriladi.
Kontaktli payvandlash uchun elektrodlarni payvandlash uchun optimal materialni tanlashda qotishmaning elektr o'tkazuvchanligi ko'rsatkichi yo'naltiriladi. Voltaj qanchalik kam ko'tarilsa (qiymat kichikroq), sof misning elektr o'tkazuvchanligi 0,0172 Ohm mm2 / m ni tashkil qiladi, bu qisqaroq.
Aşınma va deformatsiyaga eng samarali qarshilik kadmiy (0,9...1,2%), magniy (0,1...0,9%) va bor (0,02...0,03%) ni o'z ichiga olgan qotishmalar tomonidan ko'rsatiladi.
 Spotli payvandlash elektrodlari uchun material tanlash, shuningdek, jarayon uchun maxsus ko'rsatmalarga asoslanishi kerak. Siz uchta guruhni ko'rishingiz mumkin:
Spotli payvandlash elektrodlari uchun material tanlash, shuningdek, jarayon uchun maxsus ko'rsatmalarga asoslanishi kerak. Siz uchta guruhni ko'rishingiz mumkin:
- Issiq suvda kontaktli payvandlashni amalga oshirish uchun mo'ljallangan elektrodlar (uzluksiz payvandlash davrlari, sirt harorati 450...500 ºS gacha). Ular xrom va sirkoniy (Br.Kh, Br.Htsr 0,6-0,05. Bu guruhga nikel-kremniy bronza (Br.KN1-4), shuningdek, titan va berilliy bilan qo'shimcha ravishda qotishma qilingan bronza kiradi (Br.Htsr 0,6-0,05). Ular bronzadan tayyorlanadi. NTB), zanglamaydigan va issiqqa chidamli po'lat va qotishmalarni nuqta payvandlash uchun vikorizatsiyalangan.
- 250...300ºS gacha bo'lgan sirtdagi aloqa haroratida qotib qoladigan elektrodlar (birlamchi uglerodli va past qotishma po'latlarni, mis va alyuminiy qotishmalarini payvandlash). Ular MS va MK markali mis qotishmalaridan tayyorlanadi.
- Engil ish sharoitlari uchun elektrodlar (sirt harorati 120…200ºS gacha). Amaldagi materiallar kadmiy bronza Br.Kd1, xrom bronza Br.Kh08, kremniy-nikel bronza Br.NK va boshqalar. Bunday elektrodlar rolikli kontaktli elektr payvandlash uchun ham ishlatilishi mumkin.
Shuni ta'kidlash kerakki, ozuqa elektr o'tkazuvchanligining o'zgarishi (100% sof muhit) tufayli ushbu materiallar joriy ketma-ketlikda tarqatiladi: Br.HCr 0,6-0,05→MS→MK→Br.H→Br.H 08→Br. .NTB→Br.NK →Br.Kd1→Br.KN1-4. Kerakli haroratgacha qizdirilganda, bronza Br.KhTsr 0,6-0,05 dan tayyorlangan elektrod bronza Br.KN1-4 dan tayyorlanganidan taxminan ikki baravar tez bo'ladi.
Elektrod dizaynlari
Elektrodning eng zaif qismi uning sferik ishchi qismidir. Agar uchining kattalashtirilgan o'lchamlari asl o'lchamlarning 20% dan oshsa, elektrod rad etiladi. Elektrodlarning dizayni payvandlanadigan sirtning konfiguratsiyasi bilan belgilanadi. Ushbu turdagi asboblar quyidagilarga bo'linadi
- Silindrsimon ishchi qismi va oxirgi qo'nish qismi bilan.
- Yakuniy qo'nish va ishchi qismi va o'tish silindrsimon qismi bilan.
- Sferik ish uchi bilan.
- Eğimli ish uchi bilan.
Bundan tashqari, elektrodlar saqlash va saqlash uchun ishlatilishi mumkin.

O'z-o'zidan ishlab chiqarilganda (yoki qayta o'tkirlashganda), asboblar maksimal chidamlilikni talab qiladigan tegishli o'lchamlarga mos kelishi tavsiya etiladi:
- Elektrod diametrini d kengaytirish uchun P = (3...4)d2 konini sozlash kerak, bu erda P kontaktli elektr payvandlash jarayonida elektrodlarni siqish uchun aslida zarur. Bizning holatda, eng yorqin natijalarga erishiladigan qamalga bosim o'tkazish tavsiya etiladi, olib tashlanadigan payvand chokining maydonining 2,5 ... 4,0 kg / mm2 ni o'rnatish;
- Yakuniy ishchi qismi bo'lgan elektrodlar uchun konusning optimal kesimi 1:10 dan (ishchi qismi diametri 30...32 mm gacha bo'lgan asboblar uchun) 1:5 gacha - uzaygan konus uchun;
- Konusning kesilishini tanlash, shuningdek, eng katta siqilish darajasi bilan belgilanadi: maksimal bosimda, elektrodning barqarorligini oshirishni ta'minlaydigan 1:10 konusni olish tavsiya etiladi.
aloqa payvandlash uchun elektrodlar asosiy shakllari mashinalari va aloqa zvaryuvannya ma'lum bir model uchun asbob ostida qo'nish makon o'lchamlari ko'ra, shuning uchun, DerzhSTANDARD 14111 tomonidan o'rnatiladi.

