Електроди для зварювання кореня шва. Як варити стельовий шов. Загальні рекомендації по техніці безпеки. Технологія зварювання. Корінь шва, заповнення оброблення і лицьовий шар
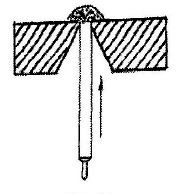
Сварка в стельовому положенні Сварка відбувається в кілька етапів, перший з них - проварка кореня шва.корінь шва
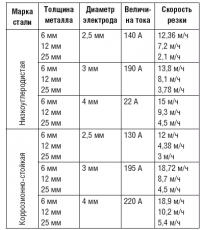
Використовуйте електрод діаметром 3 мм і силу струму мінімального або середнього діапазону.
Залежно від умов, зварювання можна виконати декількома способами:
При необхідності необхідно підтримувати канали та направляти їх. Директива, визначена проектом, повинна бути відзначена уздовж смуги домену, яка повинна бути правильно ідентифікована. Ширина траншеї повинна бути сумісна з діаметром воздуховода, так що опускання не викликає пошкодження покриття, при цьому зазвичай використовується напіврозмірна зазор трубки. Глибина траншеї змінюється в залежності від класу місця і типу місцевості, і викопаний ґрунт завжди повинен бути викинутий на ту ж сторону, близько траншеї, і на протилежному боці від того, де будуть проходити паради.
- Якщо можлива вибірка і підварювання зі зворотного боку, то при зварюванні слід звернути увагу на формування валика з нижньої сторони. Не повинно бути нависань і підрізів.
 ).
).
Пластикові стелі: особливості монтажу »href =" http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787 "\u003e
Важливо відзначити, що на дні траншеї не може бути твердого матеріалу, який може пошкодити покриття труб. Транспортування і розподіл труб. Під час процесу складання труби транспортуються з м'яким матеріалом між ними і розподіляються по доменної смузі, переміщаючись своїми стрічками, щоб не пошкодити покриття. Розподіл труб здійснюється уздовж траншеї, навпаки виїмки грунту, а труби підтримуються на окремих мішках грунту або рисової соломи. Бетонні труби і криві повинні бути ідентифіковані з розташуванням точок, де вони будуть встановлені.
).
 Стельова плита байкал).
Стельова плита байкал).
Основна увага при такій зварюванні має бути зосереджена на зворотному валику. При можливості витримуйте швидкість зварювання в залежності від нижнього валика, щоб не було сильної опуклості. Якщо все-таки внутрішній валик вийшов занадто випирає, то необхідна вибірка до чистого металу.
Малюнок 2 - Транспортування труб. Малюнок 3 - Розподіл труб. Щоб задовольнити потребу в географії місця, де буде встановлена труба, труби згинаються в проприетарной машині, званої гибочной машиною. Для цього спочатку необхідно описати процедуру вигину.
Малюнок 4 - Вигин труб. На перехрестях, пересічних річок, боліт і районів, схильних до затоплення, труби і криві бетонуються, щоб забезпечити їм більший захист і вага. Перед нанесенням покриття покриття необхідно перевіряти і при необхідності ремонтувати. Малюнок 6 - Бетонні труби.
Стельова плита байкал: переваги і порівняння від професіоналів »href =" http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224 "\u003e Потолочная плита байкал
).Основна увага при такій зварюванні має бути зосереджена на зворотному валику. При можливості витримуйте швидкість зварювання в залежності від нижнього валика, щоб не було сильної опуклості. Якщо все-таки внутрішній валик вийшов занадто випирає, то необхідна вибірка до чистого металу.
Складання і зварювання повітроводів - це терміни, які спантеличені, оскільки вони йдуть разом, будучи зварюванням активності після складання. Малюнок Перед складанням необхідно повторно перевірити стан скосів і непокритою поверхні, щоб виявити і усунути дефекти, які можуть існувати. Зварювання швів слід раніше затвердженою процедурою зварювання і виконується кваліфікованими зварниками. Ця тема буде розглянута більш докладно в конкретному елементі.