Ombor tuzilmalarini quritish orqali materialni sezilarli darajada tejashga erishiladi. Bunday holda, korpusni ishlab chiqarish uchun elektr o'tkazuvchanligi yuqori bo'lgan materiallar ishlatiladi va muhim ishchi qismi yuqori qattiqlik va aşınmaya bardoshli (shu jumladan issiqlik) qotishmalardan tayyorlanadi. Zokrema, rasmiylar rozi bo'lganidek, Shveytsariyaning AMRCO kompaniyasidan 56% volfram va 44% mis o'z ichiga olgan A1W va A1WC markali metall-keramika qotishmalarini ishlab chiqaradi. Uning elektr o'tkazuvchanligi sof misning elektr o'tkazuvchanligining 60% ga etadi, bu esa payvandlash vaqtida kam isitish xarajatlarini bildiradi. Tavsiya etilgan materiallar orasida xrom va tsirkonyum qo'shilgan bronza qotishmalari, shuningdek volfram mavjud.
Katta bosim talab qilmaydigan engil qotishmalarni kontaktli payvandlash uchun elektrodlar sferik ishchi qism bilan shakllanadi va nuqta elektr payvandlash moslamalarining aloqa jag'lari kremsi bronza bilan to'liq qotiriladi.
Elektrodlarning mexanik xususiyatlari quyidagi diapazonlarga to'g'ri keladi:
- Brinell qattiqligi, HB - 1400 ... 2600;
- Young moduli, DPa - 80 ... 140;
- Cheklov momenti, kgsm - 750...800 dan past emas.
Samarali sovutishni ta'minlash uchun elektrod tuzilmalari doimo bo'sh saqlanadi.
proinstrumentinfo.ru
Spotli payvandlash texnologiyasi va uskunalari
Bu qanday taom? Bu ish qismlarini bir yoki bir nechta nuqtada ulashning kontaktli usuli. Kalıplama perchinga o'xshaydi.
Usulning afzalliklari:
- metallar va turli qotishmalarni payvandlash (qimmatdan arzongacha);
- ulanishning qiymati va estetik ko'rinishi;
- yuqori mahsuldorlik (hosildorlik);
- materiallarni isrof qilishda iqtisodiy samaradorlik;
- ishchining past malakasi.
Kamchiliklari: tikuv havo o'tkazmaydi, stress kontsentratsiyasi qo'shma zonaga yaqin.
Nuqta texnologiyasi sanoatda va kundalik hayotda keng tarqaldi. Biz mashinada kichik qismlarni va turli sanoat galuzlarida katta po'lat plitalarni birlashtiramiz.
Texnologiyaning ketma-ketligi

Butun jarayonni quyidagicha ta'riflash mumkin:
- Tayyorlangan qismlar ikkita elektrod orasiga joylashtiriladi va bir-biriga mahkam bosiladi;
- elektrodga elektr toki beriladi;
- aloqa nuqtasida metall isitiladi va eritiladi;
- hayotiylik (zarb qilish) paydo bo'ladi - yadroning eritma ichiga kristallanishi;
- Qismlarga bosim olib tashlanadi.
Soxtalashtirish avanslar bilan yoki cheklovlarsiz amalga oshirilishi mumkin.
Nuqta ulanishining shakli va o'lchami elektr tokining kuchiga, jarayonning soatiga, elektrodlarga, siqish kuchiga va ishlov beriladigan qismning sirtining tozaligiga bog'liq. Payvandlangan perchinning diametri 3 dan 12 mm gacha bo'lishi mumkin.
Qaynatishdan oldin blankalarni tayyorlash
Materiallar faqat elektrodlar sirt bilan aloqa qilganda tozalanadi. Buning uchun cho'tkalar, qoziqlar, silliqlash asboblari va tuzlash materiallaridan foydalaning.
Tozalashsiz elektrodlar tezroq eskiradi, material zaiflashadi va elektr muddati oshadi.
Spotli payvandlash uchun o'rnatish
Foydalanish nuqtasi qurilmalari ishlab chiqarilmoqda:
- O'zgaruvchan oqimdan;
- Doimiy oqimdan;
- kondansatör mashinalari;
- past chastotali uskunalar.
Spotli payvandlash uchun teri qurilmasi o'zining afzalliklari va kamchiliklariga ega.

Sotish uchun turli xil modellar mavjud, hayotning barcha turlari uchun
O'zgaruvchan trubaga ega bo'lish ko'proq mashhurlikka olib keladi. Qurilma qurilmalariga quvvat transformatori, tiristor moduli, pastga tushiruvchi transformator, mantiqiy kontrollerlar, o'rni, boshqaruv bloki va boshqalar kiradi.
Nima uchun kondansatör ishlab chiqarilmaydi? Texnologiya oddiy: zaryad olayotganda energiya asta-sekin kondansatkichda to'planadi, u drenajlanganda katta strumaning zarbasini hosil qiladi.
Natijada, qaynatilganda, zichlik kamroq nazorat qilinadi. Ushbu texnologiya to'g'ridan-to'g'ri yuqori issiqlik o'tkazuvchanligiga ega bo'lgan metallarni birlashtiradi (kesish, alyuminiy - mis qotishmalari).
Bu muhim: nuqta konsolidatsiyasi yumshoq va qattiq rejimlarda sozlanishi mumkin.
Yumshoq jarayon davomida ish qismlarini yumshoq bug 'bilan 0,5 dan 3 soniyagacha qizdiring. Usul fermentatsiya jarayonidan oldin ingredientlarni birlashtirish uchun ishlatiladi.
Qattiq usul yuqori qotishma po'latlar, alyuminiy va mis qotishmalari uchun ishlatiladi. Isitish vaqti 0,1 – 1,5 sek.
Mulkchilikning xilma-xilligi
Sanoat bozorni spotli payvandlash uchun turli xil mashinalar bilan ta'minlaydi - narx mashinalarning kuchi va ahamiyatiga qarab juda farq qiladi. Ê qo'lda ko'chma modellar va ustaxonada ishlash uchun og'ir ish stollari.
Misol uchun, BlueWeld Plus 230 823226 nuqtali payvandlash uchun qo'lda payvandlash pensesi 40 000 rublga qo'shilishi mumkin.

Spotteri. TELWIN DIGITAL CAR SPOTTER 5500 (400) narxi 66 000 rublni tashkil qiladi.

Telwin texnik xususiyatlari
Endi, onlayn-do'konlarda siz issiq batareyalar uchun xitoylik sotiladigan akkumulyatorlarni sotib olishingiz mumkin (qiymati 7000 rubl).

Batareyalar uchun Xitoy qurilmasining fotosurati
O'z qo'llari bilan nuqta ulanishlari uchun turli xil qurilmalarni yig'adigan hunarmandlarimizga ko'proq e'tibor qaratish lozim. Albatta, boshqa nashrlarda biz bu haqda bilamiz va inverterning o'z-o'zidan muhrlanishi haqida gapiramiz.
Video: spotli payvandlash mashinasini o'zingiz qanday tayyorlashingiz mumkin.
Elektrod
Nuqtali payvandlash uchun elektrodlar o'z vazifalarini bajarish uchun javobgardir - metall zarralarini siqib, ularga oqim olib kelish.

Elektrodlarning har xil shakli
Elektrodning muhim roli - bu uchi. Misol uchun, yupqalar tezda eskiradi va ular shartli bo'lishi kerak. Eng yaxshi shakli konusdir.
Elektrodlarning ishlash muddatini qanday uzaytirish mumkin:
- faqat kompaniya mahsulotlarini sotib olish;
- teri metalli uchun elektrodingizdan foydalaning;
- muhim aqllar uchun, to'g'ri maslahatlar yaratish;
- suvni nazorat qilish shlanglaridagi bo'shliqlardan foydalaning.
Biling: arralangan elektrod yomon tartibsizlikka olib keladi. Shuningdek, zarar etkazmaslik uchun ularni maxsus joylarda saqlang.
Oddiy va aniq elektrodlar to'g'ri, ular GOST 1411-69 ga mos keladi, ular maxsus mis qotishmalaridan tayyorlanadi. Ko'pincha elektrodning ishchi qismi almashtirilishi mumkin, bu sizga chiqadigan qotishmaning kerakli hajmini va payvandlangan ish qismlarining sifatini belgilash imkonini beradi.
Ish qismi yong'oq, lehim bilan mahkamlanadi yoki konusga bosiladi. Ishchi qismning konusi eng keng bo'ldi.
Maslahatlar tekis va sharsimon shakllarda bo'ladi. Sferik sirt barcha mashinalar va qotishmalar uchun mos keladi va tekis barcha turlarga mos kelmaydi.
Tanqidiy kirish mumkin bo'lgan joylar uchun nuqta payvandlashda elektrodlar turli xil konfiguratsiyalarda muhrlangan bo'lishi kerak. Kamroq aşınma qarshilikka ega bo'lishi mumkin bo'lgan narsa pastroq to'g'ridan-to'g'ri analoglardir.
P.S. Biz nuqta payvandlash texnologiyasi (kontaktli payvandlash) bilan tanishdik, biz ushbu turdagi ulanishning afzalliklari va kamchiliklarini, masalan, jarayonni tekshirish uchun ishlatiladigan asboblar va elektrodlarni bilib oldik.
(1 baho, o'rtacha: 5 dan 5,00) Ishqiboz...
BlueWeldPlus kabi ixcham qo'lda ishlaydigan qurilmalarning paydo bo'lishi bilan spotli payvandlash nafaqat sanoat miqyosidagi ishlab chiqarishda, balki kundalik hayotda ham mashhur bo'lib bormoqda. Ushbu texnologiyaning zaif nuqtasi kontaktli payvandlash uchun elektrodlardir: ko'p holatlarda ularning past qarshiligi yomon ishlashga olib keladi.
Kontakt elektrodlarining yomon chidamliligi sabablari
Kontaktli payvandlash jarayoni quyidagi bosqichlardan iborat:
- Birlashtiriladigan qismlarning sirtini oldindan tayyorlash - yuzaga keladigan elektr maydon kuchlanishining notekisligini o'chirish uchun uni aralashmalar va oksidlardan osongina tozalash kerak, lekin ayni paytda bir tekisda.
- Payvandlanadigan zarrachalarning qo'lda yoki mexanik bosimi - bosimning oshishi bilan diffuziya intensivligi va payvand chokining mexanik qiymati ortadi.
- Zonadagi metallarning mahalliy erishi elektr tokining issiqligi bilan bosiladi, natijada payvandlash birikmasi hosil bo'ladi. Ushbu bosqichda elektrodlarni bosish payvandlash shamollarini yaratishga to'sqinlik qiladi.
- Jetning ulanishi va payvandlangan tikuvni bosqichma-bosqich tugatish.

Shunday qilib, kontaktli payvandlash uchun elektrodlarning materiali nafaqat sezilarli termal stressga, balki mexanik stressga ham duchor bo'ladi. Shuning uchun, bir qator afzalliklarga ega - yuqori elektr o'tkazuvchanligi, yuqori issiqlik qarshiligi (doimiy harorat o'zgarishi ostida kuchlanish va bosish), bosim nuqtalari orasidagi bosimning oshishi, past koeffitsientlar issiqlik quvvati. Bir qator metallar bunday kuchlar majmuasi bilan o'ralgan. Biz uchun, birinchi navbatda, bu mis, qotishmalar va asoslar va biz doimo virobnik vimog'larimizni qondiramiz.
Ko'pgina turli markalarning energiya xususiyatlarining doimiy o'zgarishi bilan bog'liq holda, kelajakda sozlanishi kerak bo'lgan "o'zimizning" markali elektrodlarning doimiy turg'unligi mavjud. Natijada, ushbu texnologiya yordamida payvandlangan tikuvlarning kislotaligi kamayadi va kontaktli elektr payvandlash jarayonidan oldin ishonch saqlanib qoladi.
Ushbu muhim muammolar ikki yo'l bilan hal qilinadi: nuqta payvandlash uchun payvandlash elektrodlarining takomillashtirilgan dizayni va bunday elektrodlarni ishlab chiqarish uchun ishlatiladigan yangi materiallarni ishlab chiqish. Xususiy mijozlar uchun oziq-ovqat narxi ham muhimdir.