Після зварювання шви перевіряються на наявність розривів з критеріями затвердження вимог стандартів, визначених в проекті. Покриття польових з'єднань. Всі польові з'єднання після зварювання, перевірки і схвалення повинні бути захищені поліетиленовим покриттям.
заповнення оброблення Сварка 2 і 3 валика відбувається електродом 3 мм. на середньо-максимальному струмі, або 4 мм. на середньому. Вибір залежить в залежності від ширини першого валика. Щоб не утворилося опуклості, слід затримуватися на краях, потім трохи зміщувати дугу по кромці і переходити драбинкою на іншу кромку. Інспекція труб. Перед опусканням колони покриття з неформованих труб і вигинів має бути ретельно перевірено в польових умовах. Виявлені дефекти слід ремонтувати. Стовпець, після його затвердження, слід якомога швидше опустити в траншею, щоб уникнути подальшого пошкодження покриття. Перед опусканням необхідно провести огляд бічних і нижніх умов траншеї, які не повинні містити кам'яних наконечників, які можуть пошкодити покриття. Колона повинна бути повністю засаджені на дні траншеї, а порожнечі повинні заповнюватися обраним грунтом або піском. Якщо необхідно змінити форму валика при зварюванні, змінюйте швидкість, нахиляйте електрод іншим кутом, збільшуйте величину кроку. Порада! Не робіть валики великої ширини, вони будуть давати патьоки і капати. 4 і 5 шар залежать від ширини попередніх валиків - на всю ширину, або в 2 валика. Наступні шари виконуються у вигляді наплавлення без коливальних рухів. При підході до крайки потрібно залишати відстань діаметром електрода з покриттям, між передостаннім валиком і кромкою. Перетин відповідає ділянкам, де канали перетинають дороги, залізниці або інші сухі ділянки. Зрештою, це може бути повітряне. Перетин відноситься до перетину затоплених ділянок, таких як річки, озера, мангрові ліси і болота. Сполучні елементи є точками з'єднання двох раніше запущених наборів, які можуть перебувати між двома стовпцями або між колонкою і перетином або перетином. Сварка втулок завжди виконується всередині траншеї і між двома нерухомими точками, що є, отже, зварюванням більшого ускладнення через обмеження з'єднання. , "En": [ "dUFCQu9OBBQ", "cGoybWZjSis", "pXDuDCLxkU4", "XEdrAxZFM74", "6trSS_3Mwew", "6trSS_3Mwew", "6trSS_3Mwew"], "de": [ "dQV7j2J8nYg", "jUO_l_lhELs", "CTdsvjkSmlw "," yGpxrEdsWiY "," hNvNS-QNZHI "," ynW-KSk-8EU "," QFpJx4OZkEw "," dQV7j2J8nYg "," O1UNuz1qZ3g "," NSz4xFC9l7k "," odypbIf8b1s "]," es ": [" P3atzvylWmA ", "W257s40VzXk", "B9a-i2eZUv8", "wCrSV561g4A", "W257s40VzXk", "bQESOJe0PAo", "gA2ZmuTujHY", "KJl9xgo2WHs", "bQESOJe0PAo", "W257s40VzXk"], "pt": [ "FzFvx4OIAZQ", "k36p4agacBk "," 2ENrAu4dA0o "," 1TLO4VImiZI "," DmkptaoSBAg "," jG211otCuhs "," QBWDKtDx2mE "," 3RzM9gyh2yI "," Ob5w1x0lmS0 "]," it ": [" DT2PsGHY1KE "," Fb1wqD3wBn0 "]," bg ": [ "nLZYcBBgi7E", "S7S-bGxY9iQ"], "pl": [ "4ZuE655M0to"], "ro":, "el": [ "OemjjF94uu0"])  attachment_13097 "align =" aligncenter "width =" 450 "] аполненіе оброблення
attachment_13097 "align =" aligncenter "width =" 450 "] аполненіе оброблення