Elektrod materiallari
GOST 2601 ga muvofiq, tayyor tikuv sifatining mezoni uning aşınma va yirtiqqa chidamliligi hisoblanadi. Bu birinchi navbatda elektrod materialining termofizik xususiyatlariga bog'liq bo'lgan elektr zaryadsizlanishi zonasida termal stressning intensivligi bilan bog'liq.
Mis elektrodlaridan foydalanish ikki sababga ko'ra samarasiz. Birinchidan, mis, yuqori darajada plastik metall bo'lib, ish davrlari orasidagi elektrodlarning geometrik shaklini tiklash uchun etarli darajada elastiklikka ega emas. Aks holda, mis allaqachon yetishmaydi va elektrodlarni tez-tez almashtirish yuqori moliyaviy xarajatlarni talab qiladi.
Qattiqlik va qotib qolgan misni vikorizatsiya qilishga urinish muvaffaqiyatli bo'lmaydi: sovuq ishlov berilgan material uchun, qattiqlikning oshishi bilan parallel ravishda, qayta kristallanish harorati pasayadi, ya'ni individual ish aylanishi bilan aloqa qilish uchun elektrodning ishchi uchi eskiradi. payvandlash Yuvannya zrostatime. Shuning uchun, amaliy jihatdan, mis qotishmalari boshqa metallar qo'shilishidan ajratilgan. Mis qotishmasiga kadmiy, berilliy, magniy, rux va alyuminiy qo'shilishi issiqlik o'tkazuvchanlik ko'rsatkichini ozgina o'zgartiradi, aksincha qizdirilganda qattiqlikni yaxshilaydi. Elektrodning dinamik termal zarbalarga chidamliligi metall, nikel, xrom va kremniy tomonidan kuchaytiriladi.
Kontaktli payvandlash uchun elektrodlarni payvandlash uchun optimal materialni tanlashda qotishmaning elektr o'tkazuvchanligi ko'rsatkichi yo'naltiriladi. Voltaj qanchalik kam ko'tarilsa (qiymat kichikroq), sof misning elektr o'tkazuvchanligi 0,0172 Ohm mm 2 / m ni tashkil qiladi, bu qisqaroqdir.
Aşınma va deformatsiyaga eng samarali qarshilik kadmiy (0,9...1,2%), magniy (0,1...0,9%) va bor (0,02...0,03%) ni o'z ichiga olgan qotishmalar tomonidan ko'rsatiladi.

Spotli payvandlash elektrodlari uchun material tanlash, shuningdek, jarayon uchun maxsus ko'rsatmalarga asoslanishi kerak. Siz uchta guruhni ko'rishingiz mumkin:
- Issiq suvda kontaktli payvandlashni amalga oshirish uchun mo'ljallangan elektrodlar (uzluksiz payvandlash davrlari, sirt harorati 450...500 ºS gacha). Ular xrom va sirkoniy (Br.Kh, Br.Htsr 0,6-0,05. Bu guruhga nikel-kremniy bronza (Br.KN1-4), shuningdek, titan va berilliy bilan qo'shimcha ravishda qotishma qilingan bronza kiradi (Br.Htsr 0,6-0,05). Ular bronzadan tayyorlanadi. NTB), zanglamaydigan va issiqqa chidamli po'lat va qotishmalarni nuqta payvandlash uchun vikorizatsiyalangan.
- 250...300ºS gacha bo'lgan sirtdagi aloqa haroratida qotib qoladigan elektrodlar (birlamchi uglerodli va past qotishma po'latlarni, mis va alyuminiy qotishmalarini payvandlash). Ular MS va MK markali mis qotishmalaridan tayyorlanadi.
- Engil ish sharoitlari uchun elektrodlar (sirt harorati 120…200ºS gacha). Amaldagi materiallar kadmiy bronza Br.Kd1, xrom bronza Br.Kh08, kremniy-nikel bronza Br.NK va boshqalar. Bunday elektrodlar rolikli kontaktli elektr payvandlash uchun ham ishlatilishi mumkin.
Shuni ta'kidlash kerakki, ozuqa elektr o'tkazuvchanligining o'zgarishi (100% sof muhit) tufayli ushbu materiallar joriy ketma-ketlikda tarqatiladi: Br.HCr 0,6-0,05→MS→MK→Br.H→Br.H 08→Br. .NTB→Br.NK →Br.Kd1→Br.KN1-4. Kerakli haroratgacha qizdirilganda, bronza Br.KhTsr 0,6-0,05 dan tayyorlangan elektrod bronza Br.KN1-4 dan tayyorlanganidan taxminan ikki baravar tez bo'ladi.
Elektrod dizaynlari
Elektrodning eng zaif qismi uning sferik ishchi qismidir. Agar uchining kattalashtirilgan o'lchamlari asl o'lchamlarning 20% dan oshsa, elektrod rad etiladi. Elektrodlarning dizayni payvandlanadigan sirtning konfiguratsiyasi bilan belgilanadi. Ushbu turdagi asboblar quyidagilarga bo'linadi
- Silindrsimon ishchi qismi va oxirgi qo'nish qismi bilan.
- Yakuniy qo'nish va ishchi qismi va o'tish silindrsimon qismi bilan.
- Sferik ish uchi bilan.
- Eğimli ish uchi bilan.
Bundan tashqari, elektrodlar saqlash va saqlash uchun ishlatilishi mumkin.

O'z-o'zidan ishlab chiqarilganda (yoki qayta o'tkirlashganda), asboblar maksimal chidamlilikni talab qiladigan tegishli o'lchamlarga mos kelishi tavsiya etiladi:
- Elektrod diametrini d kengaytirish uchun P = (3...4)d 2 konini sozlash kerak, bu erda P kontaktli elektr payvandlash jarayonida elektrodlarni siqish uchun aslida zarur. Chizmangizda eng aniq bog'lanish olinadigan yiqilishga sezilarli bosim o'tkazish tavsiya etiladi, olib tashlanadigan payvand chokining 2,5...4,0 kg/mm2 maydonini o'rnatish;
- Yakuniy ishchi qismi bo'lgan elektrodlar uchun konusning optimal kesimi 1:10 dan (ishchi qismi diametri 30...32 mm gacha bo'lgan asboblar uchun) 1:5 gacha - uzaygan konus uchun;
- Konusning kesilishini tanlash, shuningdek, eng katta siqilish darajasi bilan belgilanadi: maksimal bosimda, elektrodning barqarorligini oshirishni ta'minlaydigan 1:10 konusni olish tavsiya etiladi.
aloqa payvandlash uchun elektrodlar asosiy shakllari mashinalari va aloqa zvaryuvannya ma'lum bir model uchun asbob ostida qo'nish makon o'lchamlari ko'ra, shuning uchun, DerzhSTANDARD 14111 tomonidan o'rnatiladi.

Ombor tuzilmalarini quritish orqali materialni sezilarli darajada tejashga erishiladi. Bunday holda, korpusni ishlab chiqarish uchun elektr o'tkazuvchanligi yuqori bo'lgan materiallar ishlatiladi va muhim ishchi qismi yuqori qattiqlik va aşınmaya bardoshli (shu jumladan issiqlik) qotishmalardan tayyorlanadi. Zokrema, rasmiylar rozi bo'lganidek, Shveytsariyaning AMRCO kompaniyasidan 56% volfram va 44% mis o'z ichiga olgan A1W va A1WC markali metall-keramika qotishmalarini ishlab chiqaradi. Uning elektr o'tkazuvchanligi sof misning elektr o'tkazuvchanligining 60% ga etadi, bu esa payvandlash vaqtida kam isitish xarajatlarini bildiradi. Tavsiya etilgan materiallar orasida xrom va tsirkonyum qo'shilgan bronza qotishmalari, shuningdek volfram mavjud.
Katta bosim talab qilmaydigan engil qotishmalarni kontaktli payvandlash uchun elektrodlar sferik ishchi qism bilan shakllanadi va nuqta elektr payvandlash moslamalarining aloqa jag'lari kremsi bronza bilan to'liq qotiriladi.
Elektrodlarning mexanik xususiyatlari quyidagi diapazonlarga to'g'ri keladi:
- Brinell qattiqligi, HB - 1400 ... 2600;
- Young moduli, DPa - 80 ... 140;
- Cheklov momenti, kgsm - 750...800 dan past emas.
Samarali sovutishni ta'minlash uchun elektrod tuzilmalari doimo bo'sh saqlanadi.
Bizni ortda qoldiradigan metall viruslarning aksariyati kontakt pishirish yordamida tayyorlanadi. Payvandlashning har xil turlari mavjud, ammo kontakt sizga chiroyli tikuvlarni yaratishga va estetik jihatdan yoqimli tikuvlarni yaratishga imkon beradi. Metall parchalar an'anaviy usul yordamida payvandlanmaydi, ammo bu jarayon kontaktni payvandlash uchun elektrodlarni talab qiladi.
Kontaktli payvandlash faqat ikkita metall qismni payvandlash uchun mumkin, ular bir-birining ustiga qo'yiladi, ularni dumba usuli yordamida birlashtirib bo'lmaydi. O'sha paytda, noto'g'ri qismlar payvandlash mashinasining oqim o'tkazuvchi elementlari tomonidan siqib chiqarilganda, qisqa vaqtga elektr toki beriladi, bu esa qismlarni siqish joyida darhol eritib yuboradi. Strumni qo'llab-quvvatlashni ta'minlash mumkin.
Elektrod dizaynlari
Elektr boshq manbai bo'lgan robotlar uchun elektrodlar ham vikorizatsiya qilinadi, lekin ular kontaktli payvandlashning o'tkazuvchan elementlari tomonidan tubdan buziladi va bu turdagi robotlar uchun mos emas. Qismni payvandlash vaqtida bo'laklar payvandlash apparatining aloqa qismlari tomonidan bosiladi, so'ngra kontaktli payvandlash uchun elektrodlar elektr oqimini o'tkazadi, bosimga bosim o'tkazadi va issiqlikni o'tkazadi.
Elektrodlarning diametri qismlarning qanchalik yaxshi payvandlanishini aniqlaydi. Uning diametri payvandlangan tugunning qalinligidan 2 barobar ko'p. Odatda, milliy standartlarga muvofiq, hidlar diametri 10 dan 40 mm gacha.
Payvandlanadigan metall muzlatilgan elektrodning shaklini aniqlaydi. Ushbu elementlar tekis ishlaydigan yuzaga yotqiziladi va yuqori sifatli po'latlarni payvandlash uchun vikorizatsiya qilinadi. Sferik shakli mis, alyuminiy, yuqori uglerodli va qotishma po'latlarni birlashtirish uchun ideal.
Sferik shakli kuyishga eng chidamli hisoblanadi. Shakliga qo'shimcha ravishda, binoni keskinlashtirishdan oldin payvandlangan tikuvlardan ko'ra ko'proq viskozlanadi. Bundan tashqari, ushbu shaklni davolash har qanday metallni pishirishga imkon beradi. Shu bilan birga, agar siz alyuminiy yoki magniyni tekis sirt bilan qaynatib qo'ysangiz, unda chuqurliklar paydo bo'ladi.

Elektrodning o'rindig'i ko'pincha konusga o'xshaydi yoki yivlarga ega. Ushbu dizayn isrofgarchilikdan qochish va qismlarning siqilishini samarali ravishda bartaraf etish imkonini beradi. Qo'nish konusi qisqa bo'lishi mumkin va kichik shamollar va past zarbalar bilan qattiqlashishi mumkin. Mahkamlash odatda iplar bilan, ko'pincha birlashtiruvchi gayka orqali amalga oshiriladi. Tishli mahkamlash, ayniqsa, ko'p nuqtali maxsus mashinalar uchun juda muhimdir, chunki tirnoqlar orasida yangi bo'shliqqa ehtiyoj bor.
Loy qismlarida payvandlash uchun kavisli konfiguratsiyadagi elektrodlar o'rnatiladi. Ko'rinib turibdiki, egri shakllarning xilma-xilligi bor, shuning uchun bunday onglarda doimiy ish bilan turli shakllarni qo'shish kerak. Biroq, ulardan foydalanish oson emas va hidlar tekislarga qaraganda kamroq qarshilikka ega, shuning uchun ular erning qolgan qismiga kiradilar.
Shakllangan elektroddagi bosimning bo'laklari uning o'qi bilan mos kelmaydi, isitish vaqtida u yo'qolishi juda uzoq bo'ladi va uning shaklini tanlashda buni eslab qolish kerak. Bunga qo'shimcha ravishda, bunday daqiqalarda egri elektrodning ishchi yuzasini teng ravishda siljitish mumkin. Shuning uchun, bunday vaziyatlarda sferik ishchi sirt tiqilib qolishi mumkin. Elektr dotrimaxining qo'nish o'rindig'i uchun ham eksenel ahamiyatga ega emas. Shuning uchun, dunyo bo'ylab ilovalar bo'lsa, konusning diametri kattaroq bo'lgan elektrodlardan foydalanish kerak.
Uni loy qismiga payvandlab, vertikal ravishda joylashtirish uchun tekis elektrodni payvandlashingiz mumkin. Biroq, issiqlik 30 darajadan ortiq bo'lmagan haroratga bog'liq, chunki issiqlikning yuqori darajasida elektr rozetkasining deformatsiyasi kutiladi. Bunday hollarda ikkita kavisli oqim o'tkazuvchi element bir-biriga yopishadi.

Shakllangan elektrod o'rnatilgan joyda qisqichdan foydalanish konusning kuchlanishini kamaytirishga va payvandlash apparati o'rindig'ining xizmat qilish muddatini uzaytirishga imkon beradi. Shakllangan elektrodni ishlab chiqishda birinchi navbatda stulni yaratish kerak, keyin plastilin yoki yog'ochdan sinov modelini tayyorlash va shundan keyingina uni tayyorlashga o'tish kerak.
Savdoda pishirilgan oziq-ovqat mahsulotlarida aloqa qismi sovutiladi. Ko'pincha bunday sovutish ichki kanal orqali ta'minlanadi, ammo elektrod kichik diametrga ega bo'lsa yoki isitishning oshishi kutilsa, sovutish vositasi tashqi tomondan ta'minlanadi. Biroq, pishirilayotgan qismlar korroziyaga tushmasligi uchun tashqi sovutishga ruxsat beriladi.
Shakllangan elektrodni dizayni orqali sovutish eng muhimi. Ushbu sovutish uchun yon qismlardan cho'zilgan ingichka mis quvurlarni birlashtiring. Biroq, bunday aqllar tufayli u etarli darajada sovutilmaydi, shuning uchun biz to'g'ridan-to'g'ri elektrod bilan bir xil tezlikda pishirolmaymiz. Aks holda, u haddan tashqari qizib ketishi mumkin va xizmat muddati qisqaradi.
Chuqur suvda kichik qismlarni payvandlashda shaklli elektrodlardan foydalanish kerak, kattaroq qismlar uchun esa shaklli trimaxlardan foydalanish yaxshiroqdir. Ushbu usulning afzalligi elektrodning kuchlanishini tartibga solish qobiliyatidir.
Kontaktli payvandlash soatida barcha ikkita elektrod qismning yuzasiga nisbatan 90 daraja. Shuning uchun, egilgan katta o'lchamli qismlar payvandlanganda, aylanuvchi stollar va trimlar payvandlanadi, shunda ular o'z-o'zidan tekislanadi va payvandlangan qism sferik ish yuzasi bilan hosil bo'ladi.
Diametri 5 mm gacha bo'lgan po'lat to'r plastinka elektrodi bilan payvandlanadi. Tarqatishning teng taqsimlanishiga yuqori jet o'tkazuvchi kontaktning o'qi atrofida nozik o'rash orqali erishiladi.
Ishchi yuzaning sharsimon shakli boshqa shakllarga o'xshash bo'lsa-da, u issiqlik va quvvat ta'siri natijasida asl shaklini yo'qotadi. Kontaktning ishchi yuzasi don hajmiga nisbatan 20% ga oshganligi sababli, u yaroqsiz deb hisoblanadi va keskinlashtirishni talab qiladi. Kontaktli payvandlash elektrodlarini keskinlashtirish GOST 14111 ga muvofiq amalga oshiriladi.
Kontaktli payvandlash uchun elektrod materiallari
Payvandlangan tikuvning mustahkamligidagi eng muhim omillardan biri uning yirtilishga chidamliligidir. Bu payvandlash nuqtasining harorati va termofizik ta'sirlar ostida yotadigan o'tkazgich materialining harorati bilan belgilanadi.
Sof shakldagi mis samarasiz, parchalar hatto egiluvchan metalldir va payvandlash davrlari orasidagi geometrik shaklda tiklanishi uchun zarur bo'lgan elastiklikka ega emas. Bundan tashqari, materialning sifati sezilarli darajada yuqori va bunday vakolatlar ostida elektrodlar muntazam ravishda almashtirishni talab qildi, bu esa jarayonning narxini oshishiga olib keladi.
Yuqori sifatli asaldan foydalanish ham muvaffaqiyatli bo'lmadi va qayta kristallanish haroratini pasaytirish terining og'riqli joyida ishlaydigan sirtda aşınmaya olib keladi. Aslida, misning boshqa metallar bilan qotishmalari samarali ekanligi isbotlangan. Misol uchun, kadmiy, berilliy, magniy va sink isitish vaqtida metallga qattiqlik qo'shgan. Shu bilan birga, nikel, xrom va kremniy issiqlik energiyasining qismlarini o'zlashtirishga va ish tezligini tejashga imkon beradi.

Misning elektr o'tkazuvchanligi 0,0172 Ohm * mm2 / m ga aylanadi. Qiymat qanchalik kichik bo'lsa, u kontaktli payvandlash uchun elektrod materiali sifatida qanchalik mos keladi.
Agar turli metallardan elementlarni yoki turli materiallarning qismlarini payvandlash zarur bo'lsa, u holda elektrodning elektr va issiqlik o'tkazuvchanligi sof misning kuchi tufayli 40% gacha bo'lishi kerak. Biroq, agar siz butun o'tkazgichni bunday qotishmadan olib tashlasangiz, u juda qizib ketadi, bu esa yuqori qo'llab-quvvatlashga olib keladi.
Ombor tuzilmalarining Vikorist texnologiyasi sezilarli xarajatlarni tejashga erishishi mumkin. Bunday tuzilmalarda poydevorda ishlatiladigan materiallar yuqori elektr o'tkazuvchanligi bilan tanlanadi va tashqi yoki almashtiriladigan qism issiqlik va aşınmaya bardoshli qotishmalardan tayyorlanadi. Masalan, metall-keramika qotishmalari misdan 44% va volframdan 56% kamroq. Bunday qotishmaning elektr o'tkazuvchanligi misning elektr o'tkazuvchanligining 60% ga aylanadi, bu esa qaynash nuqtasini minimal harakat bilan isitish imkonini beradi.
Ishning ongiga qarab va vazifaga tayinlangan qotishmalar quyidagilarga bo'linadi:
- Iltimos, o'zingizni yuving. 500 ° S gacha bo'lgan haroratda ishlaydigan elektrodlar, vikonyum va bronza qotishmalari, xrom va zirkonyum. Zanglamaydigan po'latni payvandlash uchun titan va berilliy bilan qotishma bronza qotishmalari vikorizatsiya qilinadi.
- Sredne navantazhennya. Standart uglerod, mis va alyuminiy qismlarni payvandlash, elektrodlar va qotishmalar bilan tebranish, masalan, elektrodlar uchun mis, 300 ° S gacha bo'lgan haroratda ishlatilishi mumkin.
- Topish oson. Kadmiy, xrom va kremniy-nikel bronzani o'z ichiga olgan qotishmalar 200 o C gacha bo'lgan haroratlarda ishlab chiqariladi.
Spotli payvandlash uchun elektrod
Spotli payvandlash jarayoni uning nomi bilan o'z-o'zidan tushunarli. Payvandlash tikuvi bir nuqta bilan bir xil bo'lib, uning o'lchami elektrodning ishchi yuzasi diametri.
Kontaktli nuqta payvandlash uchun elektrodlar mis asosidagi qotishmalardan tayyorlanadi. GOST 14111-90 bo'yicha uskunaning ishchi yuzasi diametri 10-40 mm oralig'ida ishlab chiqariladi. Payvandlash joyidagi elektrodlar ehtiyotkorlik bilan tanlanadi va parchalar quvvatdagi nomutanosiblikka olib kelishi mumkin. Hidlar ham sharsimon, ham tekis ishlaydigan sirt bilan hosil bo'ladi.

Puflagich bilan spotli payvandlash uchun elektrodlar nazariy jihatdan tayyorlanishi mumkin, ammo qotishma ko'rsatilgan afzalliklarga javob berishiga ishonch hosil qilish kerak. Bunga qo'shimcha ravishda, barcha o'lchamlarni tasavvur qilish kerak, bu uy ongida unchalik oson emas. Shuning uchun, zavodda ishlab chiqarilgan olov o'tkazuvchi elementlar to'ldirilgandan so'ng, payvandlash robotlari aniq sug'urta qilinishi mumkin.
Spotli payvandlash juda ko'p afzalliklarga ega, jumladan, estetik payvandlash olovi, payvandlash apparatining ishlash qulayligi va yuqori mahsuldorlik. Bundan tashqari, bitta suv bor va muhrlangan payvandlash tikuvining mavjudligi.
Choklarni payvandlash uchun elektrod
Kontaktli payvandlash turlaridan biri tikuv payvandlashdir. Shu bilan birga, tikuv payvandlash uchun elektrodlar ham metall-metall, faqat rulon shaklida.
Choklarni payvandlash uchun roliklar quyidagi turlarda mavjud:
- burchaksiz;
- bir tomondan burchak bilan;
- har ikki tomonda burchak bilan.
Payvandlanadigan qismning konfiguratsiyasi ma'lum bir shakldagi rolikning buzilishiga olib kelishini anglatadi. Tanqidiy kirish mumkin bo'lgan joylarda rulonni har ikki tomondan burchak ostida joylashtirish qabul qilinishi mumkin emas. Qaysi versiyada qirrasiz yoki bir tomoni qirrali rolik bo'ladi. Rolikning har ikki tomonida egilish bor, bu qismni samarali bosadi va uni tezroq sovutish imkonini beradi.

Rolikli payvandlashning quritilishi germetik yopilgan payvandlash tikuvlarining mavjudligini ta'minlaydi, bu ularni tayyorlangan idishlar va tanklarda yopishtirish imkonini beradi.
Shuningdek, kontaktli payvandlash yuqori texnologiyali tikuvlarni yaratishga imkon beradi, ammo aniq natijaga erishish uchun jadvalda ko'rsatilgan qiymatlarga diqqat bilan rioya qilish kerak. Qanday qilib pishirish, tanlash, nuqta yoki chiziq sizning ehtiyojlaringizga mos keladi.
Hamma joyda vikorist. Ular alyuminiy, zanglamaydigan po'lat, rangli metallar va boshqa ko'plab materiallarni payvandlash uchun javob beradi. Volfram elektrodini + kislotali gazni ulash kislotali birikmalarga erishmoqchi bo'lganlar uchun to'g'ri tanlovdir.
Ammo har qanday pivo ishlab chiqaruvchisi sizga yaxshi natijaga erishish uchun faqat bitta pivo tayyorlash texnologiyasini bilish etarli emasligini aytadi. Bundan tashqari, oddiy bo'lishi mumkin bo'lgan va sizning ishingiz natijalarini yaxshilashi mumkin bo'lgan kichik fokuslar haqida eslash kerak. Ushbu hiylalardan biri elektrodni keskinlashtirishdir. Ushbu maqolada nima kerakligi va volfram elektrodini o'zingiz qanday ulashingiz mumkinligini qisqacha tushuntiradi.
Volfram elektrodlar ishlab chiqarish uchun mavjud bo'lgan eng o'tga chidamli metallardan biridir. Volframning erish nuqtasi Selsiy bo'yicha 3000 darajadan yuqori. Asl pivoning aqllari uchun bunday haroratlar g'alaba qozonish uchun emas. Shuning uchun volfram elektrodlari silliq bo'lmagan deb ataladi. Xushbo'y hid bo'lsa, tashqi ko'rinishda ozgina o'zgarish bo'ladi.
Biroq, nima bo'lishidan qat'iy nazar, volfram elektrodlari hali ham qisqa bo'lishi mumkin. Payvandlash jarayonida (masalan, yoyni yoqishda yoki tikuv hosil qilishda) elektrod metall yuzadan eskirishi mumkin. Aksariyat epizodlar uchun bu unchalik qo'rqinchli emas. Agar elektrod zerikarli bo'lib qolsa, bu penetratsiya etishmasligining sababi bo'ladi.
Bu muammoni qanday hal qilish mumkin? Bu juda oddiy: qotib qoling. O'tkirlashganda, volfram elektrodi oksidi tikuvlarini yopish orqali o'z vazifasini samarali bajaradi.
Elektrodni qanday keskinlashtirish kerak
Volfram elektrodini keskinlashtirish turli xil usullar bilan amalga oshirilishi mumkin. Bu abraziv pichoq, kimyoviy o'tkirlash, maxsus tish bilan o'tkirlash yoki mexanik o'tkirlash bo'lishi mumkin. Men maxsus qurilmalardan yordam olish uchun qolaman. Xushbo'y hidlar ko'chma yoki statsionar bo'lishi mumkin.
Portativlar uchun volfram elektrodlarini charxlash uchun qo'lda ishlaydigan mashina, statsionar uchun esa volfram elektrodlarini charxlash uchun dastgoh mavjud. Bizning fikrimizcha, bunday qurilmalarning turg'unligi optimal natija beradi.
O'tkirlashning shakli sharsimon yoki chekli bo'lishi mumkin. Sharsimon shakl doimiy oqim bilan payvandlash uchun eng mos keladi va oxirgi shakl o'zgaruvchan oqim bilan payvandlash uchun eng mos keladi. Ushbu payvandchilar elektrodlarni turli o'tkirlash shakllari bilan payvandlashda katta farq yo'qligini ko'rsatadi. Bizning dalillarimiz bu ajoyib ekanligini ko'rsatdi. Va agar siz payvandlashga professional munosabatda bo'lsangiz, farq aniq bo'ladi.
O'tkirlashtirilgan qismning optimal qiymati formuladan foydalanib ishlab chiqilishi mumkin Ø*2 . Agar elektrodning diametri 3 mm bo'lsa, unda o'tkir qismning qolgan qismi 6 mm. Va shuning uchun boshqa diametrga o'xshashlik uchun. Bitni keskinlashtirgandan so'ng, elektrodning uchini qattiq yuzaga tegizish orqali xiralashtiring.
Yana bir muhim parametr - elektrodning keskinlashuvi. Vín, chunki siz vikorystvuvate yilda pivo oqimi hajmi depozit qilinadi.
Shunday qilib, past qiymatda payvandlashda, keskinlashtirish uchun 10-20 graduslik payvandlash oqimi etarli bo'ladi. Optimal kesish - 20 daraja.
Payvandlash jetining o'rtacha qiymatidan payvandlashda 20-40 daraja keskinlashuv nuqtasi yaxshi imkoniyatdir.

Agar siz katta o'lchamdagi pichoqlardan foydalansangiz, keskinlik 40 dan 120 darajagacha bo'lishi mumkin. Sochni 90 darajadan ortiq keskinlashtirish tavsiya etilmaydi. Aks holda, kamon beqaror yonadi va tikuvni shakllantirish siz uchun muhim bo'ladi.